प्रौद्योगिकी कार्ड: आवासीय और सार्वजनिक भवनों की आंतरिक जल आपूर्ति प्रणालियों की स्थापना
सामग्री
- डिज़ाइन किए गए व्यास (DN15 से DN70 तक) के पाइपलाइन और फिटिंग (स्टील VGP, पॉलीमर PE-RT/PEX/PP-R)
- फ्लोरोप्लास्टिक सीलिंग सामग्री (PTFE / FUM) से बना टेप
- सैनिटरी लिनन स्ट्रैंड (सन की डोरी) और सीलिंग पेस्ट
- 2-3 मिमी की मोटाई वाले गर्मी प्रतिरोधी रबर (EPDM) और एस्बेस्टस-मुक्त पैरोनाइट (CNAF) गैसकेट
- फर्श/छत से गुजरने के लिए स्टील माउंटिंग स्लीव्स और लोचदार गैर-ज्वलनशील सीलेंट
- पाउडर गन के लिए डॉवेल-नेल और कंक्रीट के लिए वेज/रासायनिक एंकर
- वॉटर-ड्रॉइंग फिटिंग (बॉल वाल्व, दीवार और टेबल पर लगने वाले मिक्सर, तौलिया वार्मर, फ्लश वाल्व)
उपकरण
- कैलिब्रेटेड मैनोमीटर (2.5 MPa तक) के साथ मैनुअल या इलेक्ट्रिक हाइड्रो-प्रेस
- सटीक मैनोमीटर (0.01 MPa वृद्धि) के साथ न्यूमेटिक प्रेशर टेस्टिंग कंप्रेसर
- वेल्डिंग ट्रांसफार्मर (500 ए तक करंट) और 50 मिमी² क्रॉस-सेक्शन वाले केबलों का सेट
- पॉलीमर पाइपों की सॉकेट या बट वेल्डिंग के लिए उपकरण (सोल्डरिंग आयरन)
- ब्रैकेट की फिक्सिंग (शूटिंग) के लिए पिस्टन माउंटिंग गन
- कार्बाइड ड्रिल बिट्स (6-22 मिमी) के सेट के साथ इलेक्ट्रिक परफोरेटर / ड्रिलिंग मशीन
- एंगल ग्राइंडर (УШМ) और पाइप कटर
- पाइप (गैस) रिंच और ओपन-एंड डबल-साइडेड स्पैनर (10x14 से 24x30 मिमी तक) का सेट
1. प्रारंभिक कार्य और निर्माण तत्परता की आवश्यकताएं
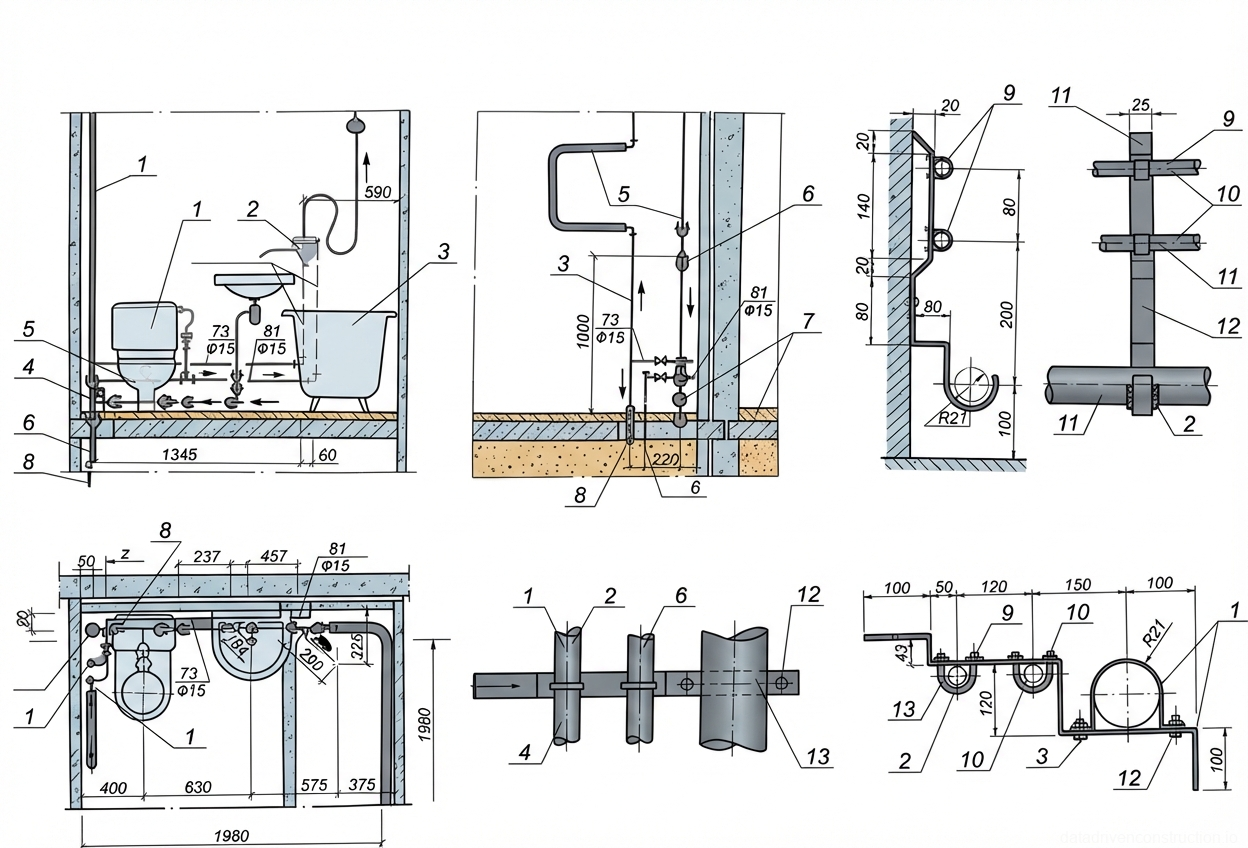
आंतरिक जल आपूर्ति प्रणालियों की स्थापना शुरू करने से पहले, निर्माण स्थल को कई सख्त मानदंडों को पूरा करना चाहिए। इंटरफ्लोर स्लैब, लोड-बेयरिंग दीवारों और विभाजनों (पार्टीशन) की स्थापना का कार्य पूरी तरह से समाप्त होना चाहिए, और नींव तथा असेंबली प्लेटफॉर्म तैयार होने चाहिए। सभी कमरों की दीवारों पर एक एकल सहायक निशान (मार्क) लगाया जाना चाहिए, जो तैयार फर्श के डिज़ाइन स्तर से ठीक 500 मिमी ऊपर हो। यह निशान पाइपलाइनों की ट्रेसिंग और सेनेटरी उपकरणों की स्थापना के लिए मुख्य संदर्भ के रूप में कार्य करता है। दीवारों और स्लैब में सभी तकनीकी छेदों, खांचों और आलों (निचेस) को तैयार करना, साथ ही पाइप बिछाने वाले क्षेत्रों में दीवारों पर प्लास्टर करना अनिवार्य है।
तापमान व्यवस्था पर विशेष ध्यान दिया जाता है। सर्दियों की अवधि में या बाहर के नकारात्मक तापमान होने पर, सभी खिड़कियों में कांच लगे होने चाहिए और प्रवेश द्वारों को इंसुलेट किया जाना चाहिए। पॉलीमर सामग्री (जैसे, PE-RT, PEX, PP-R) से बने पाइपों की स्थापना के लिए एक महत्वपूर्ण नियम लागू होता है: साइट पर लाए गए पाइप और फिटिंग को वेल्डिंग या असेंबली शुरू करने से पहले आंतरिक थर्मल तनाव को दूर करने के लिए कम से कम 2 घंटे तक कमरे के सकारात्मक तापमान पर रखा जाना चाहिए। प्लास्टिक पाइपों की स्थापना की अनुमति केवल स्टील नेटवर्क के अनुभागों पर सभी इलेक्ट्रो-गैस वेल्डिंग कार्यों के पूरा होने के बाद ही दी जाती है。
कार्यों के समन्वय के लिए स्थापना स्थलों तक मुफ्त पहुंच सुनिश्चित करने और वेल्डिंग सीम के दृश्य निरीक्षण के लिए पर्याप्त अस्थायी कृत्रिम प्रकाश व्यवस्था की आवश्यकता होती है। बिजली के उपकरणों और वेल्डिंग ट्रांसफार्मर को जोड़ने के लिए सुरक्षित बिंदुओं का प्रावधान करना, मचान तैयार करना और बड़े वॉटर मीटर नोड्स को स्थानांतरित करने के लिए लिफ्टिंग मैकेनिज्म (उठाने वाले तंत्र) के उपयोग के संबंध में मुख्य ठेकेदार के साथ समन्वय करना भी आवश्यक है।
- चरण 1: निर्माण संरचनाओं की तत्परता, पाइपों के गुजरने के लिए श्ट्रोब (ग्रूव्स), तकनीकी आलों और छेदों की उपस्थिति की जांच करना।
- चरण 2: सभी कमरों में एक सहायक संदर्भ रेखा (तैयार फर्श के स्तर से +500 मिमी ऊपर) को लगाना और लेज़र द्वारा संरेखित करना।
- चरण 3: भवन के थर्मल समोच्च (सर्दियों में काम करते समय) को सुनिश्चित करना और पॉलीमर पाइपों को कम से कम 2 घंटे के लिए गर्म क्षेत्र में संग्रहीत करने की व्यवस्था करना।
- चरण 4: पॉलीमर पाइपलाइन बिछाने के क्षेत्र में सभी अग्नि (इलेक्ट्रो-गैस वेल्डिंग) कार्यों को पूरा करना।
2. सपोर्टिंग और फास्टनिंग संरचनाओं की मार्किंग और स्थापना
पाइपलाइन बिछाने का कार्य डिज़ाइन ढलान (स्लोप) और थर्मल इन्सुलेशन के आयामों को ध्यान में रखते हुए फास्टनिंग उपकरणों की स्थापना के स्थानों की विस्तृत मार्किंग (चिह्नांकन) के साथ शुरू होता है। ब्रैकेट को ठीक करने का तरीका सीधे निर्माण संरचनाओं की सामग्री पर निर्भर करता है। मोनोलिथिक प्रबलित कंक्रीट या ठोस ईंट की दीवारों पर फिक्सिंग पिस्टन माउंटिंग गन (डॉवेल-नेल शूटिंग) का उपयोग करके या परफोरेटर के साथ छेद ड्रिल करके और उसके बाद वेज एंकर स्थापित करके की जाती है। सेलुलर कंक्रीट (एरेटेड कंक्रीट), फोम ब्लॉक या जिप्सम स्लैब से बनी संरचनाओं के लिए, विशेष डॉवेल या रासायनिक एंकर की स्थापना के साथ केवल मैनुअल ड्रिलिंग विधि का उपयोग किया जाता है।
मुख्य लाइनों, राइजर और कनेक्शन को ट्रेस करते समय, ऊर्ध्वाधर पाइपलाइनों का डिज़ाइन अक्ष से विचलन 1 मीटर की लंबाई पर 2 मिमी से अधिक नहीं होना चाहिए। यह टॉलरेंस एक्सपेंशन जॉइंट्स के सही संचालन और पानी के झटके (वाटर हैमर) को रोकने के लिए अत्यंत महत्वपूर्ण है। पाइपलाइनों की असेंबली पहले से तैयार बड़े ब्लॉकों, नोड्स या अलग-अलग हिस्सों से की जा सकती है। स्टील के हिस्सों की वेल्डिंग (ISO 17660 या समकक्ष मानकों के अनुसार) तत्वों की प्रारंभिक इलेक्ट्रो-टैकिंग (स्पॉट वेल्डिंग) के साथ की जाती है।
लोड-बेयरिंग दीवारों, विभाजनों और इंटरफ्लोर स्लैब के माध्यम से पाइपलाइनों के गुजरने के स्थानों पर, स्टील या पॉलीमर सुरक्षात्मक स्लीव्स (केसिंग) स्थापित करना अनिवार्य है। स्लीव का आंतरिक व्यास पाइप के बाहरी व्यास (इन्सुलेशन सहित) से इतना अधिक होना चाहिए कि स्वतंत्र रैखिक थर्मल विस्तार की अनुमति मिल सके। पाइप और स्लीव के बीच के अंतराल को एक लोचदार गैर-ज्वलनशील सामग्री से भरा जाता है जो पाइप की गति में बाधा नहीं डालता है।
- चरण 1: डिज़ाइन ढलान (स्लोप) के अनुसार पाइपलाइनों के गुजरने के अक्षों (एक्सिस) और क्लैंप तथा कंसोल की स्थापना के बिंदुओं को चिह्नित करना।
- चरण 2: दीवार की सामग्री के आधार पर बन्धन (फास्टनिंग) विधि का चयन करना और सपोर्ट तत्वों को स्थापित करना।
- चरण 3: निर्माण संरचनाओं (स्लैब और दीवारों) में एम्बेडेड सुरक्षात्मक स्लीव्स स्थापित करना।
- चरण 4: सपोर्ट पर पाइपलाइन स्ट्रिंग्स की स्थापना और फिक्सिंग, इसके बाद ऊर्ध्वाधरता का संरेखण (टॉलरेंस 2 मिमी/मीटर)।
3. कनेक्शनों की असेंबली और पाइपलाइन जोड़ों की सीलिंग
सिस्टम के स्थायित्व को सुनिश्चित करने के लिए सीलिंग सामग्री का सही चुनाव महत्वपूर्ण है। 105 °C (378 K) तक के तापमान वाले थ्रेडेड कनेक्शन के लिए, फ्लोरोप्लास्टिक सीलिंग सामग्री (PTFE) से बने टेप या क्लासिक सैनिटरी लिनन स्ट्रैंड (सन की डोरी) का उपयोग किया जाता है, जिसे रेड लेड या अलसी के तेल पर आधारित विशेष पेस्ट के साथ लगाया जाता है। यदि माध्यम का तापमान 105 °C से अधिक है, तो उच्च-तापमान वाले फ्लोरोप्लास्टिक टेप या ग्रेफाइट धागे का उपयोग किया जाना चाहिए (आधुनिक सुरक्षा मानकों द्वारा एस्बेस्टस युक्त सामग्री का उपयोग निषिद्ध है)।
फ्लैंज कनेक्शनों के लिए सख्त यांत्रिक आवश्यकताएं लागू होती हैं। समान कसाव को सुनिश्चित करने के लिए टाई बोल्ट के सिर फ्लैंज नोड के एक तरफ स्थित होने चाहिए। पाइपलाइनों के ऊर्ध्वाधर अनुभागों पर, नट अनिवार्य रूप से नीचे स्थित होते हैं, जिससे निरीक्षण की सुविधा होती है। बोल्ट की लंबाई इस तरह चुनी जाती है कि नट कसने के बाद, बोल्ट के सिरे बोल्ट के व्यास के 0.5 से अधिक या अधिकतम 3 थ्रेड पिच तक बाहर न निकलें। यह अतिरिक्त धागे के क्षरण को रोकता है और चोट के जोखिम को कम करता है।
130 °C तक के तापमान पर फ्लैंज को सील करने के लिए, गर्मी प्रतिरोधी रबर (EPDM या NBR) से बने गैसकेट का उपयोग किया जाता है। उच्च तापमान पर, 2-3 मिमी मोटे एस्बेस्टस-मुक्त पैरोनाइट (CNAF) या शुद्ध फ्लोरोप्लास्ट-4 से बने गैसकेट का उपयोग किया जाता है। एक ही जोड़ में कई गैसकेट (पैकेज के रूप में) का उपयोग करने या फ्लैंज के तिरछेपन को दूर करने के लिए बेवेल्ड (वेज-आकार) गैसकेट का उपयोग करने की सख्त मनाही है। गैसकेट को बोल्ट के छेदों को कवर नहीं करना चाहिए और इसे ठीक से केंद्रित किया जाना चाहिए।
- चरण 1: थ्रेडेड या फ्लैंज सतहों को गंदगी, तेल और स्केल (पपड़ी) से साफ करना।
- चरण 2: सीलेंट लगाना: थ्रेड की दिशा में कड़ाई से सीलिंग पेस्ट के साथ PTFE-टेप या लिनन लपेटना।
- चरण 3: फ्लैंज को केंद्रित करना और उचित तापमान वर्ग (टेम्परेचर क्लास) का एक एकल गैसकेट स्थापित करना।
- चरण 4: फ्लैंज कनेक्शन के बोल्टों को समान रूप से क्रॉस-पैटर्न (एक-दूसरे के विपरीत) में कसना (ऊर्ध्वाधर अनुभागों पर नट नीचे की ओर)।
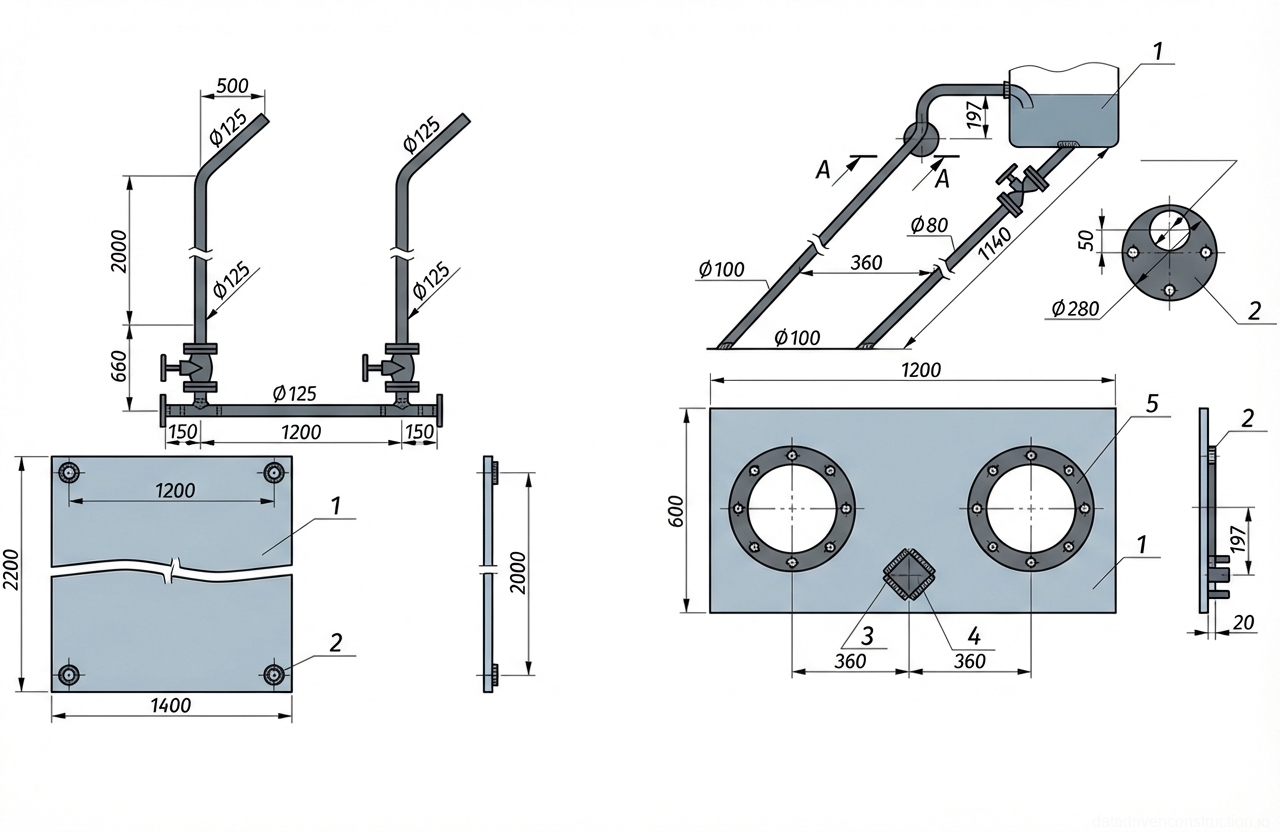
4. वॉटर मीटर नोड्स, सेनेटरी और फायर-फाइटिंग फिटिंग की स्थापना
वॉटर मीटर नोड्स की स्थापना एक महत्वपूर्ण कार्य है, जिसके लिए अक्सर लिफ्टिंग (उठाने वाले) उपकरण के उपयोग की आवश्यकता होती है। इस प्रक्रिया में मार्किंग, और मजबूत स्टील सपोर्ट या ब्रैकेट की स्थापना शामिल है। नोड के भारी वजन (औद्योगिक वॉटर मीटर) के मामले में, 1.6 टन की लिफ्टिंग क्षमता वाले वायर रोप स्लिंग के साथ स्लिंगिंग, तंत्र द्वारा उठाना, सपोर्ट पर सटीक संरेखण और क्लैंप के साथ बन्धन किया जाता है। स्लिंग को हटाने के बाद, नोड को मुख्य पाइपलाइन पर वेल्ड किया जाता है या फ्लैंज से जोड़ा जाता है। मीटर से पहले और बाद में रफ क्लीनिंग फिल्टर, चेक वाल्व और शट-ऑफ वाल्व स्थापित करना अनिवार्य है。
सेनेटरी वॉटर-ड्रॉइंग फिटिंग (मिक्सर, नल, शावर केबिन, तौलिया वार्मर) की स्थापना कमरों की फिनिशिंग के बाद की जाती है। बाथटब और वॉशबेसिन के लिए दीवार पर लगे मिक्सर (नल) एक्सेंट्रिक्स के माध्यम से जुड़े होते हैं, जो वॉटर सॉकेट की केंद्र-से-केंद्र दूरी की छोटी त्रुटियों को समतल करने की अनुमति देता है। टोंटी (स्पाउट्स), लचीले होसेस और शावर छड़ों को अपघर्षक उपकरणों के उपयोग के बिना, जो क्रोम प्लेटिंग को नुकसान पहुंचा सकते हैं, सपाट रबर गैसकेट और यूनियन नट्स का उपयोग करके स्थापित किया जाता है।
अग्नि शमन प्रणालियों के विन्यास में फायर होसेस की असेंबली शामिल है। सीलिंग की जांच के साथ होज़ हेड और मैनुअल फायर नोजल का विश्वसनीय थ्रेडेड कनेक्शन किया जाता है। असेंबली के बाद, फायर होज़ को एक डबल रोल (रिंग) में लपेटा जाता है और अग्निशामक यंत्र (फायर एक्सटिंग्विशर) के साथ फायर कैबिनेट के कैसेट में सावधानी से रखा जाता है। फ्लश टैंकों की स्थापना के लिए फ्लोट वाल्व (बॉल वाल्व) के सटीक समायोजन की आवश्यकता होती है, जिसे लॉकनट के साथ सुरक्षित किया जाता है, और अनियंत्रित रिसाव को रोकने के लिए फ्लश तंत्र के ड्राफ्ट (पुल) को सेट किया जाता है।
- चरण 1: बड़े वॉटर मीटर नोड के लिए पावर ब्रैकेट की मार्किंग और स्थापना।
- चरण 2: वॉटर मीटर नोड की डिज़ाइन स्थिति में स्लिंगिंग, लिफ्टिंग और फ्लैंज/वेल्डेड फिक्सिंग।
- चरण 3: एक्सेंट्रिक्स के माध्यम से दीवार पर लगे मिक्सर को जोड़ना और लोचदार गैसकेट के ऊपर यूनियन नट्स को कसना।
- चरण 4: फायर हाइड्रेंट की असेंबली: नोज़ल को होज़ (पाइप) से जोड़ना, फायर कैबिनेट में डबल रोल में रखना।
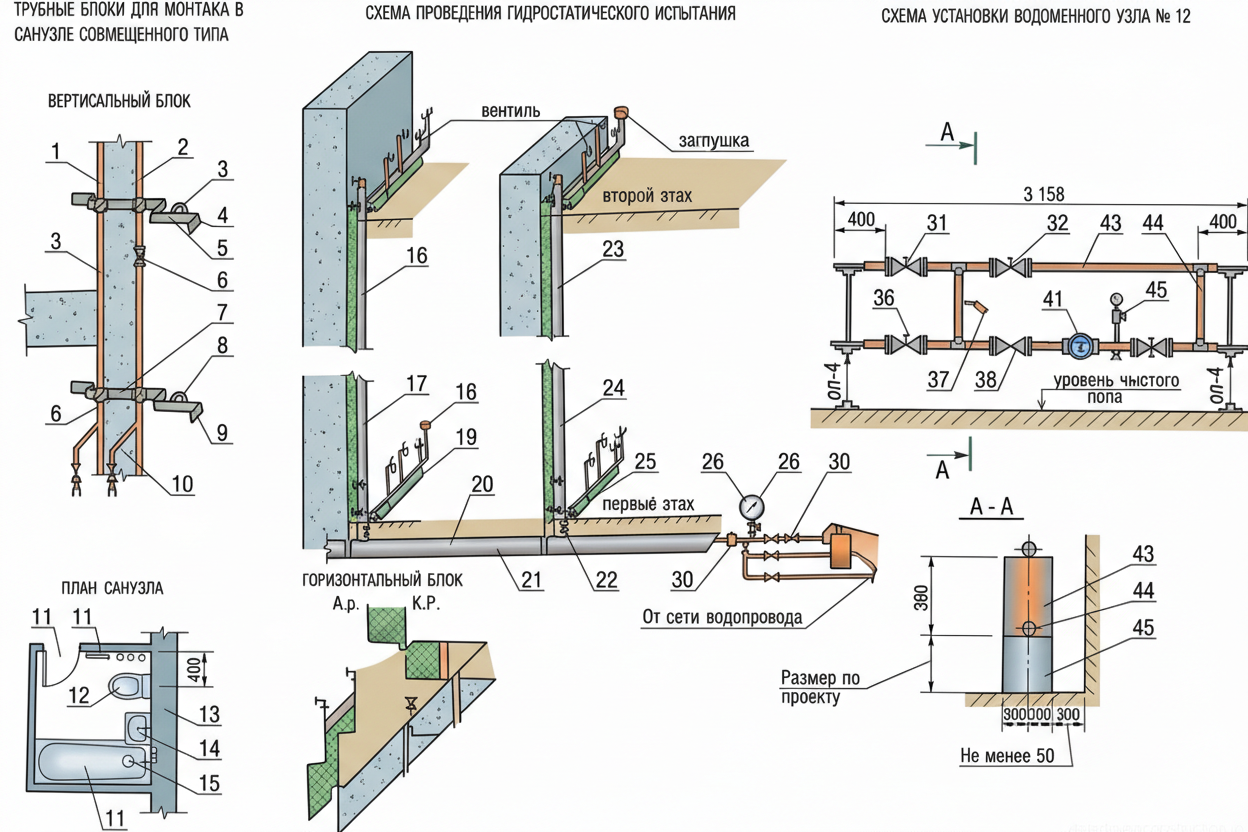
5. स्टील पाइपलाइनों के हाइड्रोस्टेटिक और मैनोमेट्रिक परीक्षण
स्टील जल आपूर्ति प्रणालियों का परीक्षण हाइड्रोस्टेटिक (पानी के साथ) या मैनोमेट्रिक (संपीड़ित हवा के साथ) विधियों द्वारा किया जा सकता है। हाइड्रोस्टेटिक परीक्षण शुरू करने से पहले, एक बाहरी दृश्य निरीक्षण किया जाता है, उपकरणों के सभी कनेक्शनों पर ब्लाइंड प्लग लगाए जाते हैं, और सिस्टम के उच्चतम बिंदुओं पर हवा निकालने के लिए वाल्व (एयर वेंट) स्थापित किए जाते हैं। सिस्टम को पानी से भरा जाता है, जिसके बाद एक मैनुअल या इलेक्ट्रिक हाइड्रो-प्रेस का उपयोग करके परीक्षण के लिए अतिरिक्त दबाव बनाया जाता है, जो काम करने वाले दबाव (वर्किंग प्रेशर) के 1.5 गुना के बराबर होता है。
सिस्टम को हाइड्रोस्टेटिक परीक्षण पास माना जाता है यदि 10 मिनट तक परीक्षण दबाव में रहने के दौरान मैनोमीटर पर 0.05 MPa से अधिक दबाव की गिरावट दर्ज नहीं होती है। होल्डिंग प्रक्रिया के दौरान, सभी वेल्डेड, थ्रेडेड और फ्लैंज कनेक्शनों का दृश्य निरीक्षण किया जाता है। यदि बूंदें, नमी (पसीना) या रिसाव का पता चलता है, तो परीक्षण रोक दिया जाता है, दोषपूर्ण स्थानों को चाक से चिह्नित किया जाता है, दबाव को वायुमंडलीय दबाव तक कम कर दिया जाता है, जिसके बाद दोष को दूर किया जाता है और फिर से दबाव परीक्षण किया जाता है。
सर्दियों की स्थिति में या पानी की कमी होने पर मैनोमेट्रिक विधि का उपयोग किया जाता है। पहले चरण में, सिस्टम को 0.15 MPa के परीक्षण दबाव तक हवा से भर दिया जाता है। स्थापना के प्रमुख दोषों का पता सुनकर लगाया जाता है। फिर दबाव कम कर दिया जाता है और दोषों को दूर किया जाता है। इसके बाद, 0.1 MPa के दबाव तक दूसरी बार भराई की जाती है। सभी असेंबली जोड़ों पर गाढ़ा साबुन का घोल (इमल्शन) लगाया जाता है। सफलता का मानदंड: 5 मिनट के भीतर दबाव में गिरावट 0.01 MPa (0.1 kgf/cm²) से अधिक नहीं होनी चाहिए। परीक्षण के सफलतापूर्वक पूरा होने के बाद, दबाव छोड़ दिया जाता है और प्लग हटा दिए जाते हैं।
- चरण 1: सिस्टम की सीलिंग (प्लग) और नेटवर्क के उच्चतम बिंदुओं पर एयर वेंट स्थापित करना।
- चरण 2: एक कैलिब्रेटेड मैनोमीटर के साथ दबाव परीक्षण इकाई को जोड़ना और दबाव को कार्यशील दबाव के 1.5 गुना तक सुचारू रूप से बढ़ाना।
- चरण 3: 10 मिनट के लिए दबाव में रखना (हाइड्रो परीक्षण) जिसमें अनुमेय गिरावट 0.05 MPa से अधिक न हो।
- चरण 4: राउंड (निरीक्षण) और सभी कनेक्शनों का दृश्य निरीक्षण (या मैनोमेट्रिक परीक्षण के मामले में साबुन का घोल लगाना), दोषों को चिह्नित करना।
6. पॉलीमर जल आपूर्ति प्रणालियों के परीक्षण की विशिष्टता
प्लास्टिक पाइप (PE, PP-R, PEX) से बने पाइपलाइनों के हाइड्रोस्टेटिक परीक्षणों में पॉलिमर के भौतिक-यांत्रिक गुणों (उच्च विस्तार गुणांक और प्लास्टिसिटी) के कारण महत्वपूर्ण अंतर होते हैं। परीक्षण दबाव का मान पाइप (SDR) के संचालन वर्ग के आधार पर लिया जाता है: भारी प्रकार के पाइपों (T/PN20/PN25) के लिए - 1.5 MPa (15 बार); मध्यम प्रकार (C) के पाइपों के लिए - 0.9 MPa; मध्यम-हल्के (SL) के लिए - 0.6 MPa; हल्के प्रकार (L) के लिए - 0.38 MPa।
प्लास्टिक पाइपों के दबाव परीक्षण प्रक्रिया में स्थिरीकरण (स्टेबिलाइजेशन) का एक अनिवार्य चरण आवश्यक है। सिस्टम को पानी से पूरी तरह भरने और हवा निकालने के बाद, पाइपलाइन को बिना माप के कम से कम 30 मिनट के लिए प्रारंभिक परीक्षण दबाव के तहत रखा जाता है। इस अवधि के दौरान, पॉलीमर दीवार का विस्तार होता है, और दबाव स्वाभाविक रूप से गिर जाता है; इसे सेट मान (निर्धारित मूल्य) तक समय-समय पर पंप करना आवश्यक है।
सामग्री के शिथिलता (रिलैक्सेशन) चरण के पूरा होने के बाद ही नियंत्रण माप शुरू होता है। संपूर्ण निरीक्षण अवधि (सिस्टम की मात्रा के आधार पर कम से कम 10-15 मिनट) के दौरान, निर्दिष्ट स्तर से दबाव का विचलन 0.05 MPa (0.5 बार) से अधिक नहीं होना चाहिए। पाइपलाइनों को सफलतापूर्वक परीक्षण पास माना जाता है यदि मैनोमीटर पुष्टि करता है कि दबाव टॉलरेंस सीमा के भीतर है, और वेल्डेड फिटिंग तथा यांत्रिक संपीड़न कनेक्शनों का दृश्य निरीक्षण नमी के कोई संकेत नहीं दिखाता है।
- चरण 1: पॉलीमर सिस्टम को पानी से भरना और हवा को निकालना (न्यूमेटिक शॉक का खतरा)।
- चरण 2: इस प्रकार के पाइप के लिए मानक स्तर तक दबाव बढ़ाना (भारी प्रकार के लिए 1.5 MPa)।
- चरण 3: स्थिरीकरण चरण: पाइपों के विस्तार की भरपाई के लिए समय-समय पर पंपिंग के साथ कम से कम 30 मिनट तक होल्ड करना।
- चरण 4: नियंत्रण माप: दबाव में गिरावट को रिकॉर्ड करना (0.05 MPa से अधिक नहीं) और सीम की जकड़न (लीक-प्रूफ) का दृश्य निरीक्षण।
7. गुणवत्ता नियंत्रण और कार्य स्वीकृति मानदंड
गुणवत्ता प्रबंधन प्रणाली में इनपुट (आवक), परिचालन (संचालन) और स्वीकृति नियंत्रण शामिल हैं। इनपुट नियंत्रण के चरण में, फोरमैन या साइट सुपरवाइजर पाइपों, फिटिंग और सीलेंट के लिए अनुपालन प्रमाणपत्रों (ISO, DIN या लागू स्थानीय मानकों) की उपस्थिति की जांच करता है, और यांत्रिक क्षति, गड्ढों (कैविटीज) या थ्रेड्स पर गड़गड़ाहट वाले उत्पादों को देखकर अस्वीकार (रिजेक्ट) करता है। क्षतिग्रस्त फैक्ट्री कोटिंग वाले तत्वों का उपयोग करना प्रतिबंधित है。
कार्य प्रक्रिया के दौरान निरंतर परिचालन नियंत्रण किया जाता है। मुख्य लाइनों के ढलान, अनुभागों के संरेखण और पाइपों तथा निर्माण संरचनाओं के बीच के अंतराल को उपकरणों (फोल्डिंग मीटर, लेज़र लेवल, प्लंब बॉब) के साथ मापा जाता है। राइज़र्स की ऊर्ध्वाधरता (वर्टिकलिटी) को सख्ती से नियंत्रित किया जाता है (प्रति 1 मीटर लंबाई में अधिकतम विचलन 2 मिमी)। स्टील नोड्स की वेल्डिंग करते समय, सीम की गुणवत्ता का दृश्य रूप से मूल्यांकन किया जाता है - उनमें दरारें, छिद्र, अंडरकट, बिना वेल्ड किए गए क्रेटर या धातु के जलने (बर्न-थ्रू) के निशान नहीं होने चाहिए。
स्वीकृति नियंत्रण में छिपे हुए कार्यों के कृत्यों (स्लीव्स की सीलिंग, स्क्रीड में इन्सुलेशन) का मूल्यांकन और सीलिंग के लिए हाइड्रोलिक या मैनोमेट्रिक परीक्षणों के कार्य शामिल हैं। सुविधा (बिल्डिंग) को चालू करने से पहले अंतिम चरण घरेलू-पीने के पानी की पाइपलाइन प्रणाली को पानी से तब तक धोना (फ्लशिंग) है जब तक कि बिना यांत्रिक अशुद्धियों के तरल बाहर न आ जाए। धोने के बाद, सैनिटरी-एपिडेमियोलॉजिकल सेवा का एक प्रतिनिधि प्रयोगशाला विश्लेषण के लिए नमूने लेता है, जिसके परिणामों के आधार पर पानी की गुणवत्ता पर एक प्रमाणपत्र पर हस्ताक्षर किए जाते हैं।
- चरण 1: इनपुट नियंत्रण: पासपोर्ट, प्रमाणपत्र और पाइप बिलेट्स की ज्यामिति की जांच करना।
- चरण 2: वेल्डिंग का परिचालन नियंत्रण: गुहाओं (कैविटीज), अंडरकट और अपूर्ण वेल्डिंग की अनुपस्थिति के लिए सीम का निरीक्षण।
- चरण 3: ढलानों और राइज़र्स की ऊर्ध्वाधरता का माप नियंत्रण (प्लंब बॉब, लेवल, लेज़र लेवल)।
- चरण 4: सुविधा चालू करने से पहले सिस्टम की अंतिम फ्लशिंग (धुलाई) के बाद पानी की गुणवत्ता का प्रयोगशाला विश्लेषण।