البطاقة التقنية: تركيب أنظمة إمدادات المياه الداخلية للمباني السكنية والعامة
المواد
- خطوط الأنابيب والوصلات (أنابيب المياه والغاز الفولاذية VGP، والبوليمرية PE-RT/PEX/PP-R) بالأقطار التصميمية (من DN15 إلى DN70)
- شريط من مادة منع التسرب الفلوروبلاستيكية (PTFE / FUM)
- خيوط الكتان الصحية ومعجون منع التسرب
- حشيات (جوانات) من المطاط المقاوم للحرارة (EPDM) والبارونيت الخالي من الأسبستوس (CNAF) بسمك 2-3 مم
- جلب واقية فولاذية للمرور عبر الأسقف ومادة مرنة عازلة مانعة للتسرب وغير قابلة للاحتراق
- مسامير تثبيت (خوابير) للمسدس البارودي ومثبتات إسفينية/كيميائية للخرسانة
- صمامات توزيع المياه (صمامات كروية، خلاطات جدارية وسطحية، سكك تدفئة المناشف، صمامات طرد)
المعدات
- مكبس هيدروليكي يدوي أو كهربائي مع مقياس ضغط معاير (حتى 2.5 ميجا باسكال)
- ضاغط (كمبريسور) ضغط هوائي مع مقياس ضغط دقيق (تدرج 0.01 ميجا باسكال)
- محول لحام (قوة التيار تصل إلى 500 أمبير) ومجموعة كابلات بمساحة مقطع عرضي 50 مم²
- جهاز لحام الجلبة أو التناكبي للأنابيب البوليمرية (كاوية لحام)
- مسدس تركيب مكبسي لتثبيت الكتائف (الأقواس)
- مثقاب دوار كهربائي (درل) / آلة حفر مع مجموعة من ريش الحفر ذات الكربيد الصلب (6-22 مم)
- جلاخة زاوية (صاروخية / УШМ) وقاطعة أنابيب
- مجموعة مفاتيح ربط أنابيب (للغاز) ومفاتيح ربط مفتوحة من الجانبين (من 10x14 إلى 24x30 مم)
1. الأعمال التحضيرية ومتطلبات الجاهزية الإنشائية
قبل البدء في تركيب أنظمة إمدادات المياه الداخلية، يجب أن يستوفي موقع البناء مجموعة من المعايير الصارمة. يجب الانتهاء تماماً من أعمال تركيب الأسقف بين الطوابق، والجدران الحاملة والقواطع، بالإضافة إلى تجهيز الأساسات ومنصات التركيب. يجب وضع علامة مساعدة موحدة على جدران جميع الغرف، تتجاوز منسوب الأرضية المشطبة بمقدار 500 مم بالضبط. تعمل هذه العلامة كمرجع رئيسي لتخطيط مسارات الأنابيب وتركيب الأجهزة الصحية. من الضروري تجهيز جميع الفتحات التكنولوجية، والمسارات الجدارية (الشتروب)، والكوات في الجدران والأسقف، بالإضافة إلى لياسة (قصارة) الجدران في مناطق التمديد.
يُعطى اهتمام خاص لظروف درجات الحرارة. في فصل الشتاء أو عند انخفاض درجات الحرارة الخارجية إلى ما دون الصفر، يجب تزويد جميع فتحات النوافذ بالزجاج، وعزل المداخل. عند تركيب الأنابيب المصنوعة من المواد البوليمرية (مثل PE-RT، PEX، PP-R)، تطبق قاعدة حاسمة: يجب إبقاء الأنابيب والوصلات الموردة إلى الموقع قبل بدء اللحام أو التجميع في درجة حرارة غرفة موجبة لمدة لا تقل عن ساعتين لتخفيف الإجهادات الحرارية الداخلية. يُسمح بتركيب الأنابيب البلاستيكية فقط بعد الانتهاء من جميع أعمال اللحام بالغاز والكهرباء في الأجزاء الفولاذية من الشبكة.
يتطلب تنسيق الأعمال توفير وصول حر إلى مواقع التركيب وتنظيم إضاءة صناعية مؤقتة كافية للفحص البصري لدرزات اللحام. كما يجب توفير نقاط توصيل آمنة للأدوات الكهربائية ومحولات اللحام، وتجهيز وسائل السقالات، والاتفاق مع المقاول العام على استخدام آليات الرفع لنقل عقد عدادات المياه كبيرة الحجم.
- الخطوة 1: التحقق من جاهزية الهياكل الإنشائية، ووجود المسارات الجدارية (الشتروب)، والكوات التكنولوجية، والفتحات لمرور الأنابيب.
- الخطوة 2: وضع وضبط العلامة المرجعية المساعدة بالليزر (+500 مم من مستوى الأرضية المشطبة) في جميع الغرف.
- الخطوة 3: ضمان الغلاف الحراري للمبنى (عند العمل في فصل الشتاء) وتنظيم تخزين الأنابيب البوليمرية في منطقة مدفأة لمدة ساعتين على الأقل.
- الخطوة 4: الانتهاء من جميع الأعمال التي تتضمن لهب مكشوف (اللحام بالغاز والكهرباء) في منطقة تمديد الأنابيب البوليمرية.
2. التخطيط وتركيب هياكل الدعم والتثبيت
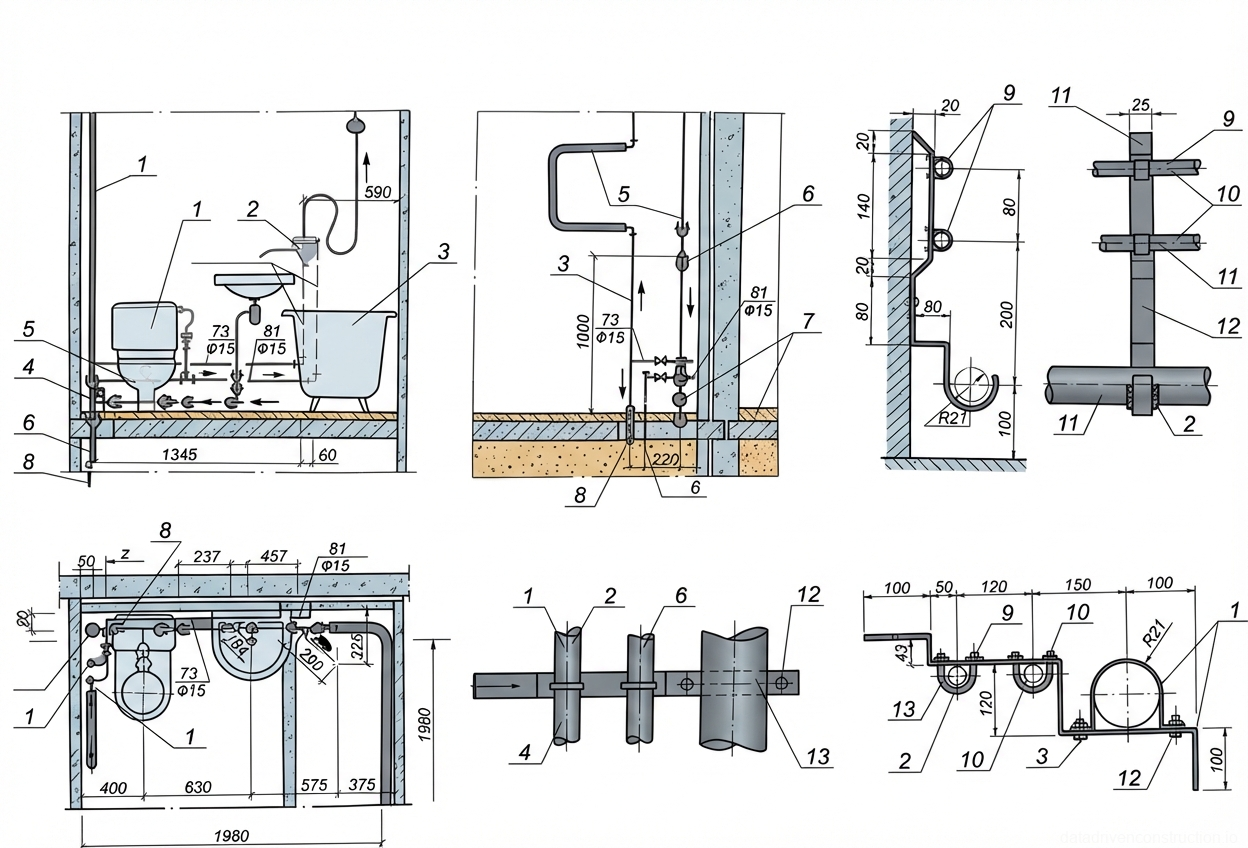
يبدأ تمديد خطوط الأنابيب بالتخطيط الدقيق لمواقع تركيب وسائل التثبيت، مع مراعاة الميول التصميمية وأبعاد العزل الحراري. تعتمد طريقة تثبيت الكتائف (الأقواس) بشكل مباشر على مادة الهياكل الإنشائية. بالنسبة للجدران المصنوعة من الخرسانة المسلحة المصبوبة أو الطوب المصمت، يتم التثبيت باستخدام مسدسات التركيب المكبسية (إطلاق مسامير التثبيت) أو عن طريق حفر ثقوب باستخدام المثقاب الدوار (الدرل) ثم تركيب مثبتات إسفينية (أنكر). بالنسبة للهياكل المصنوعة من الخرسانة الخلوية، أو القوالب الرغوية، أو ألواح الجبس، يُستخدم حصرياً التثبيت عن طريق الحفر اليدوي مع تركيب خوابير مخصصة أو مثبتات كيميائية.
عند تخطيط مسارات الخطوط الرئيسية والصواعد والوصلات، يجب ألا يتجاوز انحراف الأنابيب الرأسية عن المحور التصميمي 2 مم لكل 1 متر من الطول. هذا التفاوت بالغ الأهمية لعمل المعوضات بشكل صحيح ومنع حدوث المطرقة المائية. يمكن تجميع خطوط الأنابيب من كتل فراغية مجمعة مسبقاً، أو عقد، أو أجزاء فردية. يتم لحام الأجزاء الفولاذية (وفقاً لمعايير ISO 17660 أو ما يعادلها) مع التثبيت المسبق للعناصر بواسطة اللحام النقطي الكهربائي.
في أماكن مرور خطوط الأنابيب عبر الجدران الحاملة والقواطع والأسقف بين الطوابق، يجب بشكل إلزامي تركيب جلب (أكمام) واقية فولاذية أو بوليمرية. يجب أن يتجاوز القطر الداخلي للجلبة القطر الخارجي للأنبوب (بما في ذلك العزل) بمقدار كافٍ للسماح بالتمدد الحراري الخطي الحر. يتم ملء الفجوات بين الأنبوب والجلبة بمادة مرنة غير قابلة للاحتراق لا تعيق حركة الأنبوب.
- الخطوة 1: تخطيط محاور مرور خطوط الأنابيب ونقاط تركيب المشابك والكتائف وفقاً للميول التصميمية.
- الخطوة 2: اختيار طريقة التثبيت حسب مادة الجدار وتركيب عناصر الدعم.
- الخطوة 3: تركيب الجلب الواقية المدمجة في الهياكل الإنشائية (الأسقف والجدران).
- الخطوة 4: تركيب وتثبيت سلاسل الأنابيب على الدعامات ثم ضبط العمودية (تفاوت مسموح 2 مم/م).
3. تجميع الوصلات ومنع تسرب فواصل خطوط الأنابيب
لضمان طول عمر النظام، يعتبر الاختيار الصحيح لمواد منع التسرب (العزل) ذا أهمية بالغة. بالنسبة للوصلات المسننة عند درجة حرارة وسيط النقل حتى 105 درجة مئوية (378 كلفن)، يتم استخدام شريط من مادة منع التسرب الفلوروبلاستيكية (PTFE) أو خيوط الكتان الصحية التقليدية المشبعة بالسلقون الأحمر (الرصاص) أو معجون خاص يعتمد على زيت بذر الكتان. إذا تجاوزت درجة حرارة الوسيط 105 درجة مئوية، يجب استخدام شريط فلوروبلاستيكي عالي الحرارة أو خيوط الجرافيت (يُحظر استخدام المواد التي تحتوي على الأسبستوس وفقاً لمعايير السلامة الحديثة).
تخضع الوصلات ذات الفلنجات (الشفاه) لمتطلبات ميكانيكية صارمة. يجب أن تكون رؤوس مسامير الشد على جانب واحد من عقدة الفلنجة لضمان الشد المتساوي. في المقاطع الرأسية لخطوط الأنابيب، يجب أن توضع الصواميل في الأسفل بشكل إلزامي، مما يسهل عملية الفحص. يتم اختيار طول المسامير بحيث لا تبرز أطراف المسامير بعد شد الصامولة لأكثر من 0.5 من قطر المسمار، أو بحد أقصى 3 درجات من أسنان اللولب. هذا يمنع تآكل السنون الزائدة ويقلل من خطر الإصابات.
لمنع تسرب الفلنجات في درجات حرارة تصل إلى 130 درجة مئوية، تُستخدم حشيات (جوانات) من المطاط المقاوم للحرارة (EPDM أو NBR). في درجات الحرارة الأعلى، يتم استخدام حشيات من البارونيت الخالي من الأسبستوس (CNAF) بسمك 2-3 مم أو الفلوروبلاستيك-4 النقي. يُحظر تماماً استخدام عدة حشيات في وصلة واحدة (وضع حزمة) أو استخدام حشيات مشطوفة (إسفينية) لتعويض ميل الفلنجات. يجب ألا تغطي الحشية فتحات المسامير ويجب أن تكون ممركزة بدقة.
- الخطوة 1: تنظيف أسطح الأسنان أو الفلنجات من الأوساخ والزيوت والقشور السطحية.
- الخطوة 2: وضع مادة منع التسرب: لف شريط PTFE أو الكتان مع معجون العزل بشكل صارم في اتجاه اللولب (الأسنان).
- الخطوة 3: تمركز الفلنجات وتركيب حشية مفردة من فئة درجة الحرارة المناسبة.
- الخطوة 4: الشد المتقاطع والمتساوي لمسامير وصلة الفلنجة (توجيه الصواميل للأسفل في المقاطع الرأسية).
4. تركيب عقد عدادات المياه، والصمامات الصحية ومكافحة الحريق
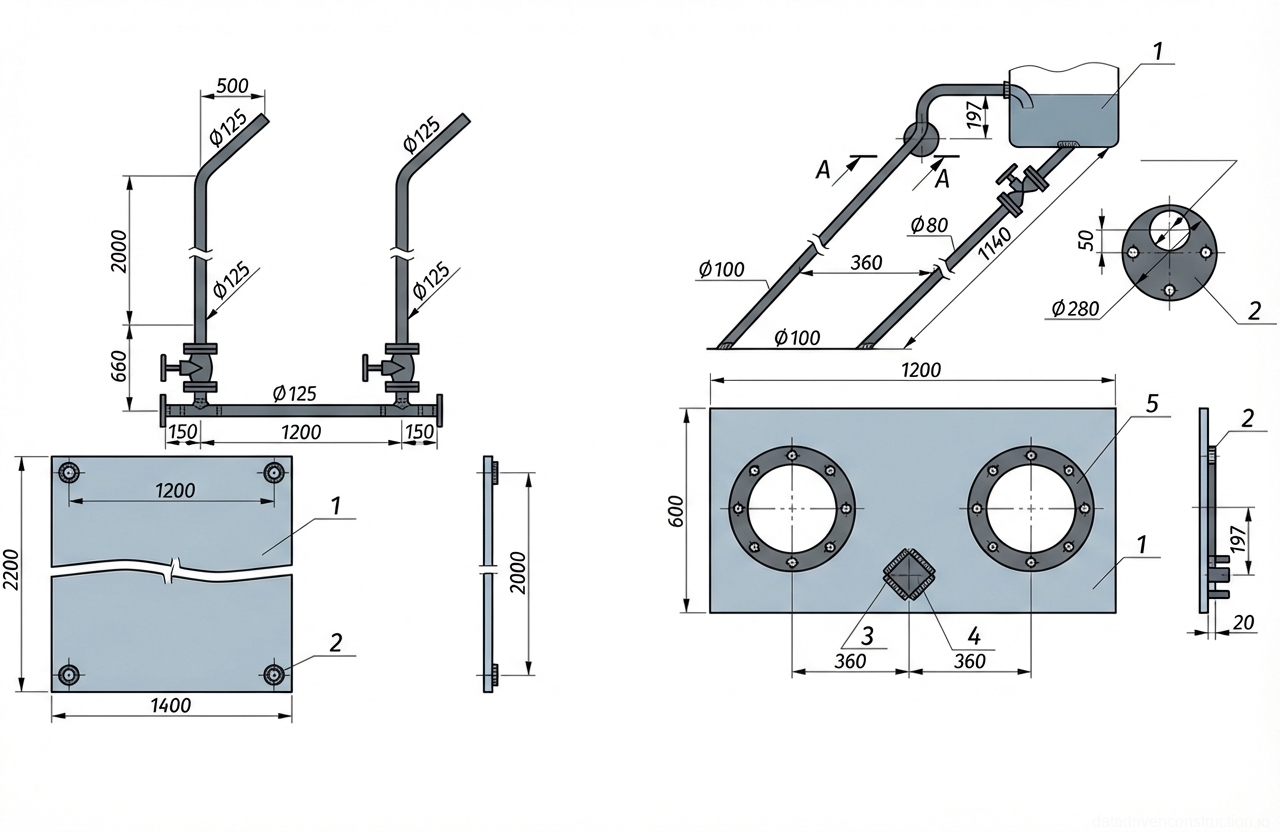
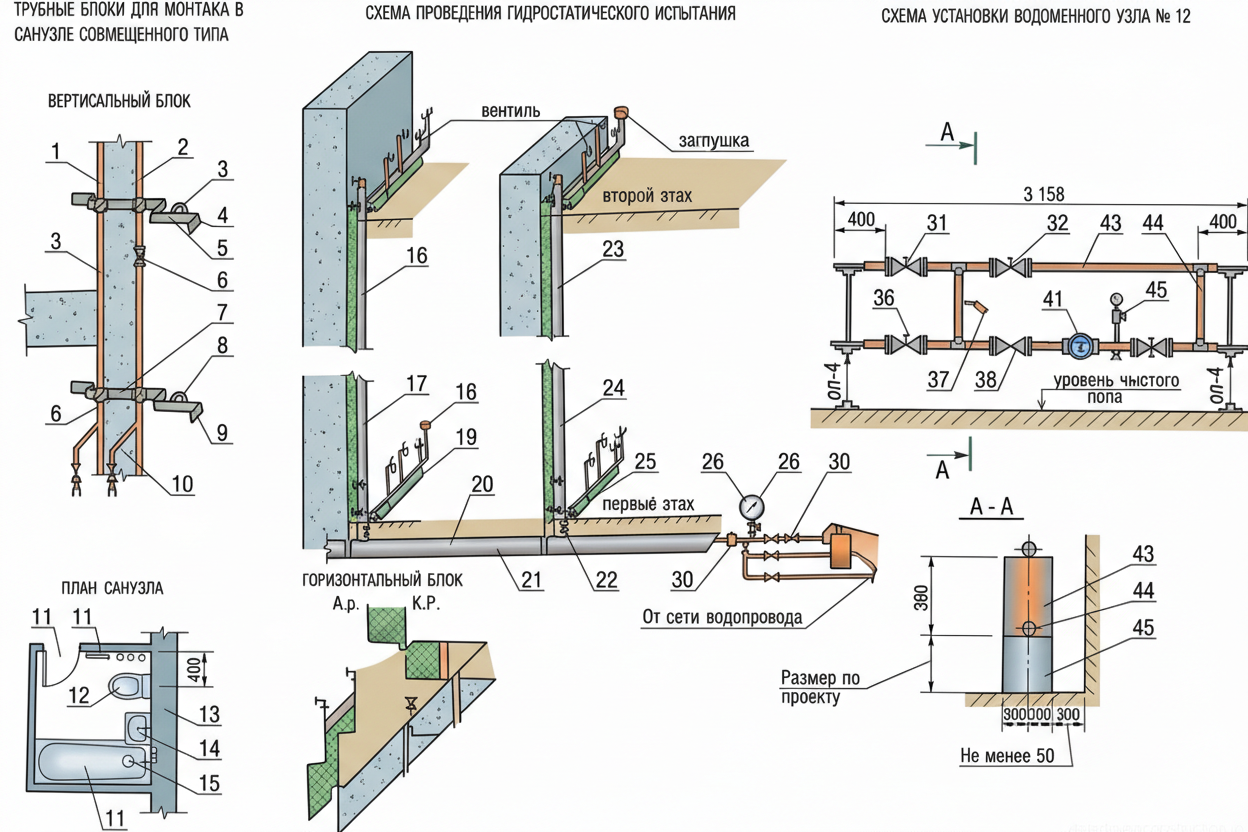
يعد تركيب عقد عدادات المياه عملية حساسة تتطلب غالباً استخدام معدات الرفع. تتضمن العملية التخطيط وتركيب دعامات أو كتائف فولاذية قوية. عند التعامل مع وزن كبير للعقدة (عدادات المياه الصناعية)، يتم إجراء عملية التصبين (الربط) باستخدام حبال رفع سلكية بحمولة تبلغ 1.6 طن فأكثر، ثم الرفع بالآليات، والضبط الدقيق على الدعامات، والتثبيت بالمشابك. بعد فك حبال الرفع، تُلحم العقدة أو تُثبت بالفلنجات في خط الأنابيب الرئيسي. يجب بشكل إلزامي تركيب مصافٍ خشنة، وصمامات عدم رجوع، وصمامات قفل قبل وبعد العداد.
يتم تركيب صمامات توزيع المياه الصحية (الخلاطات، الصنابير، كبائن الاستحمام، سكك تدفئة المناشف) بعد الانتهاء من التشطيب النهائي للغرف. تُوصل خلاطات الحائط لأحواض الاستحمام والمغاسل عبر وصلات غير مركزية (إكسنتريك)، مما يسمح بتسوية الأخطاء الطفيفة في المسافة بين محاور مآخذ المياه. يتم تركيب الفوهات، والخراطيم المرنة، وقضبان الدش باستخدام حشيات مطاطية مسطحة وصواميل ربط دون استخدام أدوات كاشطة قد تلحق الضرر بالطلاء الكرومي.
تتضمن تجهيزات أنظمة إطفاء الحرائق تجميع خراطيم الإطفاء. يتم إجراء توصيل ملولب موثوق لرأس الخرطوم وفوهة الإطفاء اليدوية مع التحقق من إحكام موانع التسرب. بعد التجميع، يُلف خرطوم الإطفاء في لفة مزدوجة (حلقة) ويوضع بعناية في صندوق إطفاء الحريق مع طفايات الحريق. يتطلب تركيب صناديق الطرد تعديلاً دقيقاً للصمام العائم (الصمام الكروي)، المثبت بصامولة قفل، وضبط آلية الشد والتفريغ لمنع التسربات غير المنضبطة.
- الخطوة 1: تخطيط وتركيب الكتائف الحاملة لعقدة عداد المياه الكبيرة.
- الخطوة 2: ربط العقدة بحبال الرفع، ورفعها، وتثبيتها بالفلنجات أو باللحام في موقعها التصميمي.
- الخطوة 3: توصيل خلاطات الحائط عبر الوصلات غير المركزية مع شد صواميل الربط فوق الحشيات المرنة.
- الخطوة 4: تجميع صنابير إطفاء الحريق: توصيل الفوهة بالخرطوم، ولفه في لفة مزدوجة ووضعه في خزانة إطفاء الحريق.
5. الاختبارات الهيدروستاتيكية والمانومترية لخطوط الأنابيب الفولاذية
يمكن إجراء اختبار أنظمة إمدادات المياه الفولاذية بالطرق الهيدروستاتيكية (بالماء) أو المانومترية (بالهواء المضغوط). قبل بدء الاختبار الهيدروستاتيكي، يتم إجراء فحص بصري خارجي، وتُركب سدادات عمياء على جميع الوصلات المؤدية إلى الأجهزة، وفي أعلى نقاط النظام تُركب صنابير لتفريغ الهواء (محابس هواء). يتم ملء النظام بالماء، ثم باستخدام مكبس هيدروليكي يدوي أو كهربائي يتم إنشاء ضغط اختبار إضافي يساوي 1.5 ضعف ضغط التشغيل.
يُعتبر النظام قد اجتاز الاختبار الهيدروستاتيكي إذا لم يسجل مقياس الضغط انخفاضاً يزيد عن 0.05 ميجا باسكال خلال 10 دقائق من وضعه تحت ضغط الاختبار. أثناء فترة الاحتفاظ بالضغط، يتم إجراء فحص بصري لجميع الوصلات الملحومة، والمسننة، والمفلنجة. عند اكتشاف قطرات، أو تعرق، أو تسربات، يُقطع الاختبار، وتُحدد الأماكن المعيبة بالطباشير، ويُفرغ الضغط إلى الضغط الجوي، وبعد ذلك يتم إصلاح الخلل وإعادة الضغط.
تُستخدم الطريقة المانومترية في الظروف الشتوية أو عند نقص المياه. في المرحلة الأولى، يُملأ النظام بالهواء حتى ضغط اختبار إضافي يبلغ 0.15 ميجا باسكال. يتم الكشف عن عيوب التركيب الكبيرة بالسمع. ثم يُخفض الضغط، وتُعالج العيوب. بعد ذلك، تُجرى تعبئة ثانوية حتى ضغط 0.1 ميجا باسكال. تُدهن جميع فواصل التركيب بمستحلب صابوني كثيف. معيار النجاح: يجب ألا يتجاوز انخفاض الضغط 0.01 ميجا باسكال (0.1 كجم/سم²) خلال 5 دقائق. بعد اجتياز الاختبار بنجاح، يُفرغ الضغط وتُزال السدادات.
- الخطوة 1: عزل النظام (بالسدادات) وتركيب محابس لتفريغ الهواء في أعلى نقاط الشبكة.
- الخطوة 2: توصيل وحدة الضغط المزودة بمقياس ضغط معاير ورفع الضغط تدريجياً إلى 1.5 من ضغط التشغيل.
- الخطوة 3: الحفاظ على الضغط لمدة 10 دقائق (اختبار هيدروليكي) مع هبوط مسموح لا يتجاوز 0.05 ميجا باسكال.
- الخطوة 4: المرور والفحص البصري (أو وضع الصابون عند الاختبار المانومتري) لجميع الوصلات، ووضع علامات على العيوب.
6. خصوصية اختبارات أنظمة إمدادات المياه البوليمرية
تختلف الاختبارات الهيدروستاتيكية لخطوط الأنابيب البلاستيكية (PE، PP-R، PEX) بشكل كبير بسبب الخصائص الفيزيائية والميكانيكية للبوليمرات (معامل التمدد العالي واللدونة). يتم تحديد قيمة ضغط الاختبار الإضافي بناءً على فئة تشغيل الأنبوب (SDR): للأنابيب من النوع الثقيل (Т/PN20/PN25) - 1.5 ميجا باسكال (15 بار)؛ للأنابيب من النوع المتوسط (С) - 0.9 ميجا باسكال؛ للنوع المتوسط الخفيف (СЛ) - 0.6 ميجا باسكال؛ وللنوع الخفيف (Л) - 0.38 ميجا باسكال.
يتطلب إجراء ضغط الأنابيب البلاستيكية مرحلة استقرار إلزامية. بعد ملء النظام بالكامل بالماء وتفريغ الهواء، يُترك خط الأنابيب تحت ضغط الاختبار الابتدائي لمدة لا تقل عن 30 دقيقة دون إجراء قياسات. في هذه الفترة، يحدث تمدد في جدار البوليمر، وينخفض الضغط بشكل طبيعي؛ يجب إعادة الضخ دورياً للوصول إلى القيمة المحددة.
يبدأ القياس الرقابي فقط بعد الانتهاء من مرحلة استرخاء المادة. طوال فترة الفحص بأكملها (ما لا يقل عن 10-15 دقيقة اعتماداً على حجم النظام)، يجب ألا يتجاوز انحراف الضغط عن المستوى المحدد 0.05 ميجا باسكال (0.5 بار). تُعتبر خطوط الأنابيب قد اجتازت الاختبار بنجاح إذا أكد مقياس الضغط احتفاظه بالضغط ضمن الحدود المسموح بها، ولم يُظهر الفحص البصري للوصلات الملحومة ووصلات الضغط الميكانيكية أي آثار للرطوبة.
- الخطوة 1: ملء النظام البوليمري بالماء وإزالة الهواء (خطر المطرقة الهوائية).
- الخطوة 2: رفع الضغط إلى الضغط المعياري لهذا النوع من الأنابيب (1.5 ميجا باسكال للنوع الثقيل).
- الخطوة 3: مرحلة الاستقرار: الانتظار لمدة لا تقل عن 30 دقيقة مع إعادة الضخ دورياً لتعويض تمدد الأنابيب.
- الخطوة 4: القياس الرقابي: تسجيل انخفاض الضغط (ألا يتجاوز 0.05 ميجا باسكال) والفحص البصري لمنع تسرب اللحامات.
7. مراقبة الجودة ومعايير استلام الأعمال
يشمل نظام إدارة الجودة رقابة الدخول، والرقابة التشغيلية، ورقابة الاستلام. في مرحلة رقابة الدخول، يتحقق رئيس العمال أو المشرف من وجود شهادات المطابقة (ISO، DIN، أو المعايير المحلية المعمول بها) للأنابيب، والصمامات، وموانع التسرب، ويقوم أيضاً بالاستبعاد البصري للمنتجات ذات الأضرار الميكانيكية، أو التجاويف، أو النتوءات على أسنان اللولب. يُحظر استخدام العناصر ذات طلاء المصنع المتضرر.
تُنفذ الرقابة التشغيلية بشكل مستمر أثناء سير العمل. يتم التحقق بالأدوات (بالمتر القابل للطي، ميزان الليزر، الخيط الشاقولي) من ميول الخطوط الرئيسية، والمحاذاة، والفجوات بين الأنابيب والهياكل الإنشائية. تتم مراقبة عمودية الصواعد بصرامة (أقصى انحراف 2 مم لكل 1 متر من الطول). عند لحام العقد الفولاذية، تُقيم جودة اللحامات بصرياً - يجب ألا تحتوي على شقوق، أو مسام، أو قطوع سفلية، أو فجوات غير ملحومة، أو حرق زائد للمعدن.
تشمل رقابة الاستلام تقييم محاضر الأعمال المخفية (لتركيب الجلب الواقية، والعزل في طبقات التسوية) ومحاضر الاختبار الهيدروليكي أو المانومتري لمانعية التسرب. المرحلة النهائية قبل تسليم المشروع للتشغيل هي غسيل نظام أنابيب مياه الشرب والاستخدام المنزلي بالماء حتى خروج سائل خالٍ من الشوائب الميكانيكية. بعد الغسيل، يقوم ممثل خدمة الرقابة الصحية والوبائية بأخذ عينات للتحليل المختبري، وبناءً على نتائجه يتم توقيع محضر جودة المياه.
- الخطوة 1: رقابة الدخول: فحص الجوازات والشهادات والشكل الهندسي لقطع الأنابيب الخام.
- الخطوة 2: الرقابة التشغيلية للحام: فحص درزات اللحام للتأكد من خلوها من التجاويف، والقطوع السفلية، وضعف الانصهار.
- الخطوة 3: الرقابة القياسية للميول وعمودية الصواعد (الخيط الشاقولي، الميزان، ميزان الليزر).
- الخطوة 4: التحليل المختبري لجودة المياه بعد الغسيل النهائي للنظام قبل تسليمه للتشغيل.