तकनीकी कार्ड: इमारतों और संरचनाओं के अग्रभाग (फैसाड) पर प्लास्टर कोटिंग का निर्माण
सामग्री
- पोर्टलैंड सीमेंट वर्ग CEM I 32.5 / CEM I 42.5 (M300-M400)
- हाइड्रेटेड निर्माण चूना (पेस्ट में परिपक्व होने के लिए)
- धुली हुई क्वार्ट्ज रेत, 2.5 मिमी तक अंश (बेस परतों के लिए)
- महीन क्वार्ट्ज रेत, 1.2 मिमी तक अंश (फिनिशिंग परत के लिए)
- प्राइमर (7%) और घिसाई (3.5-5%) के लिए पॉलीविनाइल एसीटेट (पीवीए) इमल्शन
- तकनीकी हाइड्रोक्लोरिक एसिड (अग्रभाग की रासायनिक सफाई के लिए 10% घोल)
- एंटी-फ्रीज योजक: पोटाश (K2CO3), सोडियम क्लोराइड (NaCl), कैल्शियम क्लोराइड (CaCl2)
- 1 मिमी से अधिक चौड़ी दरारों को सील करने के लिए सूखे निर्माण मिश्रण (पॉलीमर-सीमेंट)
उपकरण
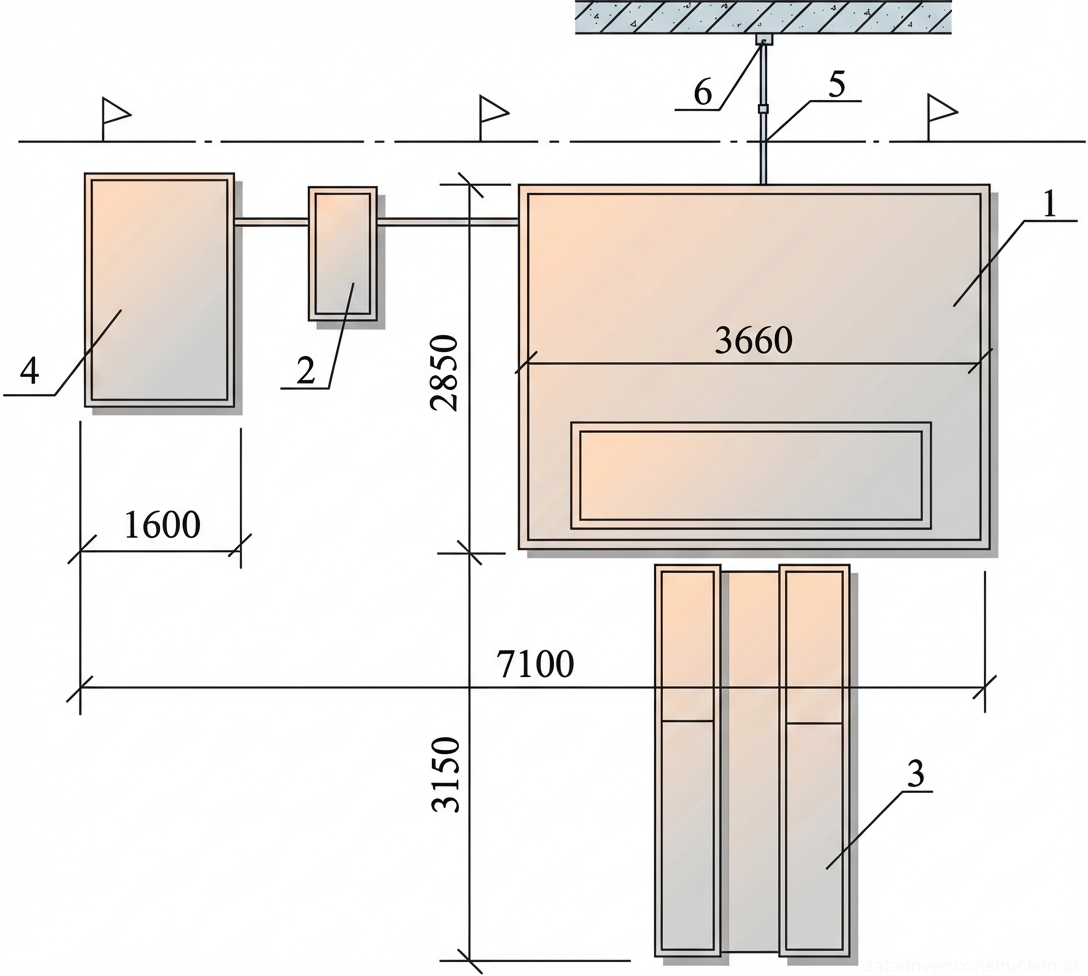
- मोर्टार पंप के साथ प्लास्टरिंग स्टेशन (क्षमता 4 घन मीटर/घंटा तक, काम का दबाव 1.5-2.0 मेगापास्कल, वितरण सीमा 250 मीटर/क्षैतिज, 60 मीटर/ऊर्ध्वाधर)
- वाइब्रेटिंग स्क्रीन के साथ मध्यवर्ती भंडारण बंकर (स्क्रीन क्षमता 3 घन मीटर/घंटा, जाली 3x3 मिमी और 1.5x1.5 मिमी)
- रोटरी प्रकार की ट्रोवेल मशीन (वर्किंग डिस्क का व्यास 280 मिमी, रोटेशन की गति 450 आरपीएम, पावर 36 वोल्ट/220 वोल्ट)
- मोबाइल पूर्वनिर्मित मचान (स्केफोल्डिंग) टावर (6 मीटर तक की ऊंचाई पर काम के लिए)
- इन्वेंट्री धातु ट्यूबलर मचान (फ्रेम या वेज प्रकार) और फैसाड क्रेडल (6 मीटर से ऊपर के काम के लिए)
- फोर्स्ड एक्शन इलेक्ट्रिक मोर्टार मिक्सर (लोडिंग वॉल्यूम 80 लीटर से)
- सर्दियों के काम के लिए पैनल-लीनियर पोर्टेबल इलेक्ट्रिक हीटर (पावर 6 किलोवाट तक, आयाम 850x350x240 मिमी)
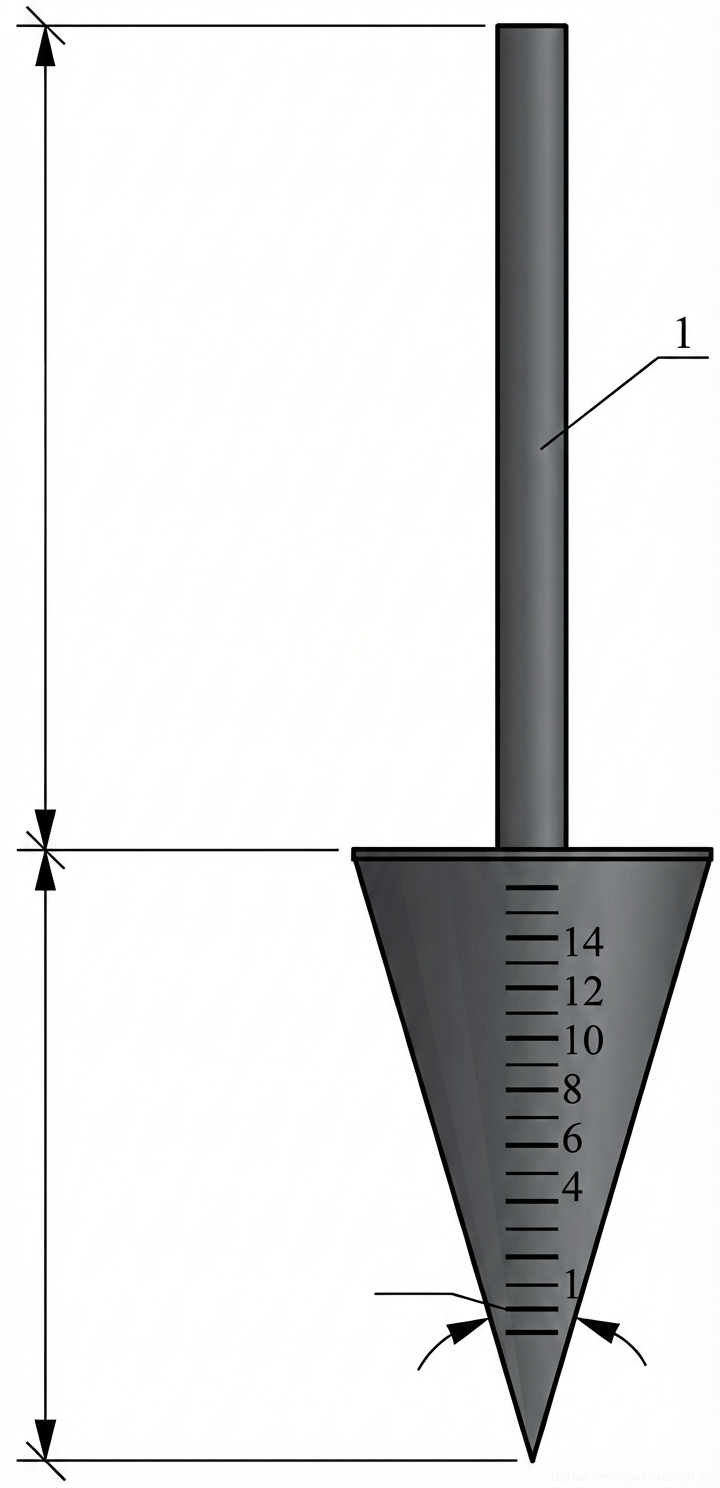
- मानक शंकु / स्लंप कोन (मोर्टार की गतिशीलता को नियंत्रित करने के लिए), नियंत्रण H-आकार के रूल (2000 मिमी), फ्लोट
1. आवेदन का दायरा और साइट की तैयारी की शर्तें
यह तकनीकी प्रक्रिया इमारतों के अग्रभाग (फैसाड) के निर्माण, पुनर्निर्माण और मरम्मत में लागू होती है। परिष्करण (फिनिशिंग) कार्य शुरू करने से पहले, छत का काम, वॉटरप्रूफिंग की स्थापना, बालकनियों पर फर्श का निर्माण, और वास्तुशिल्प विवरणों के सभी धातु फ्रेम और जल निकासी प्रणालियों के लिए फास्टनिंग उपकरणों की स्थापना और सुरक्षित फिक्सिंग पूरी तरह से समाप्त होनी चाहिए। काम केवल अग्रभाग (फैसाड) के स्वीकृत रंग पासपोर्ट की उपस्थिति में ही करने की अनुमति है।
कारखाने में निर्मित चिकने प्रीकास्ट कंक्रीट पैनल (कंक्रीट ग्रेड C20/25 और अधिक) को पारंपरिक प्लास्टर नहीं किया जा सकता है। प्लास्टर की जाने वाली आधार सतह की ताकत अनिवार्य रूप से स्वयं प्लास्टर कोटिंग की ताकत से कम नहीं होनी चाहिए ताकि कोहेसिव अलगाव से बचा जा सके। भारी, घने कंक्रीट या ईंट (10 मेगापास्कल / वर्ग C8/10 और अधिक की संपीड़न शक्ति) से बनी सतहों के लिए, सीमेंट प्राइमर का उपयोग किया जाता है.
नमी और तापमान की स्थिति एक महत्वपूर्ण कारक है। शुष्क मौसम में +23 °C और उससे अधिक के परिवेशीय तापमान पर, छोटे चिनाई वाले ब्लॉक (ईंट, सेलुलर ब्लॉक) से बनी दीवारों के हिस्सों को अनिवार्य रूप से पहले से गीला किया जाना चाहिए। उत्पादन प्रक्रिया के लिए सख्त समन्वय की आवश्यकता होती है: इन्वेंट्री मचान (स्केफोल्डिंग) की स्थापना को अग्रभाग में फिक्सिंग बिंदुओं को कम करने के लिए डिज़ाइन किया जाना चाहिए ताकि बाद में उन्हें बिना कोई निशान छोड़े सील किया जा सके।
- चरण 1: अग्रभाग की स्थिति का विशेषज्ञ मूल्यांकन करना और इमारत की सभी भार-वहन (लोड-बियरिंग) संरचनाओं की मरम्मत करना।
- चरण 2: यांत्रिक या हाइड्रोडायनामिक विधि से अग्रभाग को धूल, गंदगी, सफेद दाग (एफ्लोरेसेंस), कोलतार और ग्रीस के धब्बों से साफ करना।
- चरण 3: चिकनी सतहों को काटना और खुरदरा करना (यदि आवश्यक हो), 7% पॉलीविनाइल एसीटेट (पीवीए) इमल्शन के जलीय घोल के साथ प्राइमर लगाना।
- चरण 4: तकनीकी हाइड्रोक्लोरिक एसिड के 10% घोल के साथ जटिल क्षेत्रों को धोना और बाद में पानी से बेअसर (न्यूट्रलाइज) करना।
2. सामग्री आवश्यकताएं और मिश्रण का डिजाइन
बाइंडिंग सामग्री का चुनाव और मोर्टार अनुपात का डिजाइन सीधे परिचालन स्थितियों पर निर्भर करता है। बाहरी दीवारों, प्लिंथ (कुर्सी) और कॉर्निस के लिए, जो नियमित रूप से नमी के संपर्क में आते हैं, पॉज़ोलाना पोर्टलैंड सीमेंट, स्लैग पोर्टलैंड सीमेंट या मानक पोर्टलैंड सीमेंट (ग्रेड M300-M400 / वर्ग CEM I 32.5 - CEM I 42.5) पर आधारित सीमेंट और सीमेंट-चूने के मोर्टार का उपयोग किया जाता है। सीधी नमी से सुरक्षित सतहों के लिए, चूना और चूना-स्लैग मिश्रण सबसे उपयुक्त हैं।
चूने के मोर्टार 1:1 से 1:2.5 (चूना:रेत) के अनुपात में तैयार किए जाते हैं, और चूने के पेस्ट को कम से कम तीन सप्ताह तक परिपक्व होने के लिए रखा जाना चाहिए। सीमेंट-चूने के मोर्टार 1:1:6 से 1:3:15 के अनुपात में बनाए जाते हैं, हालांकि अग्रभागों के लिए उच्चतम प्रदर्शन विशेषताएं 1:1:6 और 1:2:8 के अनुपात वाले मिश्रण द्वारा दिखाई जाती हैं। शुद्ध सीमेंट मोर्टार 1:1 से 1:6 के अनुपात में मिलाए जाते हैं। सेटिंग को तेज करने के लिए, चूने के मोर्टार में जिप्सम मिलाया जा सकता है (2-3 भाग चूने के मोर्टार में 1 भाग जिप्सम)।
एग्रीगेट (क्वार्ट्ज रेत) को सख्त ग्रैनुलोमेट्रिक नियंत्रण से गुजरना चाहिए। प्रारंभिक परतों (स्पलैश और बेस परत) के लिए कणों का अधिकतम अनुमेय आकार 2.5 मिमी से अधिक नहीं होना चाहिए, और फिनिशिंग (नकरीवका) परत के लिए — 1.2 मिमी। तैयार मोर्टार की गतिशीलता को एक मानक शंकु (स्लंप कोन) डुबो कर नियंत्रित किया जाता है: स्पलैश और बेस परत के मशीनीकृत और मैनुअल अनुप्रयोग के लिए यह 8-12 सेमी होना चाहिए। बिना जिप्सम के फिनिशिंग परत के लिए 7-8 सेमी गतिशीलता की आवश्यकता होती है, और जिप्सम के साथ — 9-12 सेमी।
- चरण 1: बाइंडिंग घटकों की तैयारी (चूने के पेस्ट को परिपक्व करना, सीमेंट की सक्रियता की जांच करना)।
- चरण 2: वाइब्रेटिंग स्क्रीन के माध्यम से एग्रीगेट को छानना: बेस परत के लिए 3x3 मिमी जाली, फिनिशिंग परत के लिए 1.5x1.5 मिमी।
- चरण 3: मोर्टार मिक्सर में घटकों को एक समान स्थिरता (कंसिस्टेंसी) तक मशीनीकृत रूप से मिलाना।
- चरण 4: प्लास्टरिंग स्टेशन में लोड करने से पहले मानक शंकु के साथ मोर्टार की गतिशीलता का नियंत्रण।
3. सतह की तैयारी और जियोडेटिक नियंत्रण
प्लास्टर करने से पहले, बेस (आधार) का सख्त उपकरणीय नियंत्रण किया जाता है। सतहों की जांच लंबवत और क्षैतिज विमानों में प्लंबिंग विधि (साहुल) द्वारा की जाती है, जिसमें इन्वेंट्री रिमूवेबल मार्क (बीकन) की अनिवार्य स्थापना होती है। स्थापित बीकन की मोटाई फिनिशिंग परत को छोड़कर प्लास्टर कोटिंग की गणना की गई मोटाई से बिल्कुल मेल खानी चाहिए।
काम शुरू करने से पहले आधार सतह के अनुमेय विचलन को सख्ती से नियंत्रित किया जाता है। ईंट या ब्लॉक चिनाई की सतह और कोनों का ऊर्ध्वाधर से विचलन प्रति मंजिल 10 मिमी और इमारत की पूरी ऊंचाई पर 30 मिमी से अधिक नहीं होना चाहिए। 2-मीटर नियंत्रण रूल लागू करते समय पहचानी गई ऊर्ध्वाधर सतहों पर असमानताएं 10 मिमी तक स्वीकार्य हैं। चिनाई की पंक्तियों का क्षैतिज से विचलन दीवार की लंबाई के हर 10 मीटर पर 15 मिमी से अधिक नहीं होना चाहिए।
मानक से अधिक विचलन के मामले में, बेस मिश्रण के साथ स्थानीय समतलन किया जाता है। दीवारों को खोखले जोड़ों के साथ बिछाते समय (फ्लश पॉइंटिंग के बिना), सामने की तरफ चिनाई मोर्टार से न भरे गए जोड़ों की गहराई दीवार की सतहों के लिए 15 मिमी और लोड-बियरिंग स्तंभों और पिलास्टर्स के ऊर्ध्वाधर जोड़ों के लिए 10 मिमी से अधिक नहीं होनी चाहिए।
- चरण 1: लेजर लेवल और प्लंब लाइन (साहुल) का उपयोग करके दीवारों की ऊर्ध्वाधरता और क्षैतिजता का उपकरणीय सत्यापन।
- चरण 2: 2-मीटर नियंत्रण रूल का उपयोग करके आधार की समतलता की जांच करना।
- चरण 3: कार्य रूल की लंबाई के अनुरूप अंतराल के साथ इन्वेंट्री मोर्टार या धातु बीकन की स्थापना।
- चरण 4: बाहरी कोनों और ढलानों (स्लोप) पर कोना रक्षक प्रोफाइल को फिक्स करना।
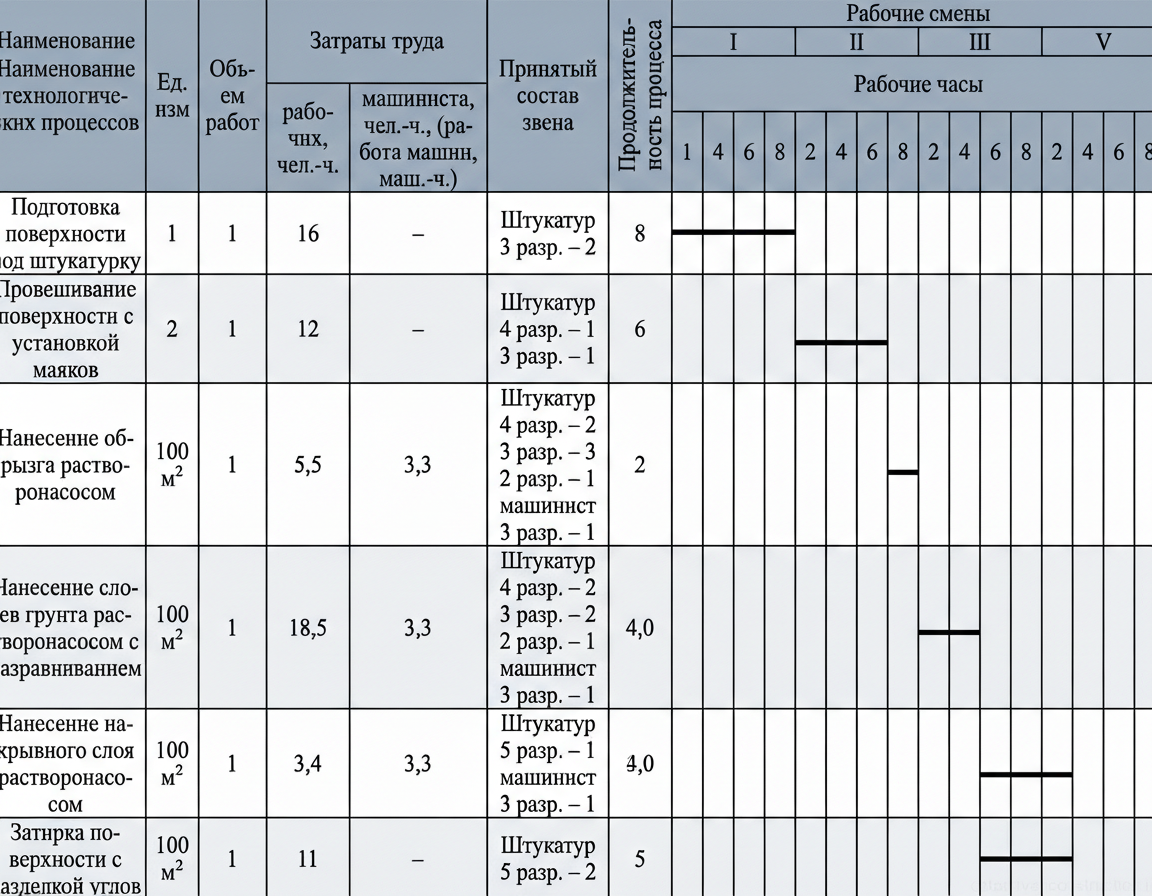
4. परतों के मशीनीकृत अनुप्रयोग की तकनीक
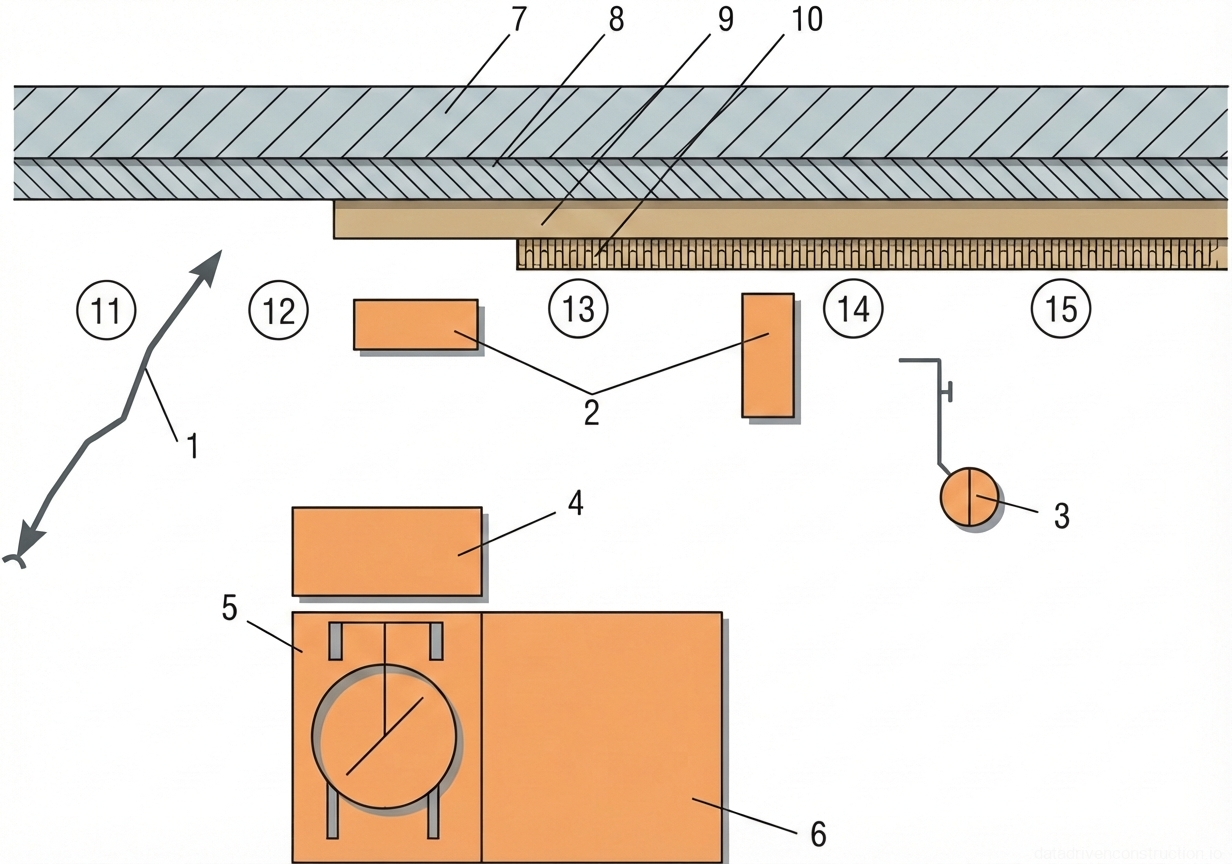
एक बहुस्तरीय उच्च गुणवत्ता वाली कोटिंग का निर्माण एक सख्ती से विनियमित प्रक्रिया है। मोर्टार का परिवहन प्लास्टरिंग इकाइयों (क्षमता 4-6 घन मीटर/घंटा, क्षैतिज रूप से 250 मीटर और ऊर्ध्वाधर रूप से 60 मीटर तक वितरण सीमा) द्वारा धातु मोर्टार पाइपलाइनों के माध्यम से किया जाता है। पहली परत — स्पलैश (splash layer) — को 5 मिमी मोटी ठोस परत के रूप में नोजल के साथ लगाया जाता है। अधिकतम आसंजन (एडिशन) सुनिश्चित करने के लिए स्पलैश परत की सतह को समतल नहीं किया जाता है।
स्पलैश के सख्त होने के बाद (1-2 घंटे के बाद), बेस परत लगाई जाती है। बेस की एक परत की मोटाई सीमित है: भारी सीमेंट मोर्टार के लिए 5 मिमी से अधिक नहीं और चूने के मोर्टार के लिए 7 मिमी तक। लगाने के तुरंत बाद H-आकार के रूल या फ्लोट का उपयोग करके बेस परत को समतल किया जाता है। बेहतर और उच्च गुणवत्ता वाले प्लास्टर के लिए, बेस परत को सख्ती से बीकन के अनुसार खींचा जाता है। समतलता की गुणवत्ता को कार्य के दौरान रूल द्वारा लगातार नियंत्रित किया जाता है।
मानक चिकनी कोटिंग्स के लिए फिनिशिंग परत (टॉप कोट) 2 मिमी तक और सजावटी टेक्सचर्ड फिनिश (टेराज़िट, स्टोन प्लास्टर) के लिए 7 मिमी तक की मोटाई के साथ लगाई जाती है। परिष्करण परत की घिसाई रोटरी ट्रोवेल मशीनों (डिस्क व्यास 280 मिमी, रोटेशन गति 450-500 आरपीएम) का उपयोग करके लगाने के 30-40 मिनट बाद की जाती है। घिसाई की जाने वाली परत की ताकत बढ़ाने के लिए, मशीन के वर्किंग डिस्क के तहत दिए जाने वाले पानी में पीवीए इमल्शन के 3.5-5% जलीय घोल को मिलाने की सिफारिश की जाती है।
- चरण 1: आधार की 100% कवरेज सुनिश्चित करते हुए मशीनीकृत विधि द्वारा स्पलैश परत का अनुप्रयोग।
- चरण 2: बेस परत (1-2 घंटे के तकनीकी विराम के बाद) का अनुप्रयोग और बीकन के अनुसार रूल के साथ समतलन।
- चरण 3: पिछली परतों के सेट होने के बाद अतिरिक्त बेस परतों (यदि आवश्यक हो) का अनुप्रयोग।
- चरण 4: फिनिशिंग परत का अनुप्रयोग और पानी या पीवीए घोल की आपूर्ति के साथ रोटरी उपकरण द्वारा इसकी मशीन घिसाई।
5. सर्दियों की स्थिति और शून्य से नीचे के तापमान में काम करना
सर्दियों की अवधि में प्लास्टर का काम करने के लिए तकनीकी नियमों में आमूल-चूल परिवर्तन की आवश्यकता होती है। मोर्टार लगाने से पहले, आधार सतह बिल्कुल सूखी होनी चाहिए: बर्फ, पाला और जमी हुई बर्फ को यांत्रिक रूप से हटा दिया जाता है। जमी हुई बर्फ जिसे यांत्रिक सफाई द्वारा नहीं हटाया जा सकता है, उसे पहले से गर्म किया जाता है। जमी हुई दीवारों के गर्म होने को तेज करने या बर्फ हटाने के लिए गर्म पानी का उपयोग सख्त वर्जित है। शून्य से नीचे के तापमान पर परतें लगाने से पहले चिनाई को गीला करने की अनुमति नहीं है।
जब बाहरी हवा का तापमान -10 °C से -20 °C की सीमा में होता है, तो प्लास्टर मोर्टार के मिश्रण के पानी में एंटी-फ्रीज योजक अनिवार्य रूप से मिलाए जाते हैं। मानक नुस्खा में मिश्रण के पानी के वजन के हिसाब से 3% पोटाश (पोटेशियम कार्बोनेट) मिलाना, या 2% सोडियम क्लोराइड (NaCl) और 2% कैल्शियम क्लोराइड (CaCl2) का एक जटिल मिश्रण शामिल है। कार्यस्थल तक मोर्टार का परिवहन विशेष रूप से इंसुलेटेड कंटेनरों में किया जाता है, और बाहरी मोर्टार पाइपलाइनों को थर्मल इंसुलेशन के अधीन किया जाता है।
कार्य क्षेत्रों (ग्रिप्स) के आकार की गणना इस तरह से की जाती है कि मशीन घिसाई के चरण से पहले मोर्टार के जमने के जोखिम को छोड़कर, काम में रुकावट से पहले साइट पर प्लास्टरिंग का पूरा चक्र समाप्त हो जाए। यदि स्थानीय हीटिंग की आवश्यकता होती है, तो पैनल-लीनियर पोर्टेबल इलेक्ट्रिक हीटर (6 किलोवाट तक की शक्ति) का उपयोग किया जाता है। इस मामले में, मचान को अग्नि-प्रतिरोधी थर्मल इंसुलेशन सामग्री (थर्मल ब्लैंकेट) से ढका जाना चाहिए। सर्दियों की स्थिति में पुराने प्लास्टर की घिसाई और मरम्मत की सख्त मनाही है।
- चरण 1: हीट गन (गर्म पानी के उपयोग के बिना) का उपयोग करके अग्रभाग (फैसाड) से बर्फ और पाले को साफ करना।
- चरण 2: गर्म बाड़े (टेपल्याक) में 3% पोटाश या 4% लवण जटिल (NaCl + CaCl2) मिलाकर प्लास्टर मोर्टार तैयार करना।
- चरण 3: थर्मल-इंसुलेटेड मोर्टार पाइपलाइनों के माध्यम से गर्म मोर्टार को कार्य क्षेत्र (ग्रिप) में पहुंचाना।
- चरण 4: मोर्टार के तापमान में भारी गिरावट से पहले एक कार्य क्षेत्र के भीतर परत का त्वरित अनुप्रयोग और घिसाई।
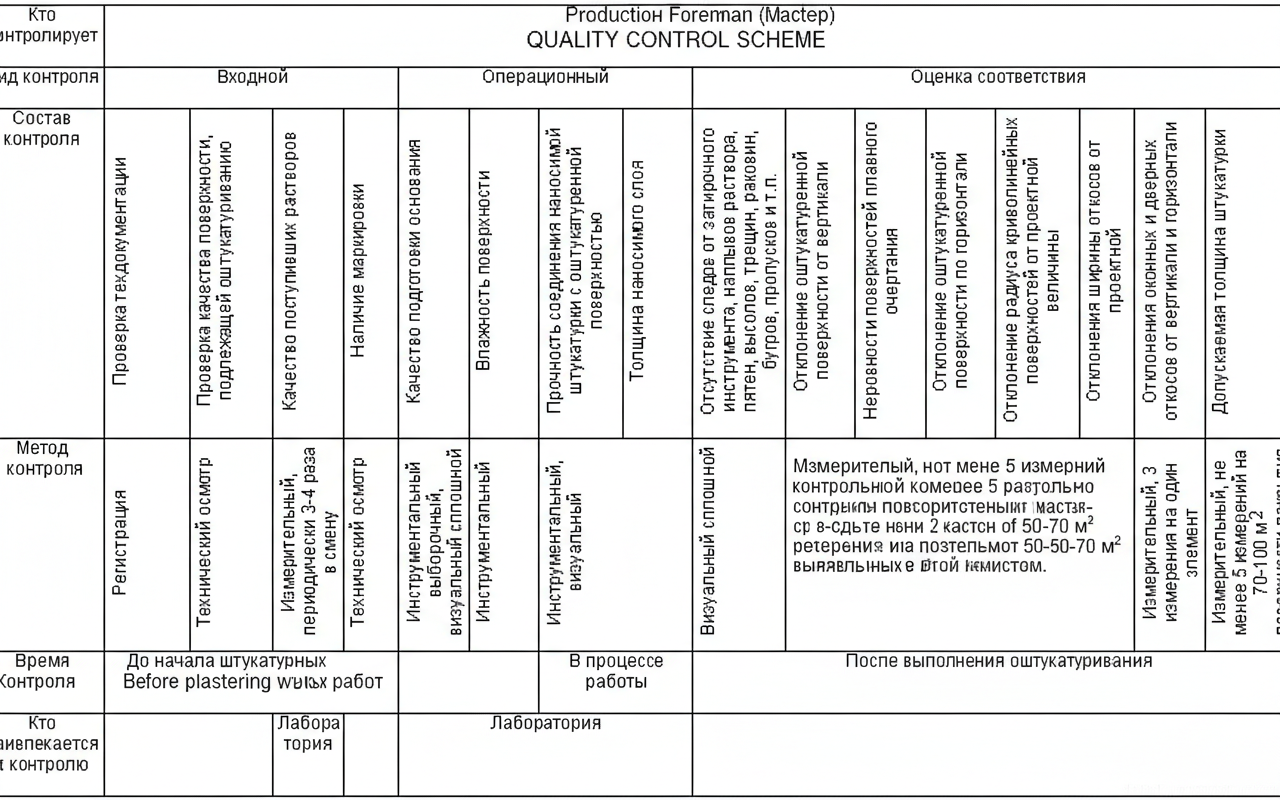
6. गुणवत्ता नियंत्रण, कार्य की स्वीकृति और टॉलरेंस (स्वीकार्य सीमा)
गुणवत्ता प्रणाली में इनपुट, परिचालन नियंत्रण और अनुरूपता का मूल्यांकन शामिल है। सूखे निर्माण मिश्रण कारखाने की पैकेजिंग में वितरित किए जाने चाहिए जिसमें नुस्खा, अंश (फ्रैक्शन), मिश्रण के पानी की मात्रा और समाप्ति तिथि का संकेत हो। मोर्टार का प्रयोगशाला परीक्षण अनिवार्य है: यह 3 मिमी (बेस के लिए) और 1.5 मिमी (फिनिशिंग के लिए) की छलनी से पूरी तरह से गुजरना चाहिए। परिचालन नियंत्रण में आधार की नमी, लगाई गई परत के आसंजन (एडिशन) और प्रत्येक परत की मोटाई की जांच करना शामिल है।
तैयार प्लास्टर वाली सतह का सख्त दोष-अन्वेषण (डिफेक्टोस्कोपी) किया जाता है। अग्रभाग पर सिकुड़न दरारें (श्रिंकेज क्रैक्स), ट्रोवेल (घिसाई उपकरण) के निशान, मोर्टार के सैग, सफेद दाग और गड्ढों की अनुमति नहीं है। प्लास्टर की गई सतहों की मरम्मत के लिए, मुख्य (पुराने) प्लास्टर की तुलना में अधिक संपीड़न शक्ति वाले मोर्टार का उपयोग करना सख्त वर्जित है (उदाहरण के लिए, सीमेंट मिश्रण के साथ चूने के अग्रभाग की मरम्मत अस्वीकार्य है)। 1 मिमी से अधिक चौड़ी दरारों को चौड़ा किया जाता है और एक लोचदार (इलास्टिक) पॉलीमर-सीमेंट मिश्रण से भर दिया जाता है।
स्वीकृति टॉलरेंस को गुणवत्ता स्तर द्वारा वर्गीकृत किया गया है। उच्च गुणवत्ता वाले प्लास्टर के लिए: ऊर्ध्वाधर और क्षैतिज से विचलन — प्रति 1 मीटर पर 1 मिमी से अधिक नहीं (तत्व की पूरी ऊंचाई पर अधिकतम 3 मिमी)। 2-मीटर रूल के साथ जाँच करते समय समतल सतह की असमानताएँ — 2 मिमी तक की गहराई वाली 2 असमानताओं से अधिक नहीं। खिड़की के ढलानों (स्लोप), पिलास्टर्स और कोनों का ऊर्ध्वाधर/क्षैतिज से विचलन — 1 मिमी प्रति 1 मीटर। सिंगल-लेयर प्लास्टर की मोटाई 20 मिमी तक सीमित है, मल्टीलेयर की — परियोजना (प्रोजेक्ट) के अनुसार।
- चरण 1: रेत के ग्रैनुलोमेट्री और मोर्टार की गतिशीलता (कोन टेस्ट, 8-12 सेमी) का इनपुट नियंत्रण।
- चरण 2: मोटाई गेज का उपयोग करके लगाई गई परतों की मोटाई (स्पलैश के लिए 5 मिमी तक, बेस के लिए 7 मिमी तक) का परिचालन नियंत्रण।
- चरण 3: विभिन्न दिशाओं में 2-मीटर नियंत्रण रूल के साथ तैयार सतह की जाँच।
- चरण 4: खिड़की के ढलानों (स्लोप), घुमावदार सतहों के रेडी और मोल्डिंग्स के विचलन का उपकरणीय मापन।