Ficha de Procedimento: Montagem de Sistemas Internos de Abastecimento de Água em Edifícios Residenciais e Públicos
Materiais
- Tubagens e acessórios (aço VGP, poliméricos PE-RT/PEX/PP-R) nos diâmetros de projeto (de DN15 a DN70)
- Fita de material de vedação de fluoroplástico (PTFE/Teflon)
- Estopa de linho sanitário e pasta vedante
- Juntas de borracha termorresistente (EPDM) e papelão hidráulico sem amianto (CNAF) com 2 a 3 mm de espessura
- Mangas de proteção de aço para atravessamento de lajes e selante elástico não combustível
- Pregos com bucha para pistola a pólvora e ancoragens de cunha/químicas para betão
- Válvulas de corte e distribuição de água (válvulas de esfera, misturadoras de parede e de bancada, toalheiros aquecidos, válvulas de descarga/autoclismos)
Equipamentos
- Bomba de ensaio hidráulico manual ou elétrica com manómetro calibrado (até 2,5 MPa)
- Compressor pneumático para teste de pressão com manómetro de precisão (escala de 0,01 MPa)
- Transformador de soldadura (corrente até 500 A) e conjunto de cabos com secção de 50 mm²
- Aparelho de soldadura por polifusão ou topo a topo para tubos de polímero (máquina de termofusão)
- Pistola de fixação a pólvora para montagem de suportes
- Berbequim percutor elétrico / máquina de perfuração com conjunto de brocas de carboneto de tungsténio (6 a 22 mm)
- Rebarbadora angular e corta-tubos
- Conjunto de chaves de tubos (para gás) e chaves de bocas de dupla face (de 10x14 a 24x30 mm)
1. Trabalhos Preparatórios e Requisitos de Prontidão da Obra
Antes do início da montagem dos sistemas de abastecimento de água internos, a obra deve cumprir vários critérios rigorosos. Os trabalhos de montagem das lajes intermédias, paredes estruturais e divisórias devem estar totalmente concluídos, bem como as fundações e áreas de montagem preparadas. Em todas as divisões, deve ser marcada nas paredes uma cota de referência unificada, excedendo a cota de projeto do piso acabado em exatamente 500 mm. Esta marca serve como referência principal para o traçado das tubagens e instalação dos aparelhos hidrossanitários. É obrigatória a preparação de todas as aberturas tecnológicas, roços e nichos nas paredes e lajes, bem como o reboco das paredes nas zonas de passagem das tubagens.
Presta-se especial atenção ao regime térmico. Durante o inverno ou em caso de temperaturas exteriores negativas, todos os vãos das janelas devem ter vidros e as entradas devem ser isoladas. Na montagem de tubagens de materiais poliméricos (por exemplo, PE-RT, PEX, PP-R), aplica-se uma regra crítica: os tubos e acessórios entregues na obra devem repousar a uma temperatura ambiente positiva durante pelo menos 2 horas antes do início da soldadura ou montagem, para aliviar as tensões térmicas internas. A montagem de tubos de plástico só é permitida após a conclusão de todos os trabalhos de soldadura a arco e a gás nos troços da rede em aço.
A coordenação dos trabalhos exige a garantia de livre acesso aos locais de montagem e a organização de iluminação artificial temporária, suficiente para o controlo visual das costuras de soldadura. É também necessário prever pontos seguros de ligação para ferramentas elétricas e transformadores de soldadura, preparar equipamentos de acesso em altura e acordar com o empreiteiro geral a utilização de mecanismos de elevação para a movimentação de nós de contadores de água de grandes dimensões.
- Passo 1: Verificação da prontidão das estruturas de construção, presença de roços, nichos tecnológicos e aberturas para a passagem de tubos.
- Passo 2: Marcação e nivelamento a laser da linha de controlo auxiliar (+500 mm do nível do piso acabado) em todas as divisões.
- Passo 3: Garantia do isolamento térmico do edifício (no caso de trabalhos no inverno) e organização do armazenamento dos tubos poliméricos numa zona aquecida durante pelo menos 2 horas.
- Passo 4: Conclusão de todos os trabalhos a quente (soldadura a arco e a gás) na zona de passagem das tubagens poliméricas.
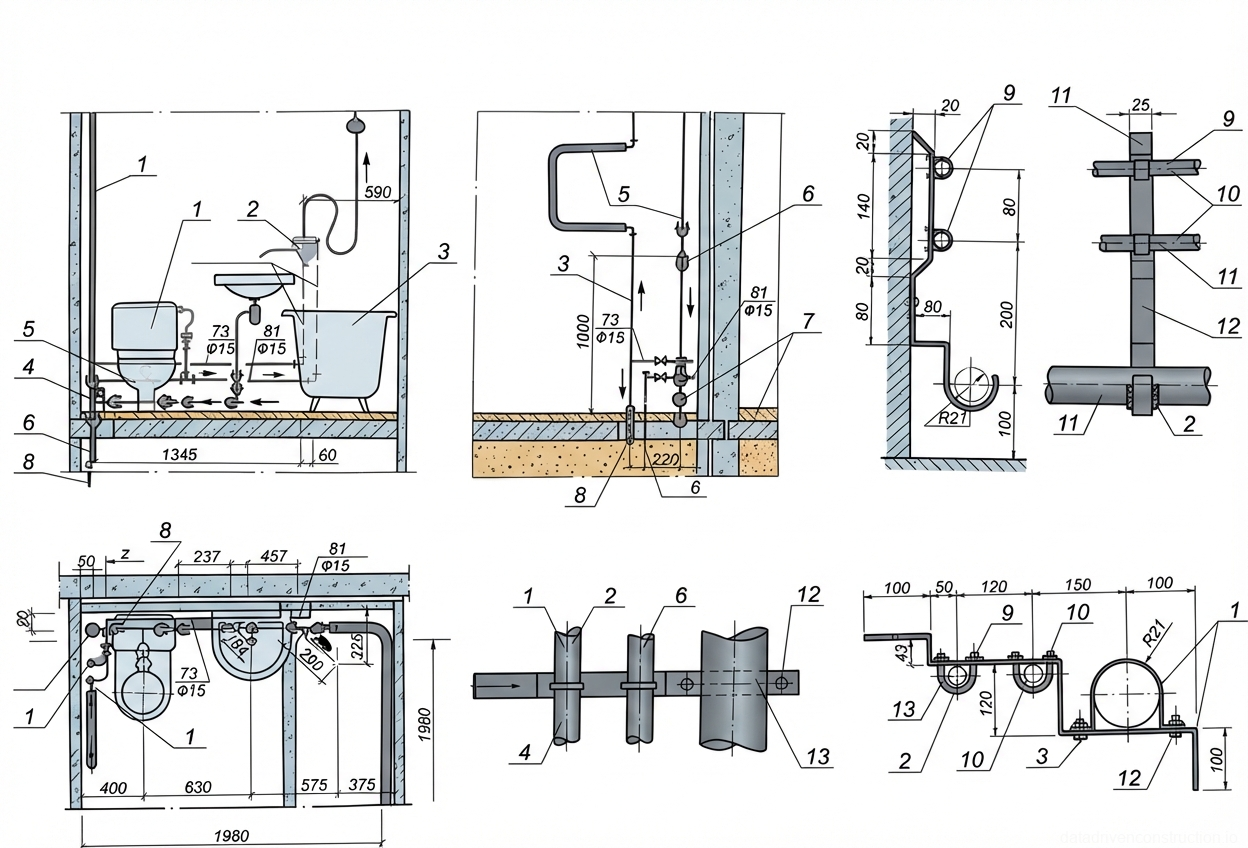
2. Marcação e Montagem das Estruturas de Suporte e Fixação
O traçado das tubagens começa com a marcação detalhada dos locais de instalação dos meios de fixação, tendo em conta as inclinações de projeto e as dimensões do isolamento térmico. O método de fixação dos suportes depende diretamente do material das estruturas de construção. Em paredes de betão armado monolítico ou tijolo maciço, a fixação realiza-se utilizando pistolas de fixação a pólvora (fixação por pregos) ou através de perfuração com berbequim percutor e posterior instalação de ancoragens de cunha. Para estruturas de betão celular, blocos de espuma ou placas de gesso, aplica-se exclusivamente o método de perfuração manual com a instalação de buchas especializadas ou ancoragens químicas.
Durante o traçado das condutas principais, prumadas e ramais de ligação, o desvio das tubagens verticais em relação ao eixo de projeto não deve exceder 2 mm por 1 metro de comprimento. Esta tolerância é criticamente importante para o funcionamento correto dos compensadores e para a prevenção de golpes de ariete. A montagem das tubagens pode ser realizada a partir de blocos espaciais pré-montados maiores, nós ou peças individuais. A soldadura dos troços de aço (de acordo com as normas ISO 17660 ou equivalentes) é realizada com a fixação prévia dos elementos por pontos de soldadura elétrica.
Nos locais de passagem das tubagens através de paredes estruturais, divisórias e lajes de piso, instalam-se obrigatoriamente mangas de proteção (passamuros) de aço ou polímero. O diâmetro interno da manga deve exceder o diâmetro externo do tubo (incluindo o isolamento) num valor suficiente para a livre expansão térmica linear. As folgas entre o tubo e a manga são preenchidas com um material elástico não combustível que não impeça o movimento do tubo.
- Passo 1: Marcação dos eixos de passagem das tubagens e dos pontos de instalação de abraçadeiras e consolas de acordo com as inclinações de projeto.
- Passo 2: Seleção do método de fixação em função do material da parede e instalação dos elementos de suporte.
- Passo 3: Instalação de mangas de proteção embebidas nas estruturas de construção (lajes e paredes).
- Passo 4: Montagem e fixação das linhas de tubagem nos suportes com posterior verificação da verticalidade (tolerância de 2 mm/m).
3. Montagem das Ligações e Vedação das Juntas das Tubagens
Para garantir a durabilidade do sistema, a escolha correta dos materiais de vedação é de importância crítica. Para as ligações roscadas, quando a temperatura do fluido transportado atinge até 105 °C, aplica-se fita de material de vedação de fluoroplástico (PTFE) ou estopa de linho sanitário clássica, impregnada com mínio de chumbo ou pasta selante especial à base de óleo de linhaça. Se a temperatura do fluido exceder 105 °C, é necessário utilizar fita de fluoroplástico de alta temperatura ou fios de grafite (a utilização de materiais contendo amianto é proibida pelas normas de segurança modernas).
Às juntas flangeadas são impostos requisitos mecânicos rigorosos. As cabeças dos parafusos devem situar-se num dos lados do nó flangeado para garantir um aperto uniforme. Nos troços verticais das tubagens, as porcas devem obrigatoriamente localizar-se na parte inferior, o que facilita a inspeção. O comprimento dos parafusos é selecionado de modo a que, após o aperto da porca, as extremidades dos parafusos não sobressaiam mais de 0,5 do diâmetro do parafuso, ou um máximo de 3 passos de rosca. Isso previne a corrosão da rosca excedente e reduz o risco de acidentes.
Para a vedação de flanges a temperaturas até 130 °C, utilizam-se juntas de borracha termorresistente (EPDM ou NBR). A temperaturas mais elevadas, utilizam-se juntas de papelão hidráulico sem amianto (CNAF) com uma espessura de 2 a 3 mm ou de fluoroplástico puro. É categoricamente proibida a utilização de múltiplas juntas na mesma união (sobreposição em pacote) ou a utilização de juntas biseladas (em cunha) para compensar o desalinhamento dos flanges. A junta não deve tapar os orifícios dos parafusos e deve estar perfeitamente centrada.
- Passo 1: Limpeza das superfícies roscadas ou flangeadas para remover sujidade, óleo e carepa.
- Passo 2: Aplicação do vedante: enrolamento de fita PTFE ou linho com pasta vedante estritamente na direção da rosca.
- Passo 3: Centragem das flanges e instalação de uma única junta da classe de temperatura apropriada.
- Passo 4: Aperto cruzado e uniforme dos parafusos da ligação flangeada (porcas viradas para baixo nos troços verticais).
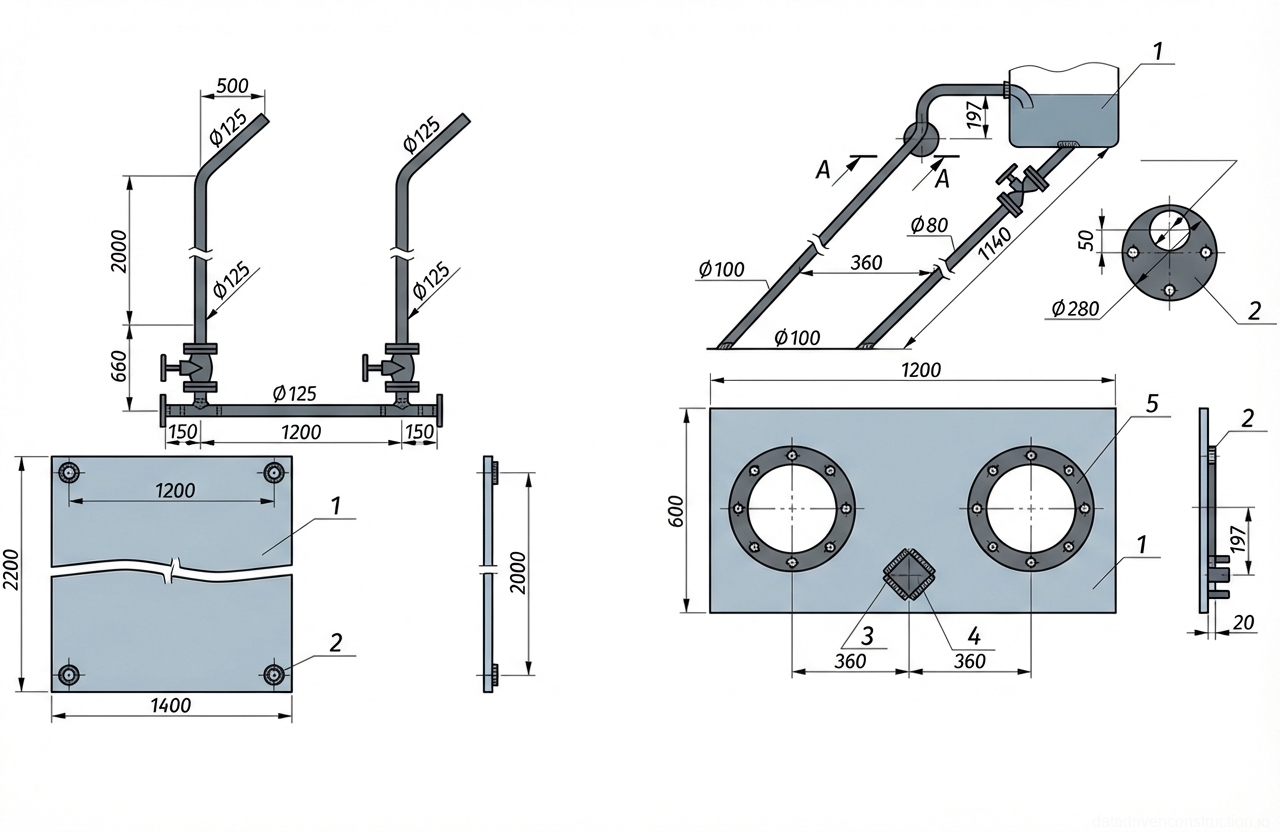
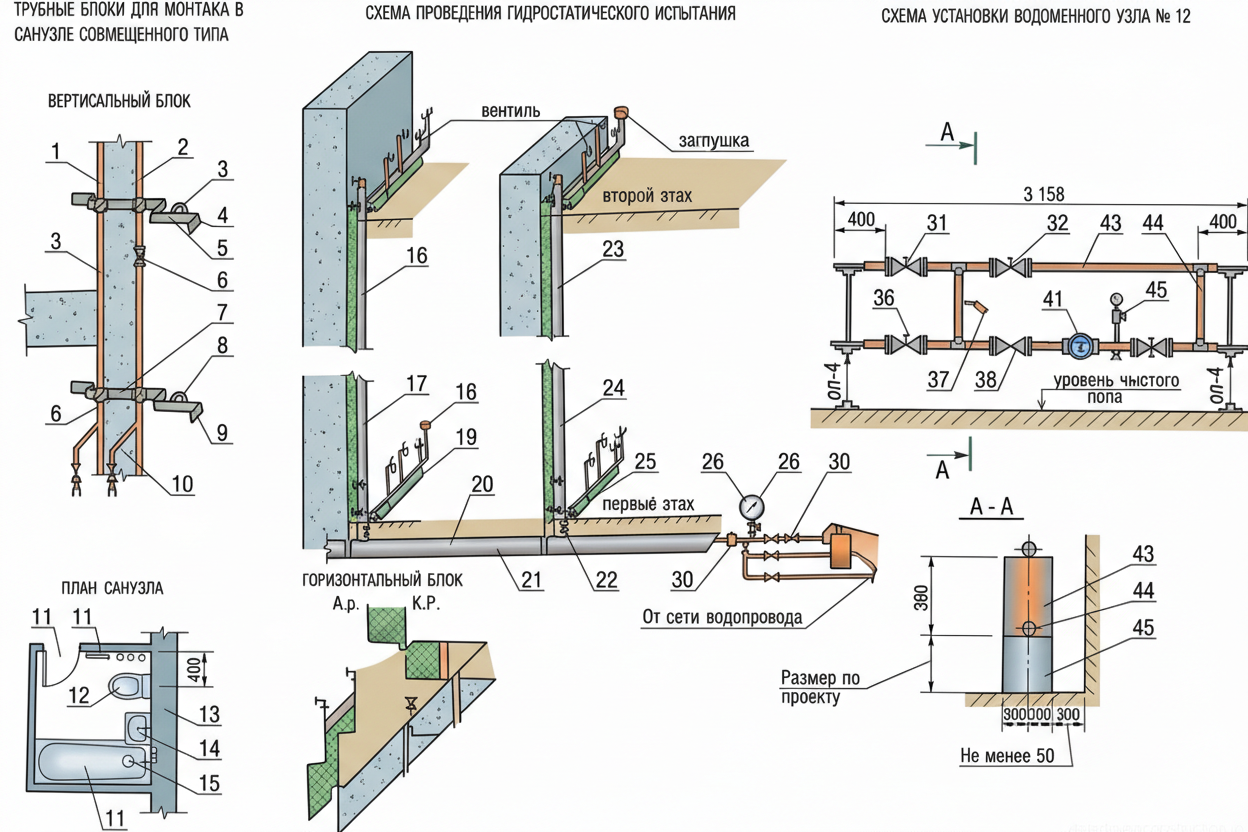
4. Montagem de Nós de Contadores de Água, Válvulas Sanitárias e de Incêndio
A montagem dos nós de contadores de água é uma operação de grande responsabilidade, que muitas vezes exige o uso de equipamentos de elevação. O processo inclui a marcação e instalação de suportes robustos em aço ou consolas. No caso de um peso considerável do nó (contadores de água industriais), realiza-se a amarração com lingas de cabo de aço com capacidade de carga a partir de 1,6 t, elevação por mecanismos, nivelamento preciso nos suportes e fixação com abraçadeiras. Após a remoção das lingas, o nó é soldado ou fixado por flanges à conduta principal. É obrigatória a montagem de filtros de impurezas, válvulas de retenção e válvulas de corte antes e depois do contador.
A instalação de armaduras hidrossanitárias (misturadoras, torneiras, cabines de duche, toalheiros aquecidos) é realizada após os acabamentos dos espaços. As misturadoras de parede para banheiras e lavatórios são ligadas através de excêntricos, o que permite nivelar pequenas imprecisões na distância entre eixos das tomadas de água. Bicas, bichas flexíveis e rampas de duche são montadas utilizando juntas de borracha planas e porcas de capa sem a utilização de ferramentas abrasivas, que poderiam danificar o revestimento cromado.
A montagem dos sistemas de combate a incêndio inclui a montagem de mangueiras de incêndio. Executa-se uma ligação roscada segura do acoplamento da mangueira à agulheta manual, verificando a estanqueidade das juntas. Após a montagem, a mangueira de incêndio é enrolada num rolo duplo (em anel) e colocada cuidadosamente no suporte do armário de incêndio juntamente com os extintores. A instalação de autoclismos exige uma regulação precisa da válvula de boia, fixada com uma contraporca, e o ajuste da haste do mecanismo de descarga para evitar fugas descontroladas.
- Passo 1: Marcação e instalação de consolas reforçadas para o nó do contador de água de grandes dimensões.
- Passo 2: Amarração, elevação e fixação por flange/soldadura do nó do contador de água na posição de projeto.
- Passo 3: Ligação de misturadoras de parede através de excêntricos com o aperto das porcas de capa sobre as juntas elásticas.
- Passo 4: Montagem das bocas de incêndio: ligação da agulheta à mangueira, enrolamento em rolo duplo no armário de incêndio.
5. Ensaios Hidrostáticos e Manométricos de Tubagens de Aço
O ensaio de sistemas de abastecimento de água em aço pode ser realizado pelos métodos hidrostático (com água) ou manométrico (com ar comprimido). Antes do início do ensaio hidrostático, realiza-se uma inspeção visual, instalam-se tampões cegos em todas as ligações aos aparelhos e, nos pontos mais altos do sistema, montam-se válvulas de purga de ar (purgadores). O sistema é enchido com água e, em seguida, utilizando uma bomba de teste hidrostático manual ou elétrica, cria-se uma pressão de teste excedente, equivalente a 1,5 vezes a pressão de serviço.
O sistema é considerado aprovado no ensaio hidrostático se, ao fim de 10 minutos sob a pressão de teste, o manómetro não registar uma queda de pressão superior a 0,05 MPa. Durante o tempo de espera, é feita uma inspeção visual a todas as ligações soldadas, roscadas e flangeadas. Caso sejam detetadas gotas, condensação ou fugas, o ensaio é interrompido, os locais com defeito são marcados com giz, a pressão é reduzida para a pressão atmosférica e, em seguida, efetua-se a correção das falhas e um novo ensaio de pressão.
O método manométrico é aplicado em condições de inverno ou em caso de escassez de água. Numa primeira fase, o sistema é enchido com ar até a uma pressão de teste excedente de 0,15 MPa. Os defeitos graves de montagem são detetados pelo som. Depois, a pressão é reduzida e os defeitos são eliminados. Após isso, realiza-se um segundo enchimento até à pressão de 0,1 MPa. Todas as juntas de montagem são ensaboadas com uma emulsão espessa de sabão. Critério de aprovação: a queda de pressão durante 5 minutos não deve ser superior a 0,01 MPa (0,1 kgf/cm²). Após a aprovação nos ensaios, a pressão é libertada e os tampões são removidos.
- Passo 1: Selagem do sistema (tampões) e instalação de purgadores de ar nos pontos mais altos da rede.
- Passo 2: Ligação do equipamento de teste com manómetro calibrado e aumento suave da pressão para 1,5 vezes a pressão de serviço.
- Passo 3: Manutenção sob pressão durante 10 minutos (ensaio hidrostático) com uma queda de pressão admissível não superior a 0,05 MPa.
- Passo 4: Percorrer e inspecionar visualmente (ou aplicação de espuma de sabão no ensaio manométrico) todas as ligações, marcando os defeitos.
6. Especificidade dos Ensaios em Sistemas de Abastecimento de Água Poliméricos
Os ensaios hidrostáticos de tubagens de tubos plásticos (PE, PP-R, PEX) apresentam diferenças significativas devido às propriedades físico-mecânicas dos polímeros (elevado coeficiente de expansão e plasticidade). O valor da pressão de teste excedente é definido consoante a classe de operação do tubo (SDR): para tubos de tipo pesado (T/PN20/PN25) – 1,5 MPa (15 bar); para tubos de tipo médio (C) – 0,9 MPa; para o tipo médio-leve (SL) – 0,6 MPa; para o tipo leve (L) – 0,38 MPa.
O procedimento de teste de pressão em tubos de plástico requer uma fase obrigatória de estabilização. Após o enchimento total do sistema com água e a purga do ar, a tubagem é mantida sob a pressão de teste inicial durante pelo menos 30 minutos sem a realização de medições. Durante este período, ocorre a expansão da parede polimérica e a pressão cai naturalmente; é necessário voltar a bombear periodicamente até atingir o valor especificado.
Só após a conclusão da fase de relaxamento do material é que se inicia a medição de controlo. Durante todo o período de inspeção (pelo menos 10 a 15 minutos, dependendo do volume do sistema), o desvio da pressão do nível definido não deve exceder 0,05 MPa (0,5 bar). As tubagens são consideradas aprovadas no ensaio se o manómetro confirmar a manutenção da pressão dentro da tolerância, e a inspeção visual das uniões soldadas e das ligações mecânicas de compressão não revelar vestígios de humidade.
- Passo 1: Enchimento do sistema polimérico com água e remoção do ar (perigo de choque pneumático).
- Passo 2: Aumento da pressão para o valor normativo para o dado tipo de tubo (1,5 MPa para o tipo pesado).
- Passo 3: Fase de estabilização: manutenção de pelo menos 30 minutos com bombagem periódica para compensar a expansão dos tubos.
- Passo 4: Medição de controlo: registo da queda de pressão (não superior a 0,05 MPa) e controlo visual da estanqueidade das soldaduras.
7. Controlo de Qualidade e Critérios de Receção dos Trabalhos
O sistema de gestão da qualidade inclui controlo de entrada, controlo operacional e controlo de aceitação. Na fase de controlo de entrada, o encarregado ou diretor de obra verifica a existência de certificados de conformidade (ISO, DIN ou normas locais aplicáveis) para os tubos, válvulas e vedantes, efetuando também uma rejeição visual de produtos com danos mecânicos, cavidades ou rebarbas nas roscas. É proibida a utilização de elementos com o revestimento de fábrica danificado.
O controlo operacional realiza-se continuamente durante o processo de trabalho. Com instrumentos (metro articulado, nível a laser, fio de prumo), verificam-se as inclinações das condutas principais, o alinhamento dos troços e as folgas entre os tubos e as estruturas de construção. Controla-se rigorosamente a verticalidade das prumadas (desvio máximo de 2 mm por 1 m de comprimento). Durante a soldadura de nós de aço, a qualidade das costuras é avaliada visualmente — não devem ter fissuras, poros, mordeduras, crateras não soldadas ou metal queimado.
O controlo de aceitação inclui a avaliação dos autos de trabalhos ocultos (sobre a selagem de mangas, isolamento em betonilhas) e dos autos de ensaios hidráulicos ou manométricos de estanqueidade. A etapa final, antes de entregar a obra para exploração, é a lavagem do sistema de abastecimento de água potável com água até que o líquido saia sem impurezas mecânicas. Após a lavagem, o representante dos serviços de saúde pública recolhe amostras para análise laboratorial, com base nos resultados da qual é assinado o auto de qualidade da água.
- Passo 1: Controlo de entrada: verificação das fichas técnicas, certificados e geometria das peças de tubagem.
- Passo 2: Controlo operacional da soldadura: inspeção das costuras para detetar a ausência de cavidades, mordeduras e faltas de penetração.
- Passo 3: Controlo de medição de inclinações e verticalidade das prumadas (fio de prumo, nível, nível a laser).
- Passo 4: Análise laboratorial da qualidade da água após a lavagem final do sistema antes da entrega para exploração.