Ficha técnica: Instalación de redes interiores de abastecimiento de agua en edificios residenciales y públicos
Materiales
- Tuberías y accesorios (acero para agua y gas, poliméricos PE-RT/PEX/PP-R) en diámetros de proyecto (desde DN15 hasta DN70)
- Cinta de material de sellado fluoroplástico (PTFE / cinta de teflón)
- Estopa de lino para fontanería y pasta selladora
- Juntas de goma termorresistente (EPDM) y paronita libre de amianto (CNAF) de 2-3 mm de espesor
- Pasamuros de acero para instalaciones en forjados y sellador elástico incombustible
- Clavos de acero para pistola accionada por pólvora y anclajes de cuña/químicos para hormigón
- Valvulería de toma de agua (válvulas de bola, griferías monomando de pared y lavabo, radiadores toalleros, fluxores)
Equipos
- Bomba de prueba hidrostática manual o eléctrica con manómetro calibrado (hasta 2,5 MPa)
- Compresor neumático para prueba de presión con manómetro de precisión (incrementos de 0,01 MPa)
- Transformador de soldadura (corriente de hasta 500 A) y juego de cables de 50 mm² de sección
- Máquina para soldadura por encaje o a tope de tubos poliméricos (termofusora)
- Pistola de montaje accionada por pólvora para la fijación de ménsulas
- Martillo percutor eléctrico / taladro con juego de brocas de carburo (6-22 mm)
- Amoladora angular (radial) y cortatubos
- Juego de llaves para tubos (grifas) y llaves fijas de dos bocas (desde 10x14 hasta 24x30 mm)
1. Trabajos preparatorios y requisitos de preparación de la obra
Antes de iniciar la instalación de los sistemas interiores de abastecimiento de agua, la obra debe cumplir con una serie de criterios estrictos. Deben estar completamente finalizados los trabajos de instalación de los forjados entre plantas, los muros de carga y los tabiques, así como preparados los cimientos y las plataformas de montaje. En las paredes de todos los espacios debe marcarse una cota auxiliar única, que supere exactamente en 500 mm la cota de proyecto del suelo terminado. Esta marca sirve como referencia principal para el trazado de las tuberías y la instalación de los aparatos sanitarios. Es obligatoria la preparación de todos los huecos tecnológicos, rozas y nichos en las paredes y forjados, así como el enlucido de las paredes en las zonas de tendido.
Se presta especial atención al régimen de temperaturas. Durante el invierno o en caso de temperaturas exteriores bajo cero, todos los huecos de las ventanas deben estar acristalados y los accesos aislados. Durante la instalación de tuberías de materiales poliméricos (por ejemplo, PE-RT, PEX, PP-R) rige una regla fundamental: las tuberías y accesorios entregados en la obra deben mantenerse a temperatura ambiente positiva durante al menos 2 horas antes de iniciar la soldadura o el ensamblaje para eliminar las tensiones térmicas internas. La instalación de tuberías de plástico solo se permite tras la finalización de todos los trabajos de soldadura eléctrica y autógena en los tramos de acero de la red.
La coordinación de los trabajos requiere garantizar el libre acceso a los lugares de montaje y la organización de iluminación artificial temporal, suficiente para el control visual de las costuras de soldadura. También es necesario prever puntos de conexión seguros para herramientas eléctricas y transformadores de soldadura, preparar medios de andamiaje y acordar con el contratista general el uso de mecanismos de elevación para desplazar baterías de contadores de agua de gran tamaño.
- Paso 1: Comprobación de la preparación de las estructuras de construcción, la existencia de rozas, nichos tecnológicos y orificios para el paso de tuberías.
- Paso 2: Marcado y nivelación láser de la línea de control auxiliar (+500 mm desde el nivel del suelo terminado) en todos los espacios.
- Paso 3: Garantizar el cierre térmico del edificio (si se trabaja en invierno) y organizar el almacenamiento de las tuberías poliméricas en una zona con calefacción durante un mínimo de 2 horas.
- Paso 4: Finalización de todos los trabajos en caliente (soldadura eléctrica y autógena) en la zona de tendido de las tuberías poliméricas.
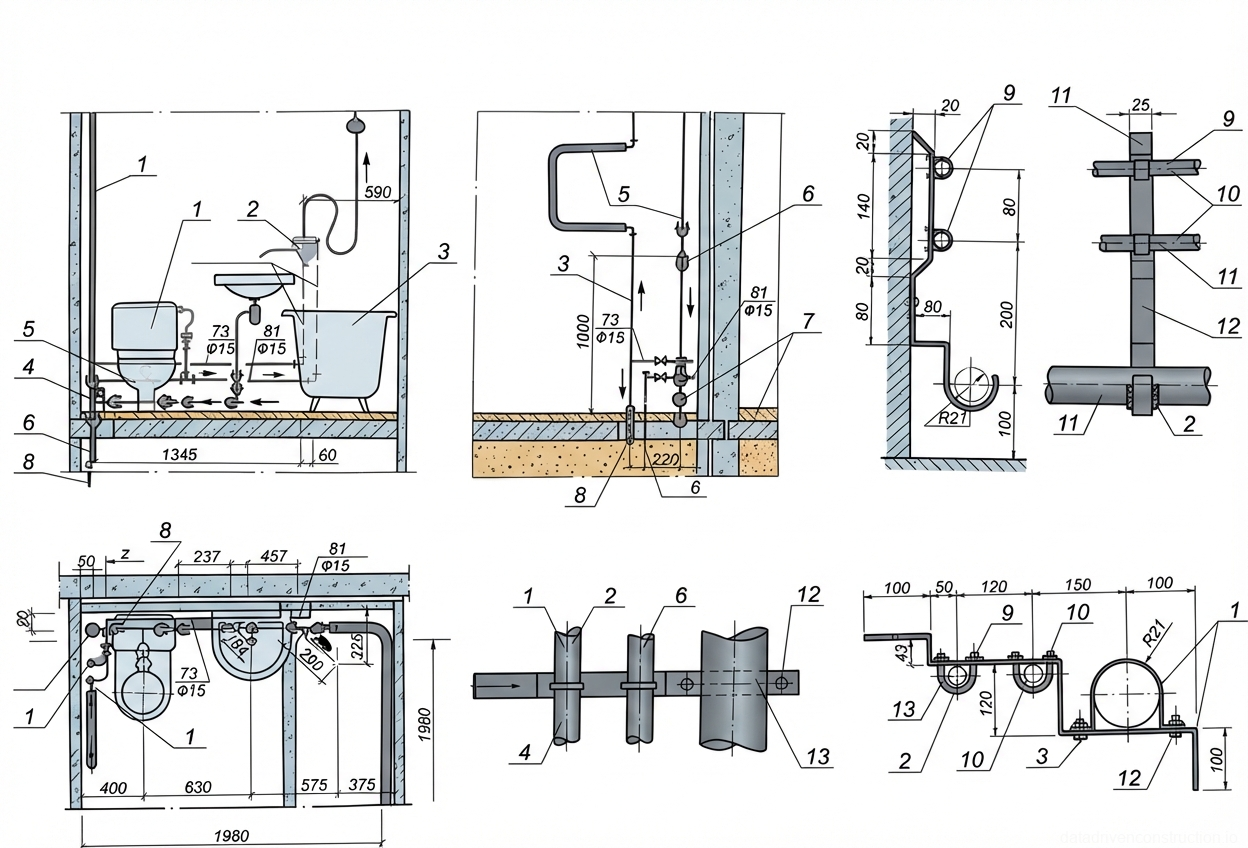
2. Marcado e instalación de estructuras de soporte y fijación
El tendido de las tuberías comienza con el marcado detallado de los puntos de instalación de los medios de fijación, teniendo en cuenta las pendientes de proyecto y las dimensiones del aislamiento térmico. El método de fijación de las ménsulas depende directamente del material de las estructuras de construcción. En muros de hormigón armado monolítico o ladrillo macizo, la fijación se realiza mediante pistolas de montaje accionadas por pólvora (fijación con clavos de acero) o mediante la perforación de orificios con martillo percutor y la posterior instalación de anclajes de cuña. Para estructuras de hormigón celular, bloques de espuma o paneles de yeso, se utiliza exclusivamente el método de perforación manual con la instalación de tacos especiales o anclajes químicos.
Durante el trazado de las líneas principales, montantes y derivaciones, la desviación de las tuberías verticales respecto a su eje de proyecto no debe superar los 2 mm por cada metro de longitud. Esta tolerancia es de vital importancia para el correcto funcionamiento de los compensadores y la prevención de los golpes de ariete. El ensamblaje de las tuberías puede llevarse a cabo a partir de bloques espaciales premontados, unidades o piezas individuales. La soldadura de los tramos de acero (de acuerdo con las normas ISO 17660 o equivalentes) se realiza con una fijación previa de los elementos mediante puntos de soldadura.
En los puntos de paso de las tuberías a través de muros de carga, tabiques y forjados entre plantas, es obligatoria la instalación de pasamuros (manguitos de protección) de acero o poliméricos. El diámetro interior del pasamuros debe superar el diámetro exterior de la tubería (incluyendo el aislamiento) en una medida suficiente para permitir la libre dilatación térmica lineal. Las holguras entre la tubería y el pasamuros se rellenan con un material elástico incombustible que no impida el movimiento de la tubería.
- Paso 1: Marcado de los ejes de trazado de las tuberías y de los puntos de instalación de las abrazaderas y soportes según las pendientes de proyecto.
- Paso 2: Selección del método de fijación en función del material de la pared y montaje de los elementos de soporte.
- Paso 3: Instalación de los pasamuros de protección insertados en las estructuras de construcción (forjados y paredes).
- Paso 4: Montaje y fijación de los tramos de tubería en los soportes con posterior nivelación de su verticalidad (tolerancia de 2 mm/m).
3. Ensamblaje de uniones y sellado de juntas de tuberías
Para garantizar la durabilidad del sistema, es de vital importancia la correcta elección de los materiales de sellado. Para uniones roscadas con una temperatura del fluido circulante de hasta 105 °C (378 K), se utiliza cinta de material sellante fluoroplástico (PTFE) o la clásica estopada de lino para fontanería impregnada con minio de plomo o una pasta especial a base de aceite de linaza. Si la temperatura del medio supera los 105 °C, debe usarse cinta de PTFE de alta temperatura o hilos de grafito (el uso de materiales que contienen amianto está prohibido por las normas de seguridad modernas).
Las uniones bridadas están sujetas a estrictos requisitos mecánicos. Las cabezas de los tornillos de apriete deben situarse en un solo lado de la brida para garantizar un apriete uniforme. En los tramos verticales de las tuberías, las tuercas deben situarse obligatoriamente en la parte inferior, lo que facilita las tareas de revisión. La longitud de los tornillos se selecciona de manera que, una vez apretada la tuerca, los extremos de los tornillos no sobresalgan hacia el exterior más de 0,5 veces el diámetro del tornillo o un máximo de 3 pasos de rosca. Esto evita la corrosión del excedente de rosca y reduce el riesgo de accidentes.
Para el sellado de las bridas a temperaturas de hasta 130 °C se utilizan juntas de goma termorresistente (EPDM o NBR). Para temperaturas más altas se utilizan juntas de paronita libre de amianto (CNAF) de 2-3 mm de espesor o de PTFE puro. Queda terminantemente prohibido el uso de múltiples juntas en una misma unión (colocación en paquete) o la utilización de juntas biseladas (en cuña) para compensar la desalineación de las bridas. La junta no debe obstruir los orificios para los tornillos y debe estar centrada con precisión.
- Paso 1: Limpieza de las superficies roscadas o bridadas eliminando suciedad, grasa y óxido/cascarilla.
- Paso 2: Aplicación del material de sellado: enrollado de la cinta de PTFE o del lino con pasta selladora estrictamente en el sentido de la rosca.
- Paso 3: Centrado de las bridas e instalación de una única junta del grado de temperatura correspondiente.
- Paso 4: Apriete en cruz uniforme de los tornillos de la unión bridada (tuercas hacia abajo en los tramos verticales).
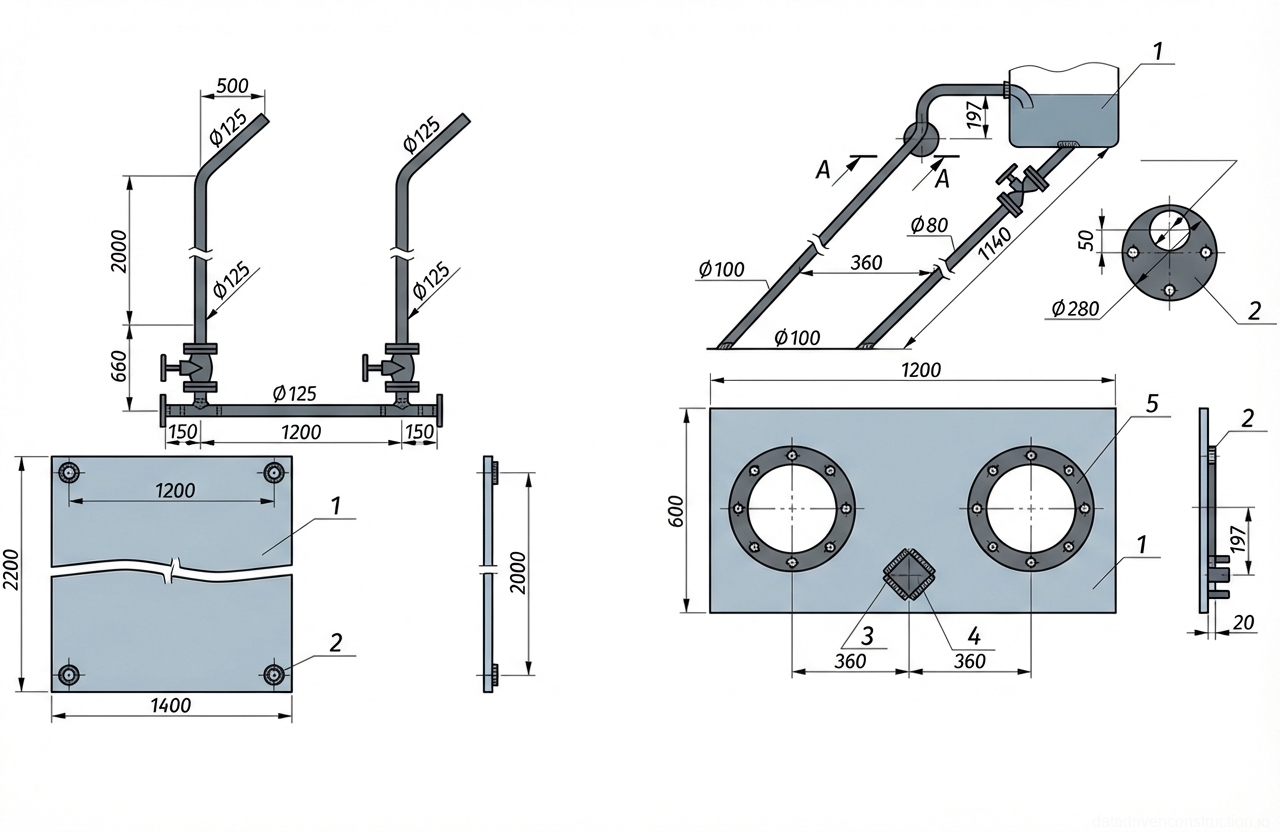
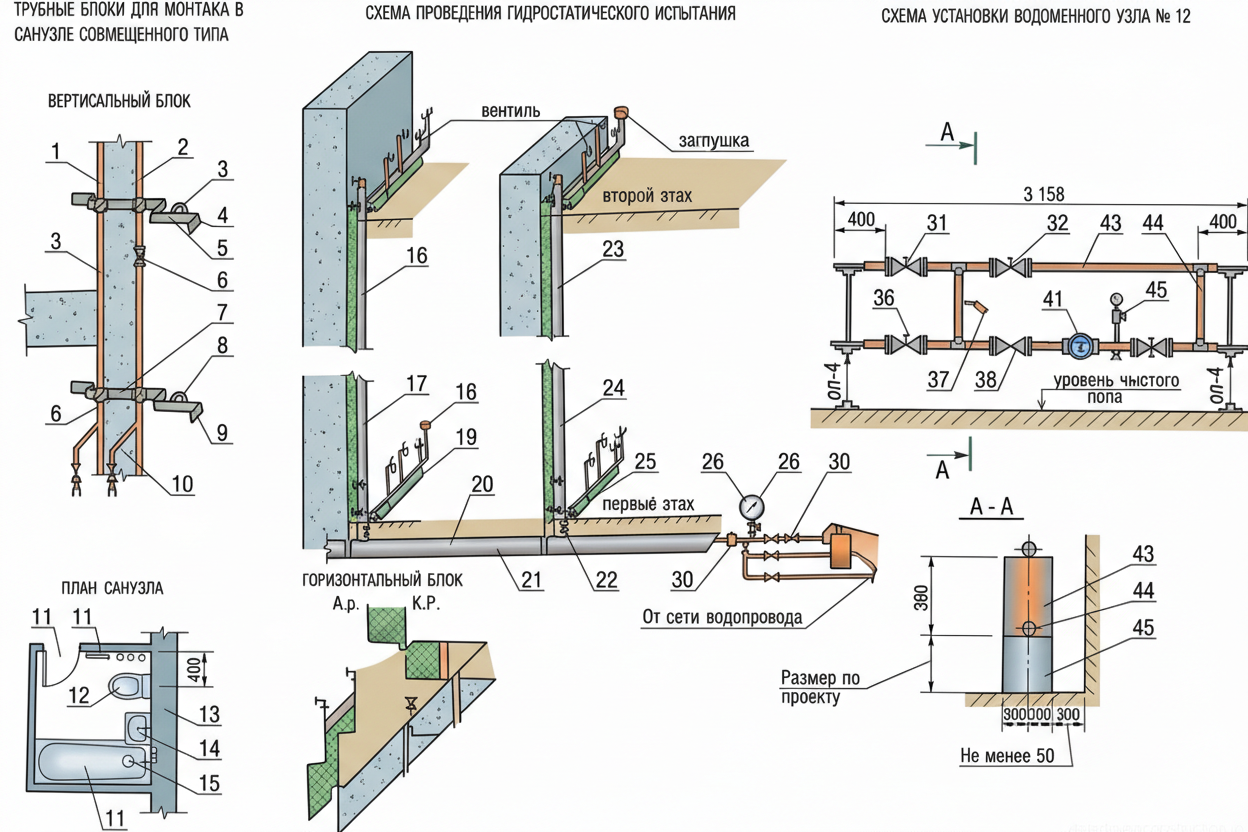
4. Instalación de baterías de contadores de agua, valvulería sanitaria y contra incendios
La instalación de baterías de contadores de agua es una operación de gran responsabilidad que a menudo requiere el uso de equipos de elevación. El proceso incluye el marcado y la instalación de soportes o ménsulas de acero de gran resistencia. Cuando la unidad tiene un peso considerable (contadores industriales), se realiza el eslingado con eslingas de cable de acero con capacidad de carga a partir de 1,6 t, se eleva con medios mecánicos, se alinea con precisión en los soportes y se fija con abrazaderas. Tras desenganchar las eslingas, la unidad se suelda o se atornilla mediante bridas a la tubería principal. Es obligatorio instalar filtros de desbaste (filtros en Y), válvulas de retención y válvulas de corte antes y después del contador.
La instalación de la valvulería de toma de agua para usos sanitarios (grifos monomando, griferías, cabinas de ducha, radiadores toalleros) se lleva a cabo tras la finalización de los acabados de los espacios. Los grifos de pared para bañeras y lavabos se conectan mediante excéntricas, lo que permite compensar pequeños errores en la distancia entre ejes de las tomas de agua. Los caños, los latiguillos flexibles y las barras de ducha se instalan utilizando juntas planas de goma y tuercas de unión sin recurrir a herramientas abrasivas que puedan dañar el acabado cromado.
El montaje de los equipos para los sistemas de extinción de incendios incluye el ensamblaje de las mangueras contra incendios. Se efectúa una conexión roscada segura de la manguera y la lanza manual contra incendios verificando la estanqueidad de los sellados. Tras el montaje, la manguera se enrolla en doble pliegue (en anillo) y se coloca cuidadosamente en la devanadera o soporte del armario contra incendios (BIE) junto con los extintores. La instalación de las cisternas del inodoro requiere un ajuste preciso de la válvula de flotador, fijada con una contratuerca, y el ajuste de la varilla del mecanismo de descarga para evitar fugas incontroladas.
- Paso 1: Marcado e instalación de ménsulas de carga para unidades de contadores de agua de grandes dimensiones.
- Paso 2: Eslingado, elevación y fijación mediante bridas o soldadura de la batería de contadores en su posición de proyecto.
- Paso 3: Conexión de griferías de pared mediante excéntricas apretando las tuercas de unión sobre las juntas elásticas.
- Paso 4: Montaje de las bocas de incendio (BIE): acoplamiento de la lanza a la manguera, enrollado en doble pliegue y colocación en el armario.
5. Pruebas hidrostáticas y manométricas de tuberías de acero
La prueba de los sistemas de abastecimiento de agua de acero puede realizarse mediante métodos hidrostáticos (con agua) o manométricos (con aire comprimido). Antes del inicio de la prueba hidrostática se realiza una inspección visual, se instalan tapones ciegos en todas las derivaciones hacia los aparatos y se instalan purgadores de aire en los puntos más altos del sistema. Se llena el sistema de agua y, a continuación, mediante una bomba de prueba manual o eléctrica, se genera una presión de prueba que debe ser igual a 1,5 veces la presión de trabajo.
El sistema se considera apto tras la prueba hidrostática si, durante 10 minutos sometido a la presión de prueba, el manómetro no registra una caída de presión superior a 0,05 MPa. Durante este periodo de mantenimiento de presión, se lleva a cabo una inspección visual de todas las uniones soldadas, roscadas y bridadas. Si se detectan gotas, condensación o fugas, la prueba se detiene, las zonas defectuosas se marcan con tiza, la presión se reduce a nivel atmosférico y, posteriormente, se subsana el defecto antes de volver a realizar la prueba de presión.
El método manométrico se utiliza en condiciones invernales o cuando hay escasez de agua. En la primera fase, el sistema se llena de aire hasta alcanzar una presión de prueba de 0,15 MPa. Se detectan defectos importantes de montaje de forma auditiva. A continuación, se reduce la presión y se corrigen los defectos. Luego se realiza un llenado secundario hasta alcanzar 0,1 MPa de presión. A todas las uniones de montaje se les aplica una emulsión jabonosa espesa. Criterio de éxito: la caída de presión a lo largo de 5 minutos no debe superar los 0,01 MPa (0,1 kgf/cm²). Tras superar satisfactoriamente las pruebas, se libera la presión y se desmontan los tapones.
- Paso 1: Sellado del sistema (tapones ciegos) e instalación de purgadores de aire en los puntos más altos de la red.
- Paso 2: Conexión del equipo de prueba de presión con manómetro calibrado y aumento gradual de la presión hasta 1,5 veces la de trabajo.
- Paso 3: Mantenimiento bajo presión durante 10 minutos (prueba hidrostática) con una caída permitida no superior a 0,05 MPa.
- Paso 4: Recorrido e inspección visual (o aplicación de solución jabonosa en el test manométrico) de todas las uniones, marcado de defectos.
6. Especificidades de las pruebas en sistemas de abastecimiento de agua poliméricos
Las pruebas hidrostáticas de las tuberías de plástico (PE, PP-R, PEX) presentan diferencias significativas debido a las propiedades físico-mecánicas de los polímeros (alto coeficiente de dilatación y plasticidad). El valor de la presión de prueba se adopta en función de la clase de servicio del tubo (SDR): para tubos pesados (T/PN20/PN25) es de 1,5 MPa (15 bar); para tubos de tipo medio (C) es de 0,9 MPa; para los de tipo medio-ligero (SL) es de 0,6 MPa; para los de tipo ligero (L) es de 0,38 MPa.
El procedimiento de la prueba de presión de las tuberías de plástico requiere una fase de estabilización obligatoria. Tras rellenar el sistema completamente con agua y purgar el aire, la tubería se mantiene bajo la presión inicial de prueba durante al menos 30 minutos sin realizar mediciones. Durante este periodo, se produce la dilatación de la pared del polímero y la presión disminuye de forma natural; debe bombearse periódicamente hasta alcanzar el valor estipulado.
Solo después de finalizar la fase de relajación del material comienza la medición de control. Durante todo el periodo de inspección (no menos de 10-15 minutos dependiendo del volumen del sistema), la desviación de la presión respecto al nivel establecido no debe superar los 0,05 MPa (0,5 bar). Se considerará que las tuberías han superado las pruebas con éxito si el manómetro confirma la retención de la presión dentro de la tolerancia y la inspección visual de los accesorios termosoldados y las uniones mecánicas de compresión no revela presencia de humedad.
- Paso 1: Llenado del sistema polimérico con agua y purga del aire (peligro de golpe de ariete neumático).
- Paso 2: Elevación de la presión a la normativa estipulada para el tipo de tubo dado (1,5 MPa para el tipo pesado).
- Paso 3: Fase de estabilización: mantenimiento durante al menos 30 minutos con bombeo periódico para compensar la dilatación de los tubos.
- Paso 4: Medición de control: registro de la caída de presión (no más de 0,05 MPa) e inspección visual de la estanqueidad de las uniones.
7. Control de calidad y criterios de aceptación de los trabajos
El sistema de gestión de la calidad incluye el control de entrada, operativo y de aceptación. En la fase de control de entrada, el capataz o encargado verifica la disponibilidad de los certificados de conformidad (ISO, DIN o normativas locales aplicables) de los tubos, valvulería y juntas, además de realizar un rechazo visual de las piezas que presenten daños mecánicos, coquillas o rebabas en la rosca. Queda prohibido el uso de elementos con revestimientos de fábrica dañados.
El control operativo se lleva a cabo continuamente durante el transcurso del trabajo. Con el uso de herramientas (metro plegable, nivel láser, plomada) se comprueban las pendientes de los trazados principales, la alineación de los tramos y las holguras entre las tuberías y los elementos estructurales. Se supervisa estrictamente la verticalidad de las columnas montantes (desviación máxima de 2 mm por cada 1 m de longitud). Durante la soldadura de piezas de acero, se evalúa visualmente la calidad de las costuras; no deben presentar grietas, poros, socavaciones, cráteres no soldados ni quemaduras de metal.
El control de aceptación incluye la evaluación de las actas de obra oculta (para el sellado de pasamuros, aislamientos en recrecidos) y las actas de las pruebas hidráulicas o manométricas de estanqueidad. La etapa final antes de entregar la obra para su uso es el lavado del sistema de la red de agua de consumo doméstico, fluyendo agua hasta que salga sin impurezas mecánicas. Tras el lavado, un representante del servicio de control sanitario y epidemiológico toma muestras para su análisis en laboratorio, cuyos resultados sirven de base para la firma del certificado de calidad del agua.
- Paso 1: Control de entrada: verificación de fichas técnicas, certificados y geometría del material de las tuberías.
- Paso 2: Control operativo de la soldadura: inspección de las costuras verificando la ausencia de coquillas, socavaciones o faltas de penetración.
- Paso 3: Control métrico de las pendientes y verticalidad de los montantes (mediante plomada, nivel de burbuja, nivel láser).
- Paso 4: Análisis de laboratorio de la calidad del agua tras el lavado final del sistema antes de su puesta en servicio.