Technology Card: Concreting of a Monolithic Reinforced Concrete Foundation Slab
Materials
- Ready-mixed concrete class C20/25 (B22.5), workability S3 (slump 8-12 cm), water resistance W6, maximum aggregate size up to 20 mm
- Woven or welded steel mesh (wire 1.0-1.1 mm, mesh size 10x10 mm) for construction joints
- Construction polyethylene film (thickness not less than 150 µm) for concrete curing
- Starter mix (primer-lubricant) for lubricating the mobile concrete pump pipeline
- Professional formwork release agent for panel formwork
- Concrete cover spacers (plastic chairs/stars)
Equipment
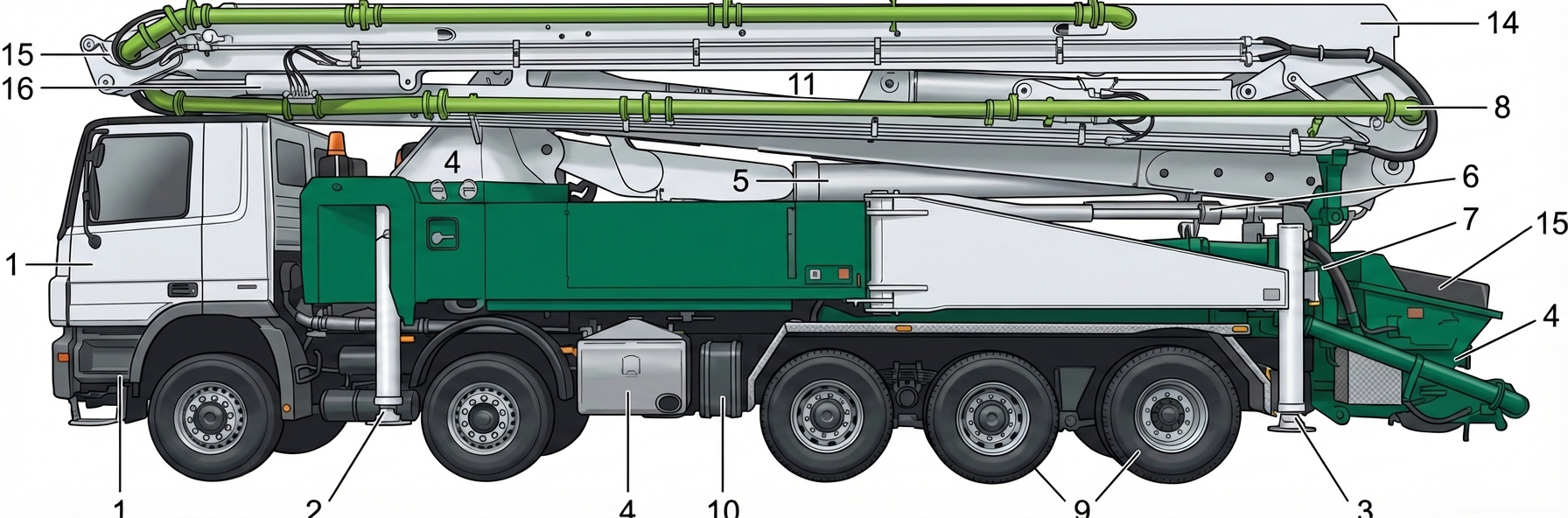
- Mobile concrete pump (boom reach from 36 m, capacity from 130 m³/hour)
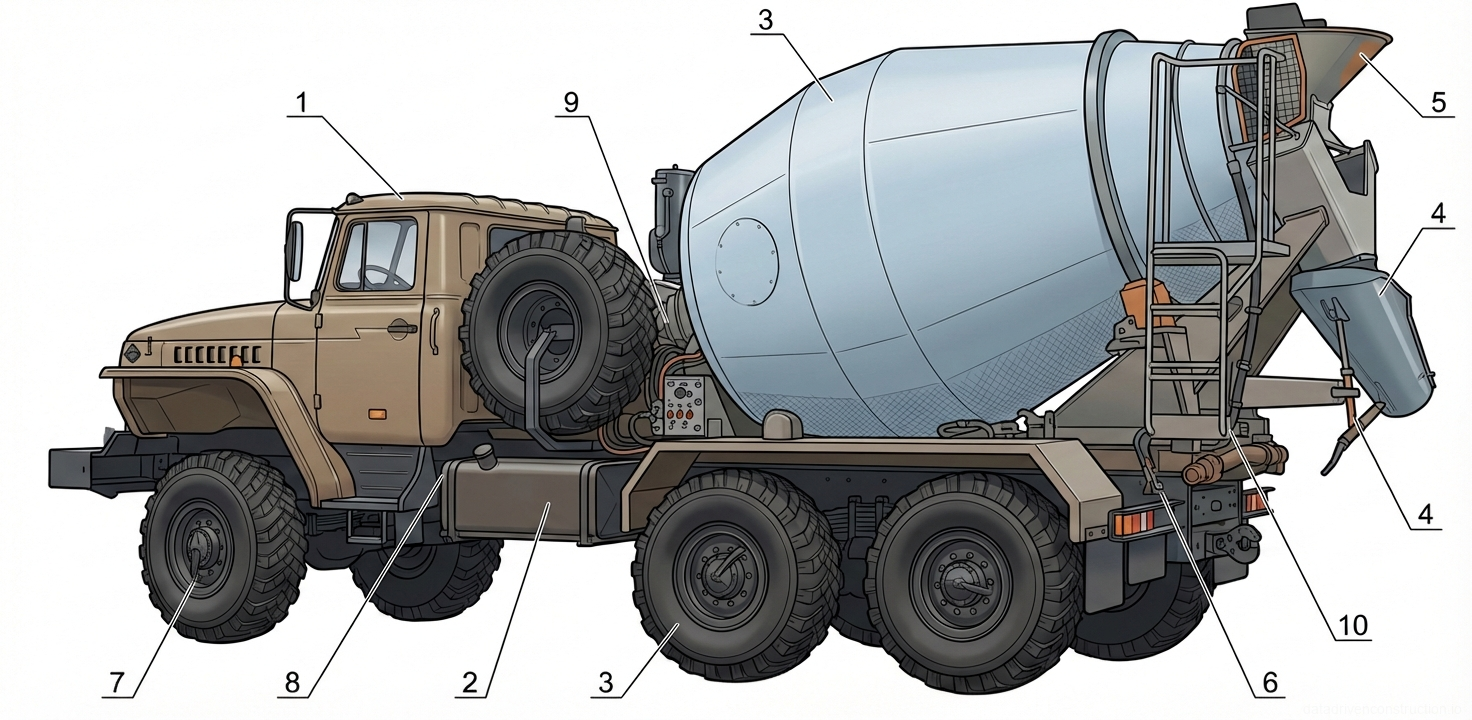
- Transit concrete mixers with a drum capacity from 4.5 to 12 m³
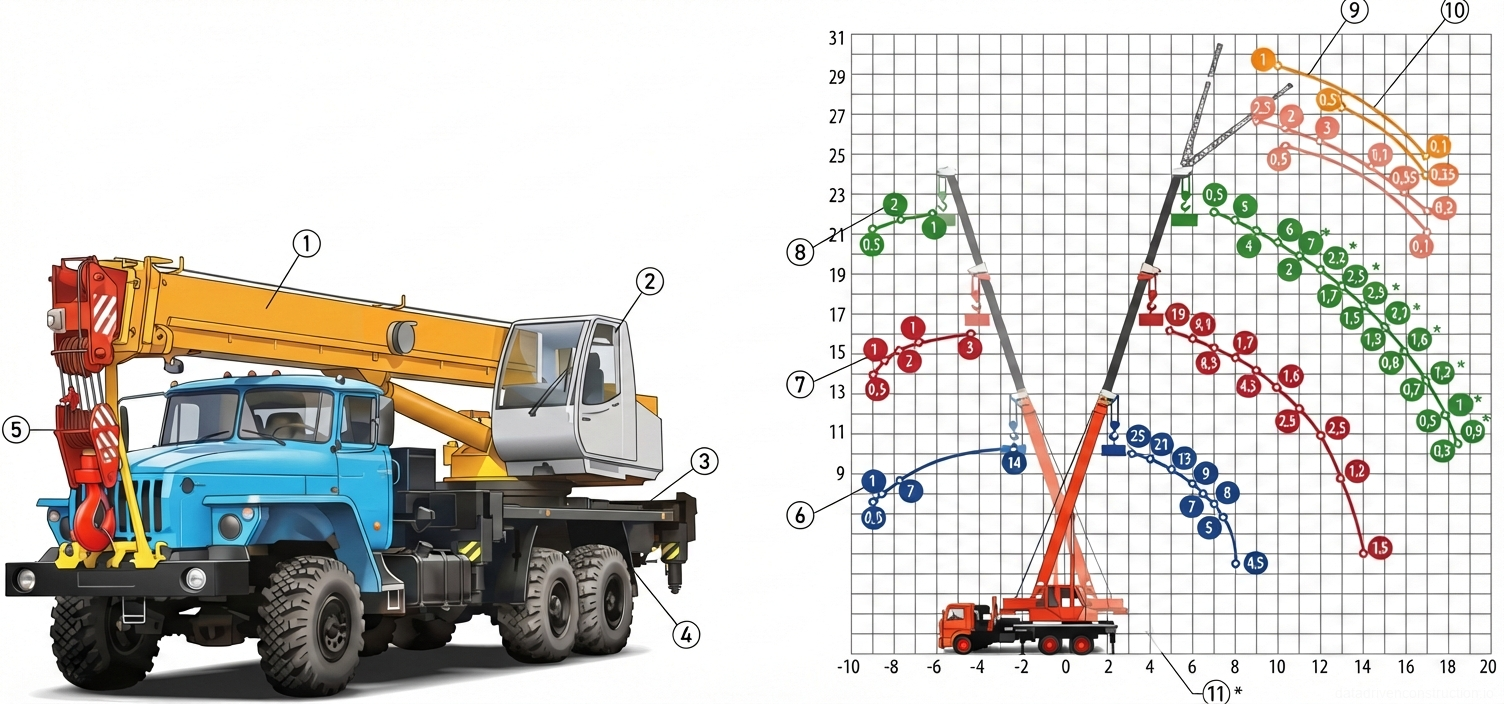
- Mobile jib crane with a lifting capacity of 25 tons (for auxiliary and backup works)
- Concrete skip (clamshell type) with a volume of 1.0 m³
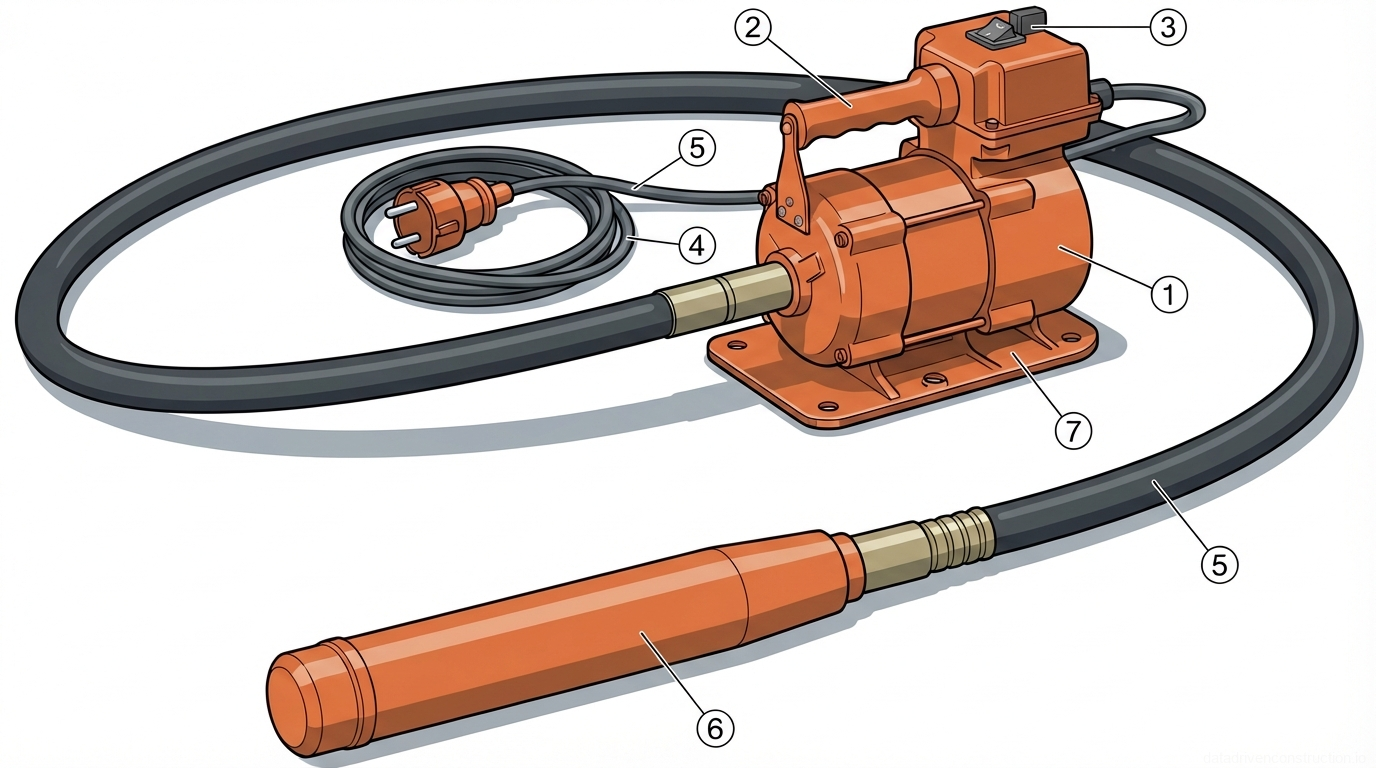
- High-frequency internal concrete vibrator with a poker diameter of 38-50 mm
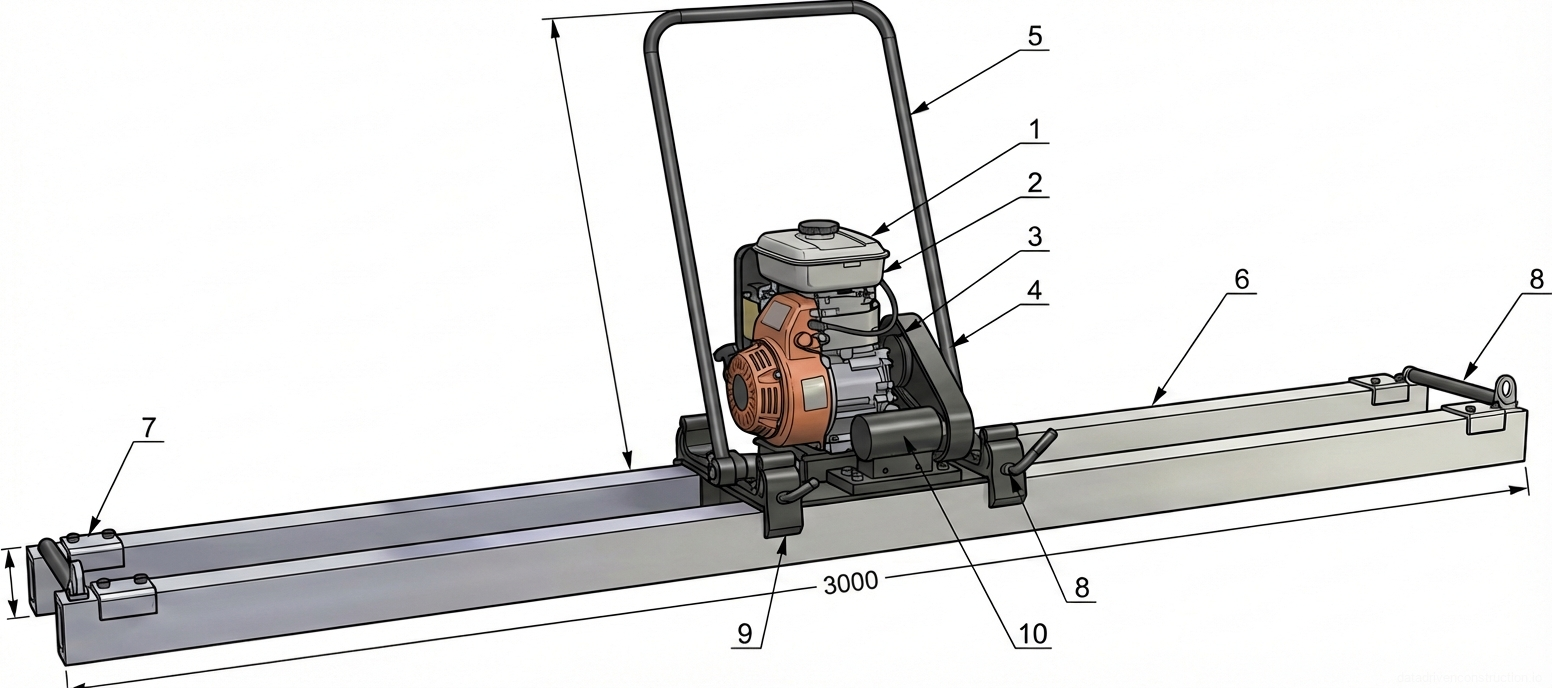
- Floating vibratory screed with petrol or electric drive (profile 2.5 - 4.5 m)
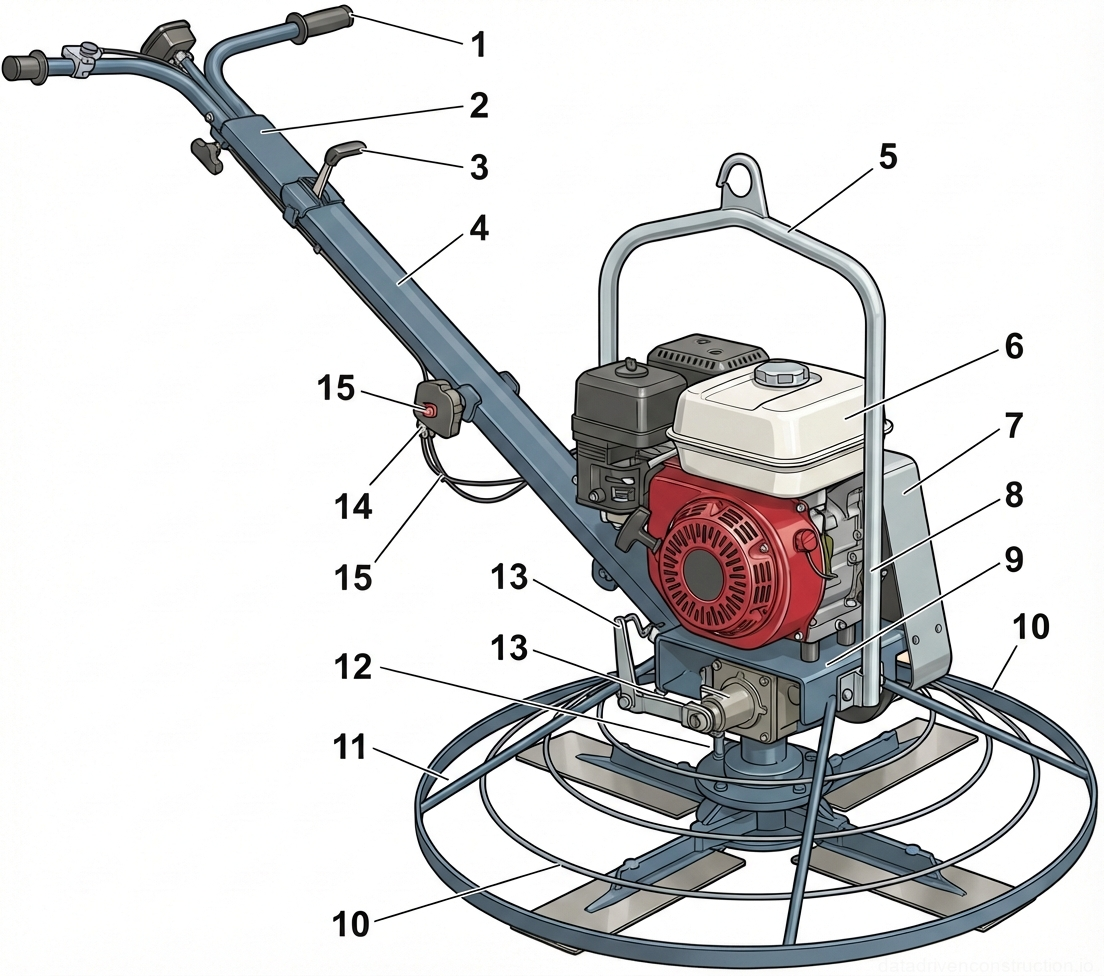
- Walk-behind power trowel (disc diameter 600-900 mm)
- Petrol or diesel generator (power from 11 kW, 380/220 V)
1. Scope and General Technical Requirements
This technology card was developed for the execution of a complex of construction and installation works for concreting a monolithic reinforced concrete foundation slab. The works are carried out by a continuous method in a single shift by an integrated mechanized crew. The base technology is designed for works at an ambient temperature above +5°C. When the temperature drops, the use of specialized winter concreting methods (electrical heating, temporary enclosures), regulated by separate technological protocols, is required.
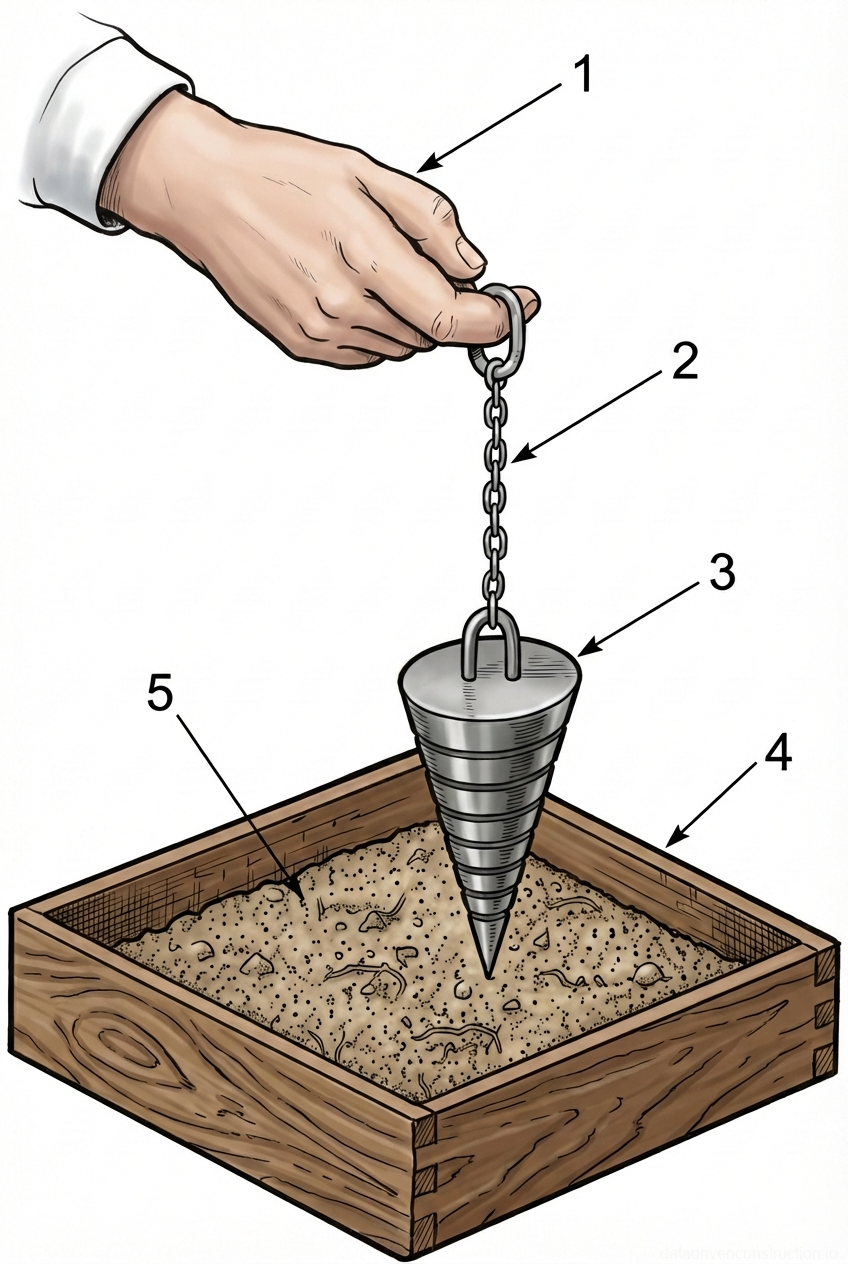
Heavy concrete mix with a compressive strength class of C20/25 (equivalent to B22.5), water resistance grade W6, and frost resistance grade F75 is used for pouring the foundation slab. The maximum coarse aggregate (crushed stone) size must not exceed 20 mm. The required concrete mix workability (slump) at the placement site is 80-120 mm using a standard slump cone (workability class S3). The water-cement ratio (W/C) must be strictly controlled and kept within the range of 0.4-0.6 to ensure the design durability of the structure.
Prior to the commencement of main works, the construction site must be fully equipped with resources, provided with access roads for heavy vehicles, and equipped with washing areas for concrete pumps and transit mixers. The crew's qualification composition must include certified concrete workers, steel fixers, and mechanized equipment operators who have passed safety inductions and are familiarized with the method statement.
- Verification of access road readiness and bearing capacity of the soil subgrade for parking heavy equipment (cranes and concrete pumps).
- Organization of storage areas, working zone lighting, and installation of mobile welfare facilities.
- Acceptance of working documentation and issuance of permits-to-work for monolithic concrete works.
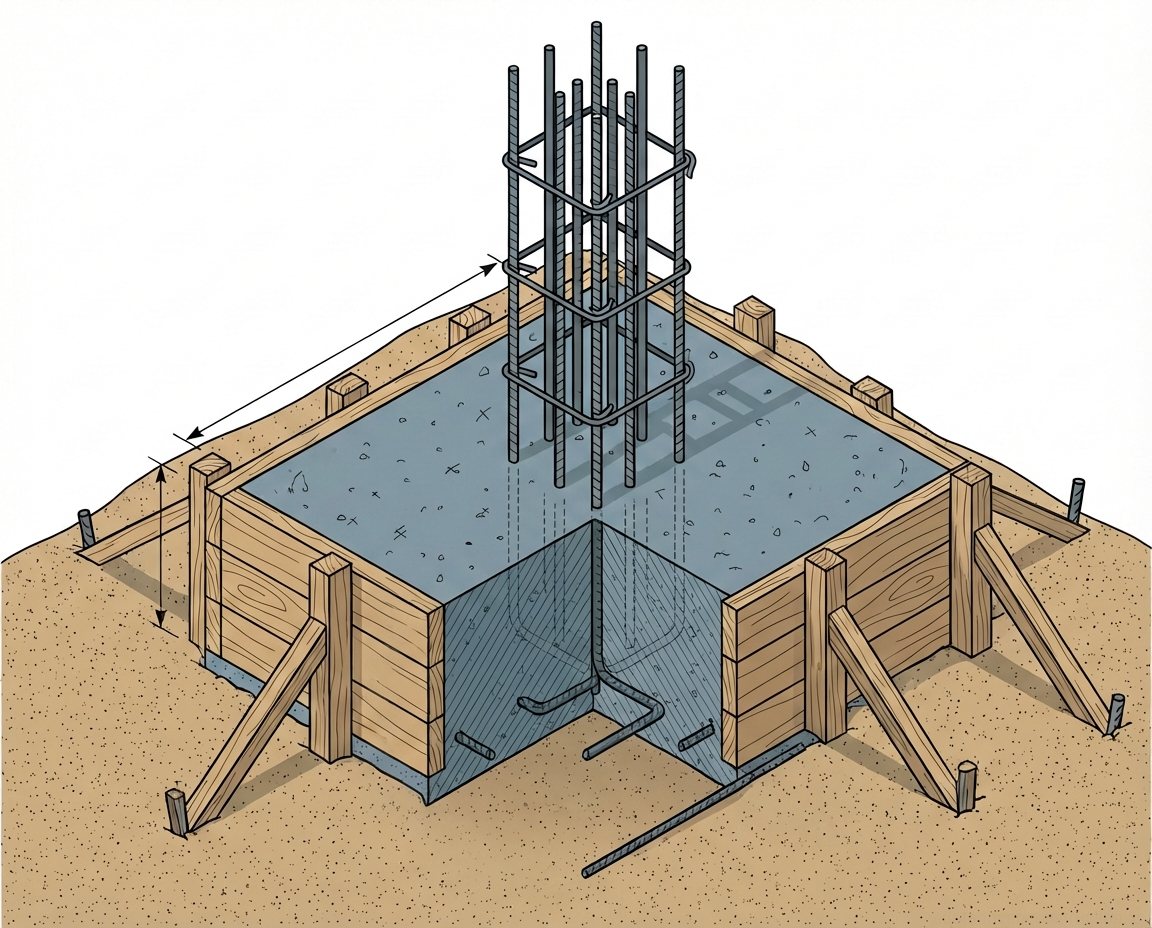
2. Preparatory Works and Geodetic Control
Before concreting begins, mandatory inspection of hidden works is carried out with the execution of corresponding certificates. The following are subject to acceptance: concrete blinding, installed formwork, spatial reinforcement cage, and embedded parts. The formwork's planimetric position and its elevations must strictly comply with the design data, taking into account the tolerances established by international standards (e.g., ISO 22966). The concrete blinding and formwork are cleaned of construction debris, oil stains, and dirt.
Special attention is paid to the condition of the reinforcement cage: the rebar is cleaned of flaking rust, ice, and snow. In winter, ice removal is allowed only by a flow of hot air under a protective cover; the use of steam or hot water is strictly prohibited. The inner surfaces of the formwork panels are treated with a specialized release agent that leaves no traces on the concrete surface and does not reduce its adhesion to finishing materials.
Geodetic layout includes transferring the design axes and elevations to the batter boards and formwork panels. The finished floor of the building's first story is taken as the relative 0.000 elevation. A surveying engineer uses a leveling instrument to transfer the top-of-foundation-slab elevations to the inner side of the formwork, fixing them with markers or nails. During multi-layer concreting, the thickness of each technological layer (30-50 cm) is also marked for visual control by the concrete workers.
- Cleaning the reinforcement from rust and the concrete blinding from debris, blowing with compressed air.
- Application of a release agent to the formwork panel facing.
- Geodetic transfer of top-of-concrete elevations onto the internal surface of the formwork.
- Final check of the reliability of the formwork system fastenings and bracings.
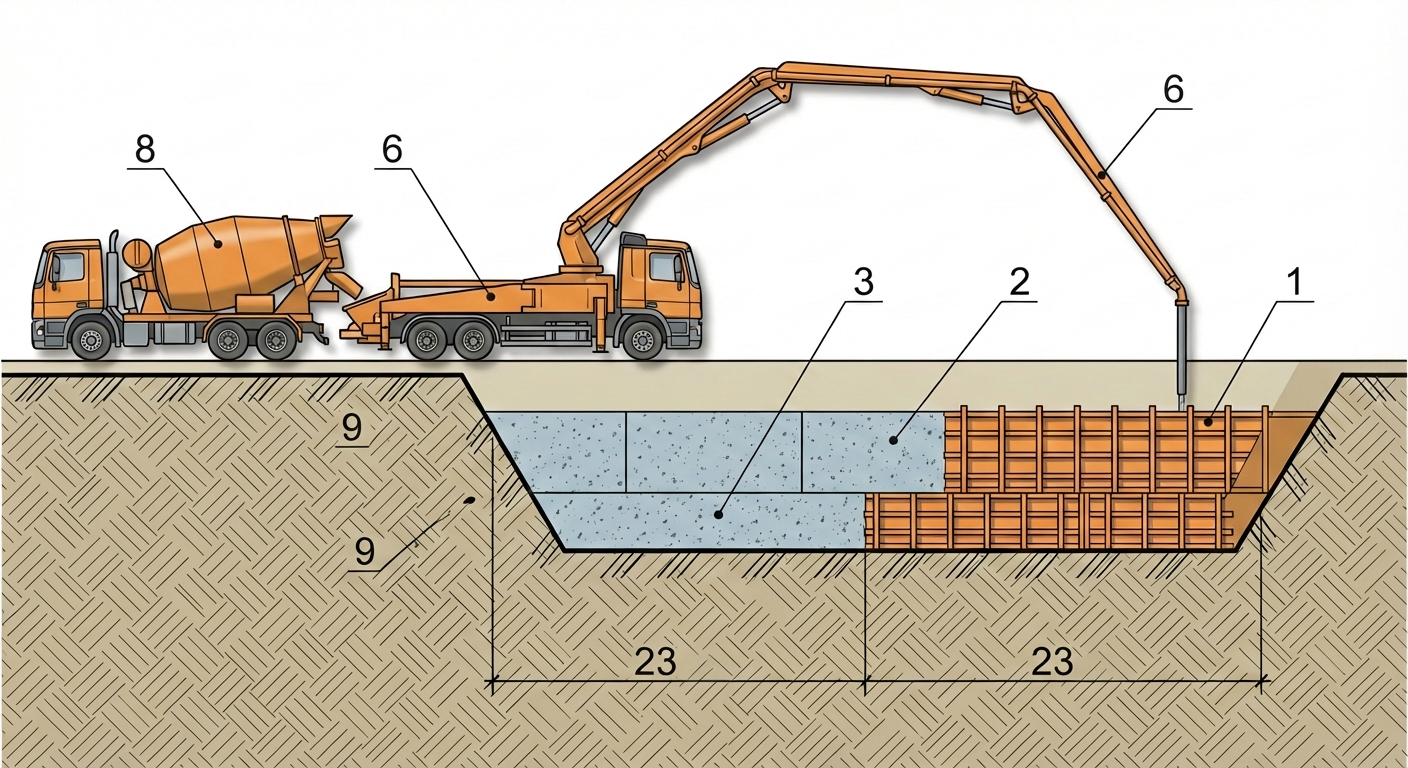
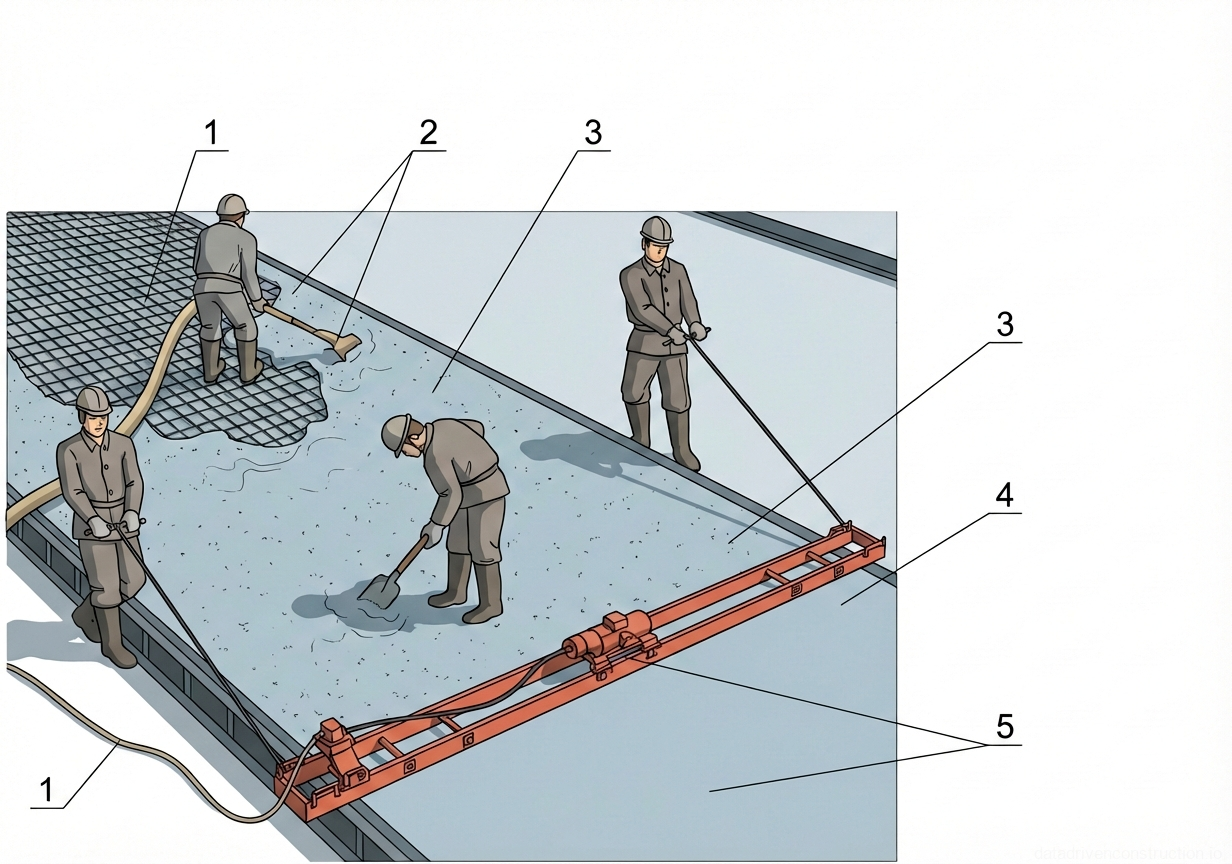
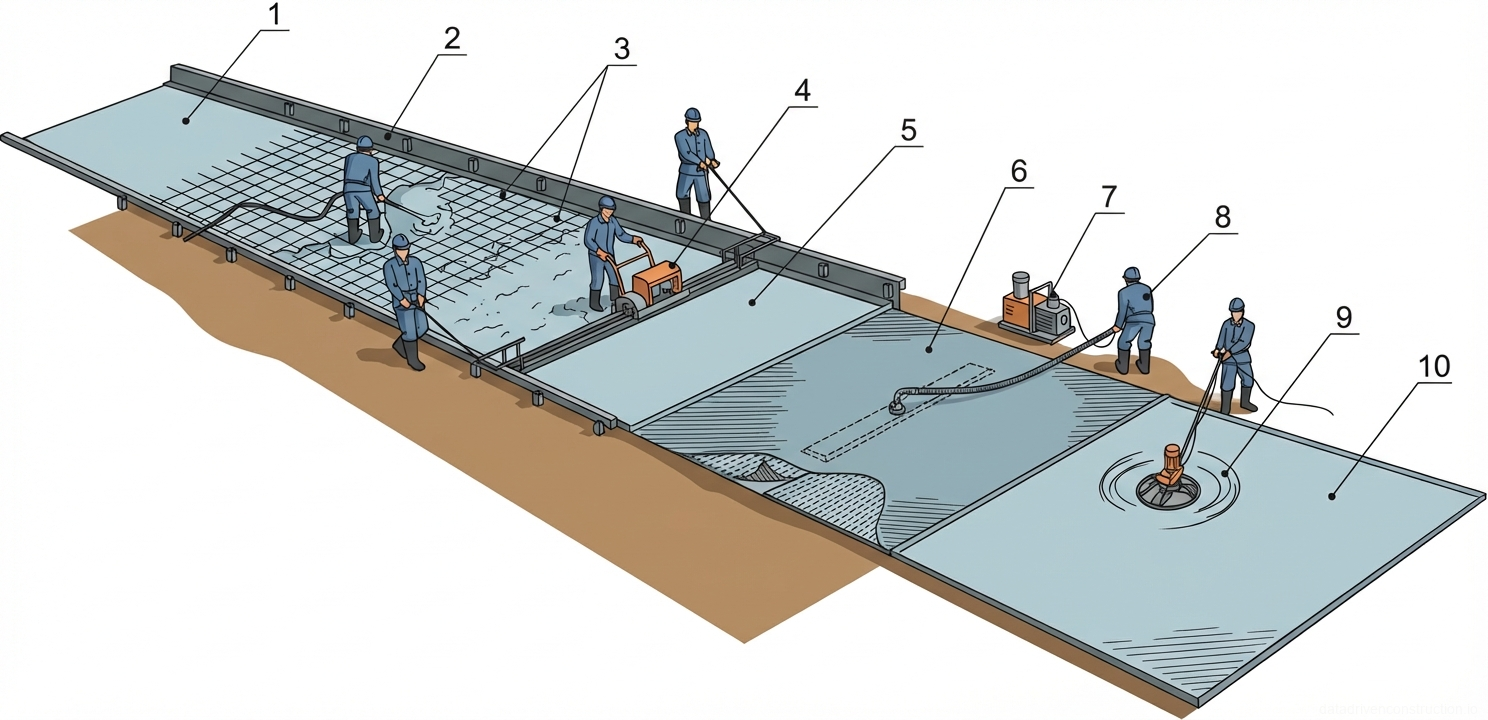
3. Formation of Construction (Cold) Joints
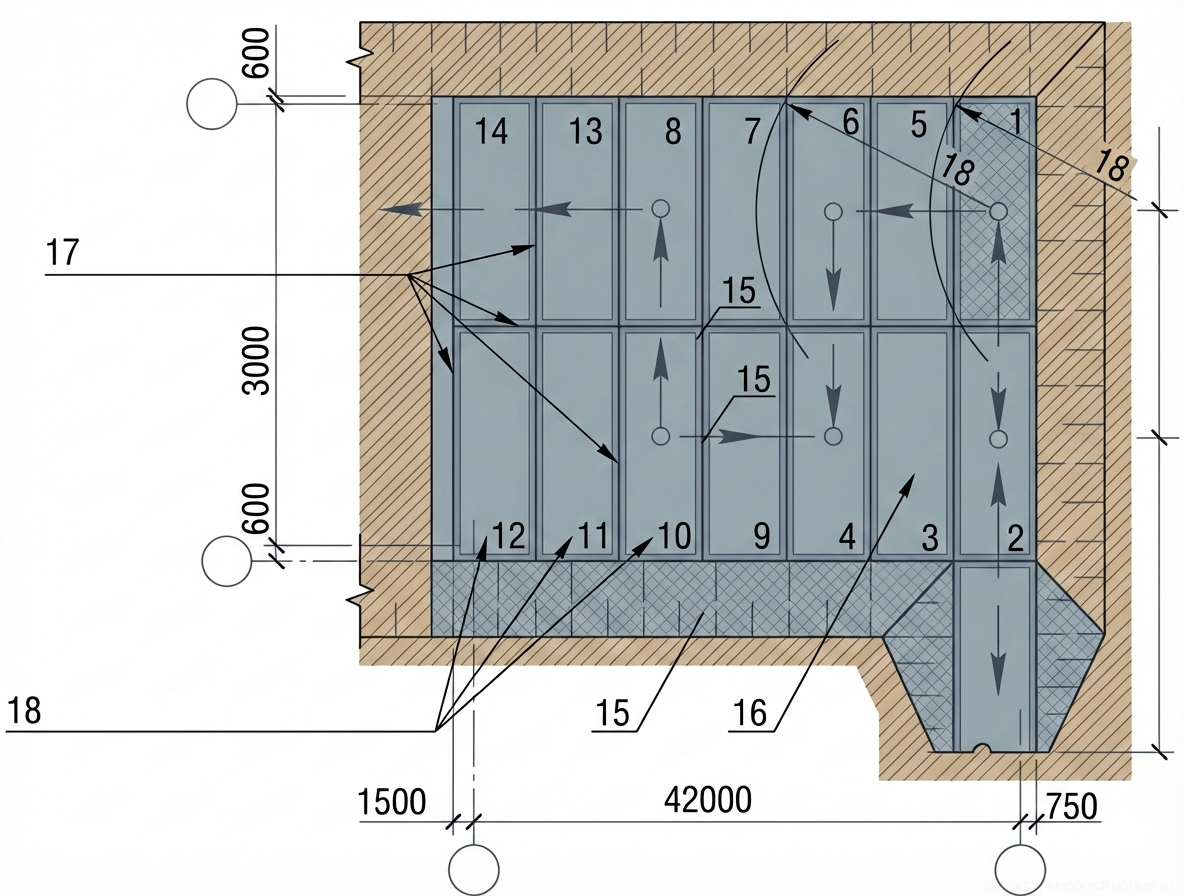
If continuous concreting of the entire foundation slab volume is not possible, the design provides for the formation of construction joints. Concreting is carried out in pouring bays, the volume of which is calculated based on the concrete pump capacity and the delivery rate of the mix. The locations of construction joints are coordinated with the design organization and placed in zones of minimum shear forces.
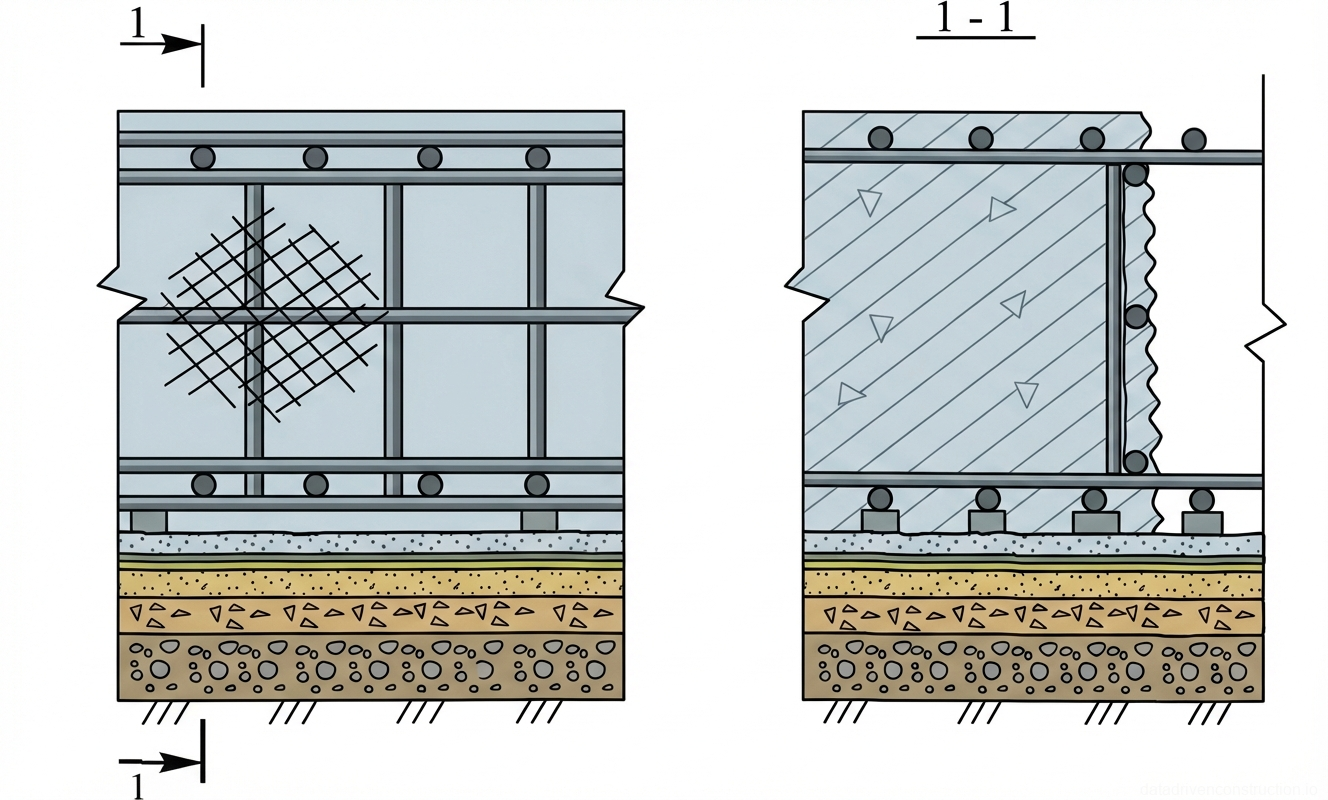
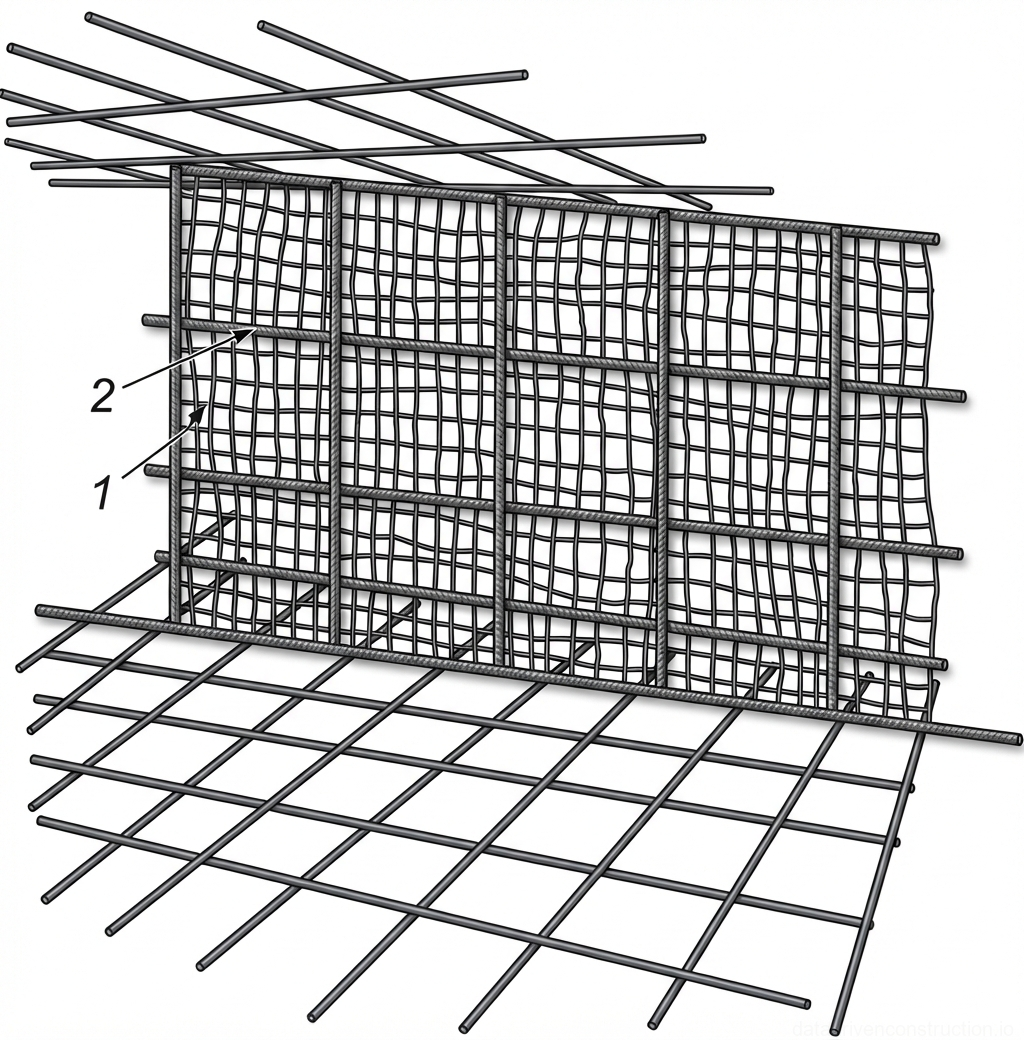
As an internal stay-in-place formwork for forming the construction joint, a woven or welded steel wire mesh with a wire diameter of 1.0-1.1 mm and a mesh size of no more than 10x10 mm is used. Before installation, the mesh is mandatorily degreased to ensure maximum adhesion to the concrete. The mesh is installed strictly vertically and securely fastened with binding wire to the upper and lower reinforcement bars of the slab.
To prevent deformation and buckling of the fine mesh under the pressure of freshly placed concrete, the joint structure is reinforced with an additional flat supporting cage. Vertical and horizontal rebars are installed, creating a rigid spatial grid. Before resuming the concreting of the adjacent bay, the concrete surface in the construction joint zone is cleaned of laitance (cement film) using a wire brush, hydro-sandblasting equipment, or a high-pressure water jet until the coarse aggregate is exposed.
- Determination and marking of the pouring bay (construction joint) boundary according to the method statement.
- Installation of the supporting reinforcement cage between the upper and lower background meshes.
- Installation and securing of the degreased metal mesh (10x10 mm mesh size).
- Removal of laitance from the surface of the hardened joint before pouring the next bay.
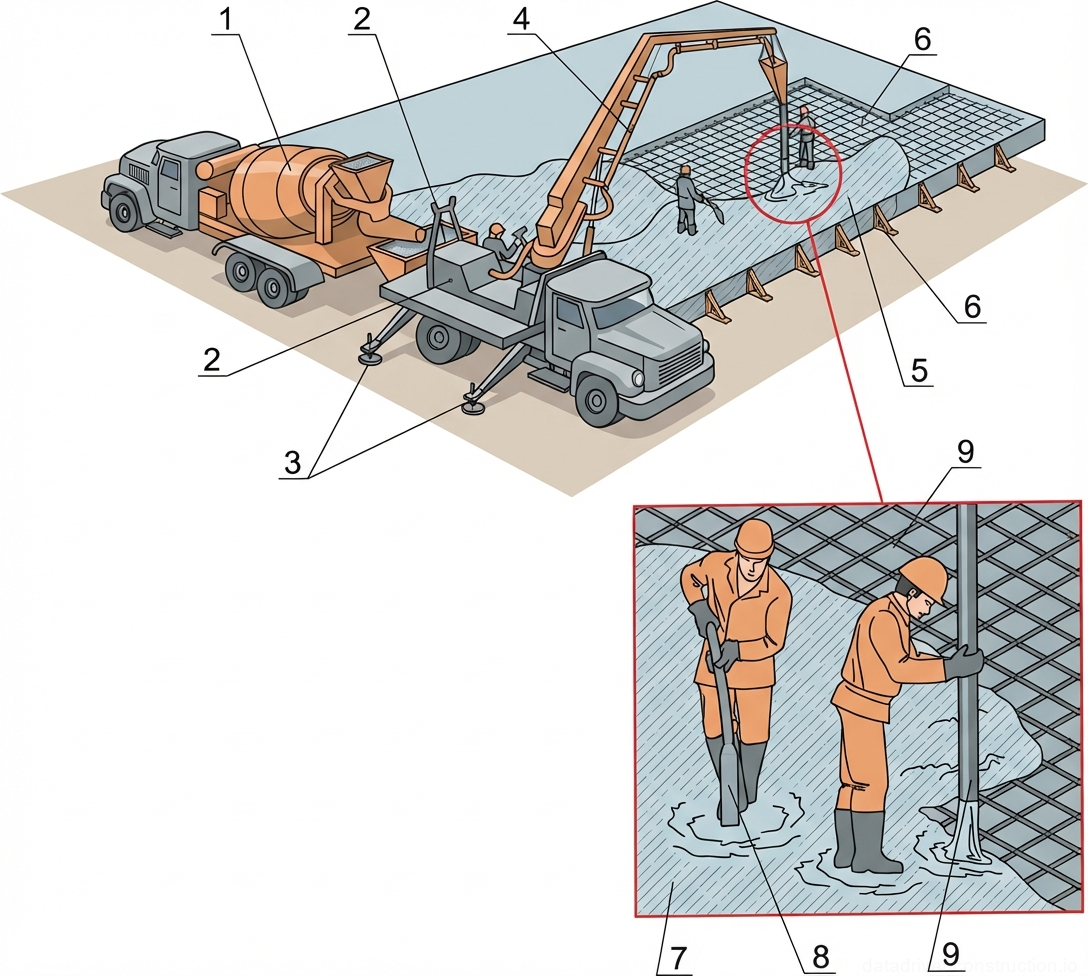
4. Delivery and Placement of Concrete Mix
The concrete mix is delivered to the site by transit mixers with a drum volume ranging from 4.5 m³ to 12 m³. The truck drums must prevent mixture segregation, loss of cement paste, and protect the concrete from atmospheric precipitation and direct sunlight. The concrete is pumped into the structure by a mobile concrete pump with a placing boom reach of 36 meters or more and a capacity of at least 130 m³/hour.
The internal diameter of the delivery pipeline must exceed the maximum size of coarse aggregate by 2.5-3 times (minimum pipe diameter of 125 mm for 20 mm aggregate). Before pumping ready-mixed concrete, the pipeline system is lubricated by pumping a starter mix (chemical primer-lubricant or cement slurry) to reduce friction and prevent blockages.
To avoid mix segregation, the free-fall height of the concrete is strictly regulated: no more than 1.0 m for heavily reinforced structures and no more than 2.0-3.0 m for unreinforced sections. If dropping the mix from a greater height is necessary, drop chutes, tremies, or flexible elephant trunks are used. In case of concrete pump failure, a backup placement scheme is provided using a 25-ton capacity mobile crane and a 1.0 m³ concrete skip equipped with a vibrating mechanism.

- Incoming quality control of the concrete mix: measuring temperature and slump (expected value 8-12 cm).
- Pumping the starter lubricant mix through the pipeline route.
- Positioning the end hose of the delivery pipeline at a height of no more than 1 meter above the placement level.
- Continuous concrete placement with synchronous boom movement for even distribution.
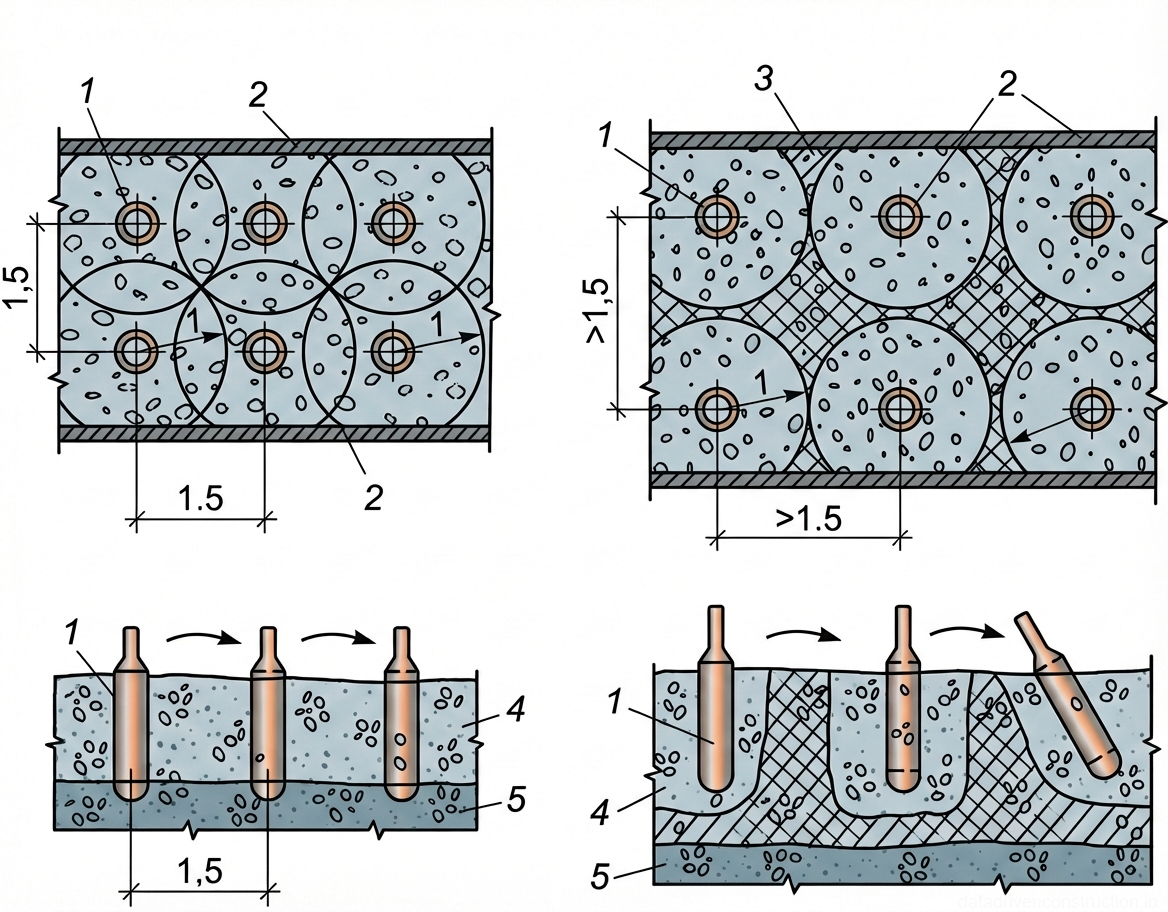
5. Placement and Vibratory Compaction Technology
The concrete mix is placed in horizontal layers of uniform thickness from 30 to 50 cm, without interruptions, with a consistent pouring direction towards one side. The layer overlap time (the interval between placing the previous and subsequent layers) must not exceed 45-60 minutes so that the next layer is placed before the previous one begins to set. Adding water to the transit mixer on the construction site to increase mix workability is strictly prohibited, as it disrupts the W/C ratio and critically reduces the concrete strength grade.
Concrete compaction is performed by internal electro-mechanical vibrators with an appropriately sized poker. The spacing of the internal vibrator insertions should not exceed 1.5 times its radius of action (on average 50 cm). The working part of the vibrator is immersed into the mix vertically or at a slight angle. The depth of immersion must ensure the penetration of the poker into the previously placed (lower) concrete layer by 5-10 cm to ensure a monolithic bond between the layers.
The duration of vibration at one position is 15-30 seconds. The criteria for sufficient compaction are: cessation of concrete mix settlement, coverage of coarse aggregate with mortar, appearance of cement paste on the surface, and cessation of large air bubbles escaping. The withdrawal of the vibrator is done slowly with the motor running so that the vacated space has time to fill with the mix. It is strictly prohibited to rest the vibrator against the reinforcement cage, concrete cover spacers, or formwork elements.
- Layer-by-layer distribution of concrete with a thickness of 30-50 cm over the entire pouring bay area.
- Immersion of the vibrator at 50 cm intervals and a penetration of 5-10 cm into the previous layer.
- Holding the vibrator for 15-30 seconds until cement paste appears.
- Slow withdrawal of the vibrator poker to avoid the formation of voids within the slab.
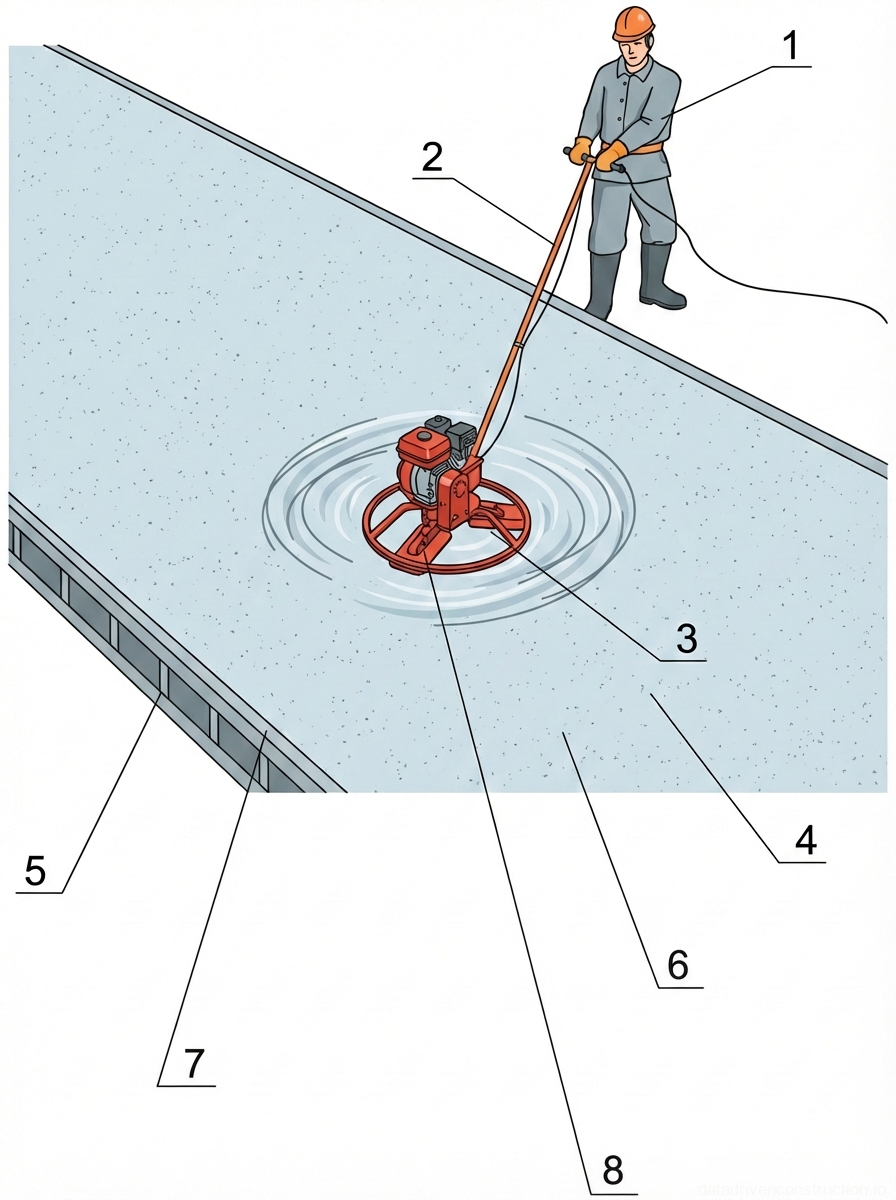
6. Surface Finishing and Concrete Curing
After placement and vibratory compaction, the top level of the concrete mix should be 50-70 mm below the upper edge of the formwork panels. The concrete surface is leveled using floating vibratory screeds with a length of 2.5 to 4.5 meters. After initial strength gain (when the concrete can support the weight of a person, leaving a footprint no deeper than 2-3 mm), the surface is finished with walk-behind power trowels (disc diameter 600-900 mm) to eliminate micro-irregularities and close pores.
The concrete curing process aims to maintain optimal temperature and humidity conditions. Freshly placed concrete must be protected from direct sunlight, wind, and atmospheric precipitation. For this purpose, the surface is covered with dense polyethylene film or wet burlap. In cases of intense moisture evaporation, periodic fine-mist moistening of the surface with clean water is carried out.
If precipitation occurs during concreting, the working area is covered with mobile canopies or tents. Concrete whose structure has been washed away by rain must be completely removed before it sets. Formwork removal and exposing the foundation to moving groundwater is allowed only after the concrete has reached a strength of at least 5 MPa (50 kg/cm²), which is confirmed by laboratory test results of control cubes.
- Profiling the concrete surface with a vibratory screed along established guide rails.
- Machine finishing of the surface with power trowels (after initial setting).
- Covering the slab surface with polyethylene film to prevent moisture loss.
- Organization of regular temperature and humidity control (maintaining a concrete curing log).