البطاقة التكنولوجية: اللحام القوسي الآلي باستخدام سلك محشو بالصهور لأسياخ التسليح البارزة في القوالب النمطية
المواد
- سلك محشو بالصهور ذاتي الحماية / محمي بالغاز للحام الآلي (بقطر 2.6 - 3.0 مم، إجهاد خضوع المعدن المترسب ≥ 500 ميجا باسكال)
- إلكترودات لحام بطلاء قاعدي (نوع E7018 / Э50А، بقطر 4.0 مم)
- حبل ختم ليفي مقاوم للحرارة (درجة حرارة التشغيل حتى 1000 درجة مئوية)
- قوالب نمطية من الجرافيت أو النحاس (متوافقة مع أقطار 16-40 مم)
- أقلام مؤشر حراري (للتحكم في درجات الحرارة 200 درجة مئوية، 250 درجة مئوية، 600 درجة مئوية)
- أكسجين صناعي ومزيج بروبان-بيوتان للمعالجة بلهب الغاز
المعدات
- آلة لحام نصف آلية من الدرجة الصناعية مع آلية تغذية السلك (تيار يصل إلى 500 أمبير)
- مقوم لحام (مصدر تيار مستمر بخصائص جهد وتيار هابطة/صلبة، 500 أمبير)
- فرن تجفيف كهربائي محمول لتحميص مواد اللحام (تسخين حتى 400 درجة مئوية)
- مجموعة معدات للقطع والتسخين بالغاز (قواطع، مشاعل غاز، مخفضات ضغط، أسطوانات)
- جهاز كشف العيوب بالموجات فوق الصوتية مزود بمحولات طاقة زاوية (ПЭП) لفحص وصلات التسليح
- مشابك سريعة الفك ومرابط لولبية لتثبيت القوالب
- جلاخة زاوية (УШМ) بأقراص جلخ
1. مجال التطبيق والمتطلبات التنظيمية العامة
تُطبق هذه التكنولوجيا لإنشاء عُقد الاتصال الصلبة (جائز-عمود، عمود-عمود) في المباني الهيكلية متعددة الطوابق المصنوعة من الخرسانة المسلحة مسبقة الصنع. يجب أن تتوافق مقاومة خرسانة العناصر المتصلة مع فئات التصميم (C20/25 – C40/50 وفقاً للتصنيف الدولي). صُممت هذه التكنولوجيا للحام أسياخ التسليح البارزة المفردة والمزدوجة بأقطار تتراوح من 16 إلى 40 مم، مع إجهاد خضوع 400-500 ميجا باسكال (بما يتوافق مع الفئات B500B / Grade 60 أو صلب 35ГС/25Г2С).
يُسمح فقط للمهندسين ذوي التعليم المتخصص في مجال هندسة اللحام، والذين اجتازوا الاعتماد وفقاً لمتطلبات ISO 14731 أو المعايير المماثلة، بالإشراف على أعمال اللحام. ويُعهد بتنفيذ الوصلات مباشرة إلى لحامين يحملون شهادات تأهيل سارية المفعول تمنحهم الحق في تنفيذ اللحام الآلي تحت الفلکس أو بالسلك المحشو بالصهور.
قبل بدء الأعمال، يجب تزويد مستوى التركيب بالمعدات المُعايرة. يجب أن يكون مكان عمل اللحام محمياً بشكل موثوق من هطول الأمطار وحمل الرياح. عند العمل على ارتفاع يزيد عن 1.3 متر، يُلزم استخدام سقالات نمطية ذات أرضيات من مواد غير قابلة للاشتعال واستخدام أنظمة الحماية من السقوط.
- تزويد موقع العمل بالكوادر المؤهلة والمعدات المُعايرة.
- تركيب حواجز وأغطية في منطقة التركيب لحماية بركة اللحام من الرياح والأمطار.
- تجهيز منصات عمل آمنة على الارتفاعات باستخدام مواد غير قابلة للاشتعال.
2. تحضير ومحاذاة أسياخ التسليح البارزة
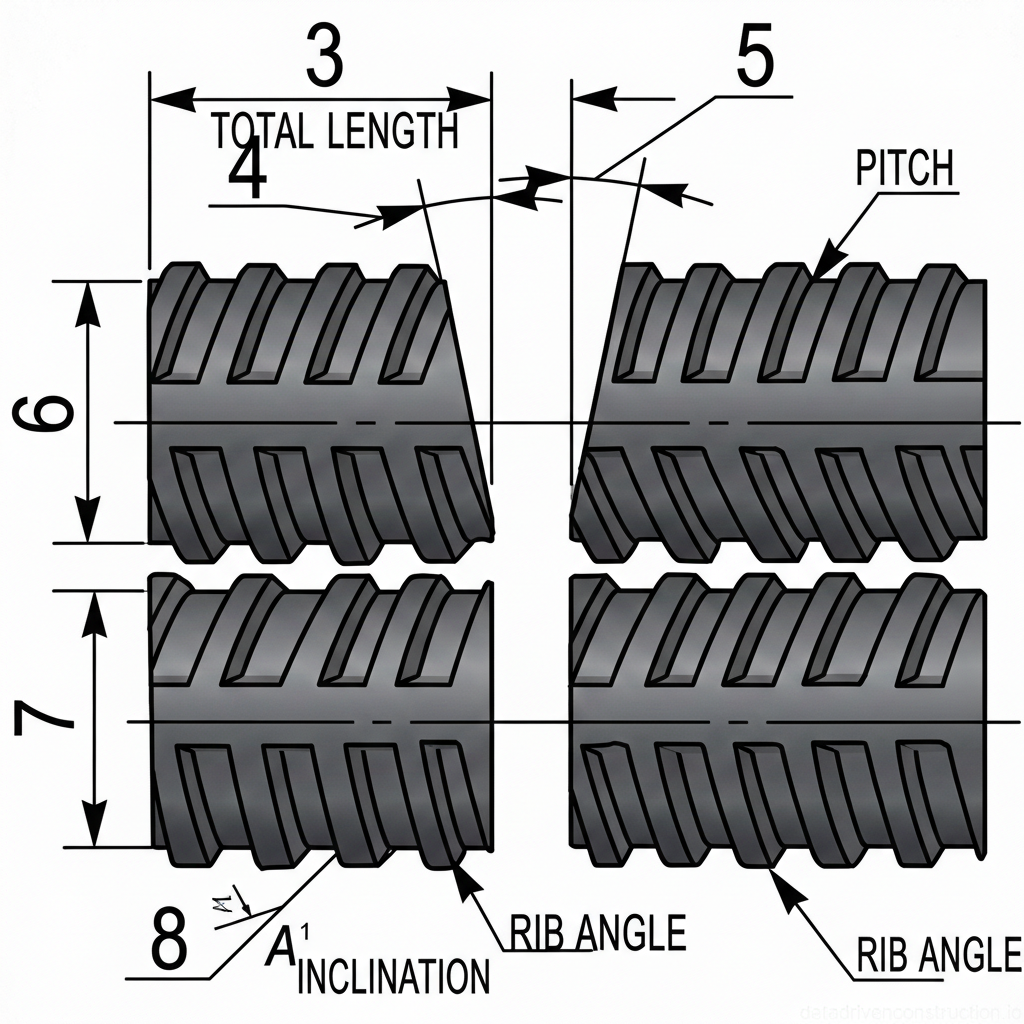
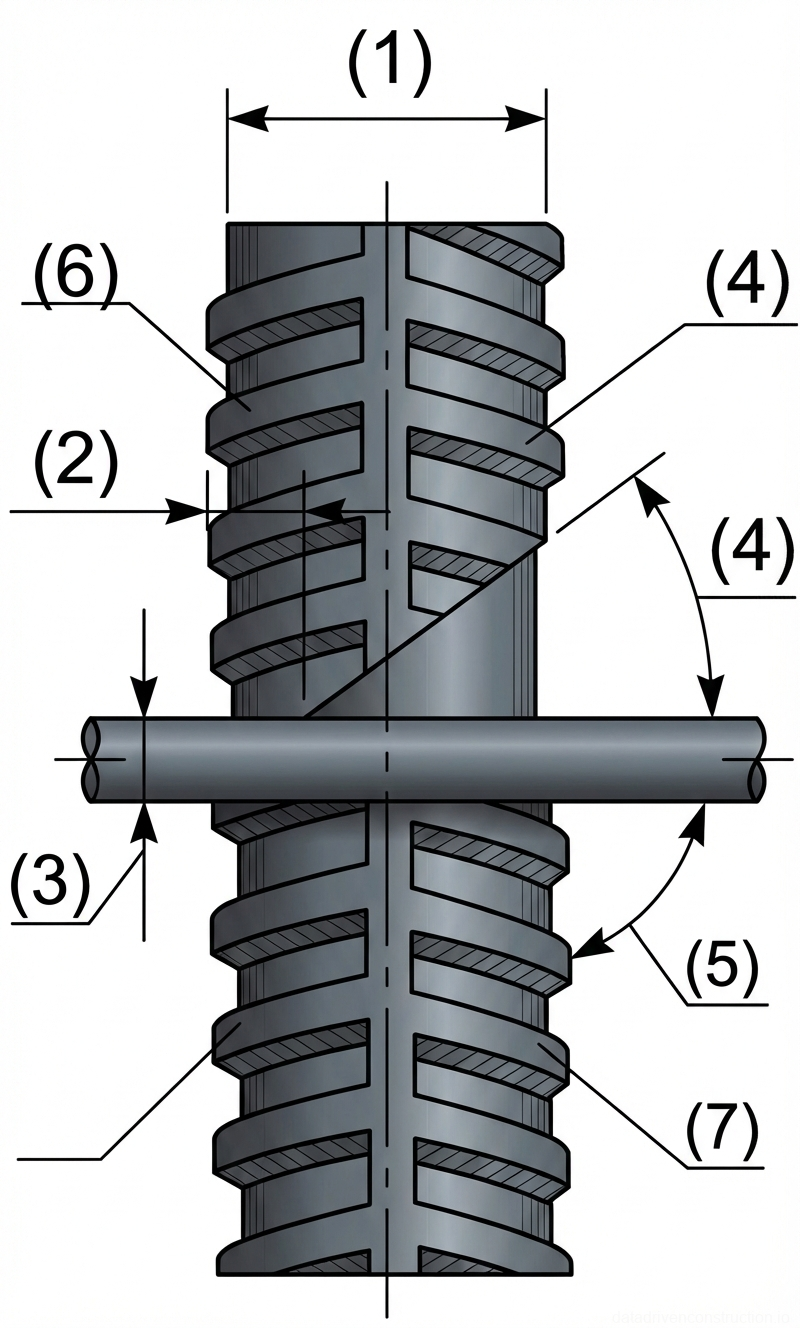
يجب أن تتطابق المعلمات الهندسية والترتيب المتبادل لأسياخ التسليح بشكل صارم مع المخططات التنفيذية. يبلغ التفاوت المسموح به في عدم المحاذاة للأسياخ بقطر 16-28 مم ما لا يزيد عن 15% من القطر الاسمي، وللأقطار 32-40 مم ما لا يزيد عن 10%. يجب ألا يتجاوز انحراف محاور الأسياخ المتصلة 3 درجات. يجب أن يكون الحد الأدنى للطول الصافي للسيخ البارز من جسم الخرسانة 150 مم.
تتم محاذاة الأسياخ إلى الوضع المتراصف عن طريق التقويم الحراري. يتم التسخين بواسطة شعلة غاز حتى درجة حرارة 600-800 درجة مئوية (لون كرزي داكن بصرياً). لتجنب التلف الحراري للخرسانة وفقدان خصائص متانتها (تفكك العجينة الأسمنتية)، يجب أن تقع منطقة التسخين على مسافة لا تقل عن 70 مم من حافة العنصر الخرساني.
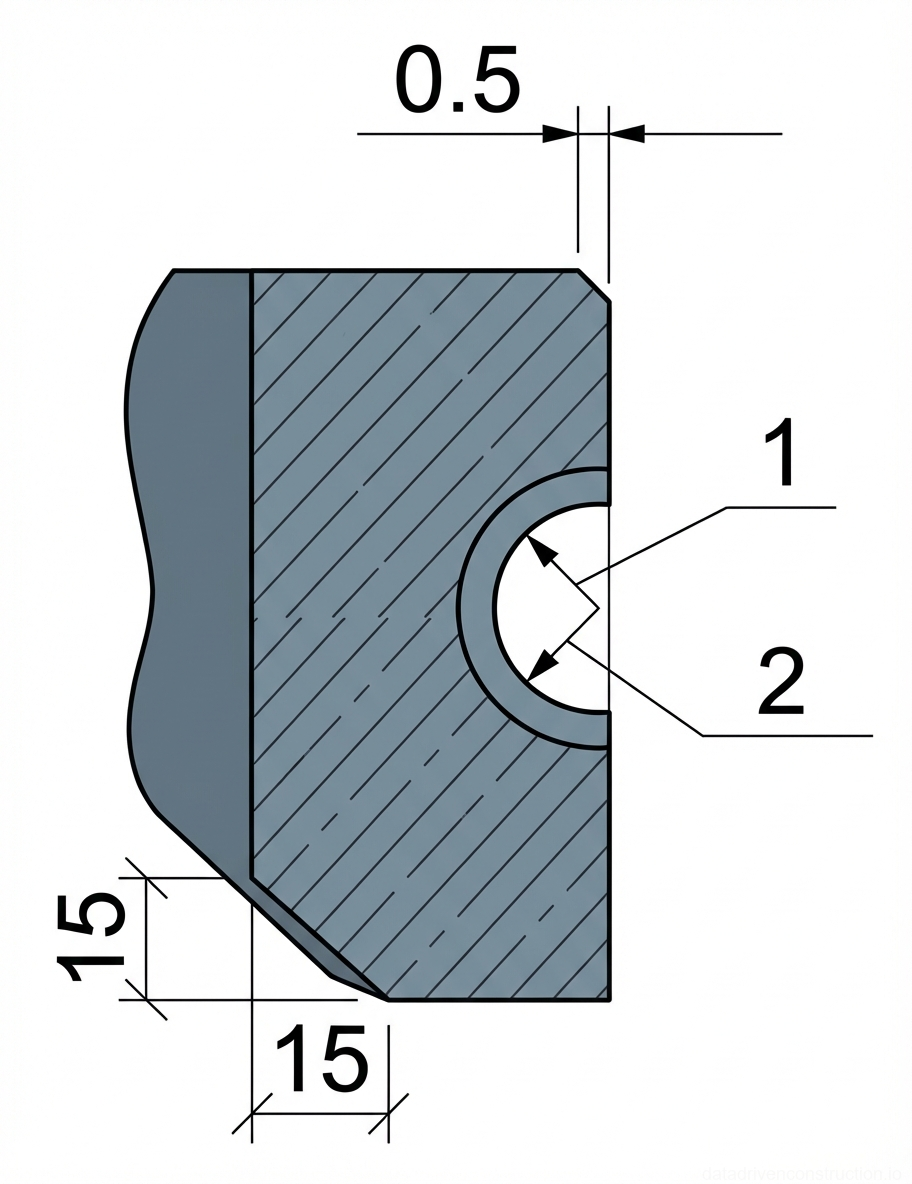
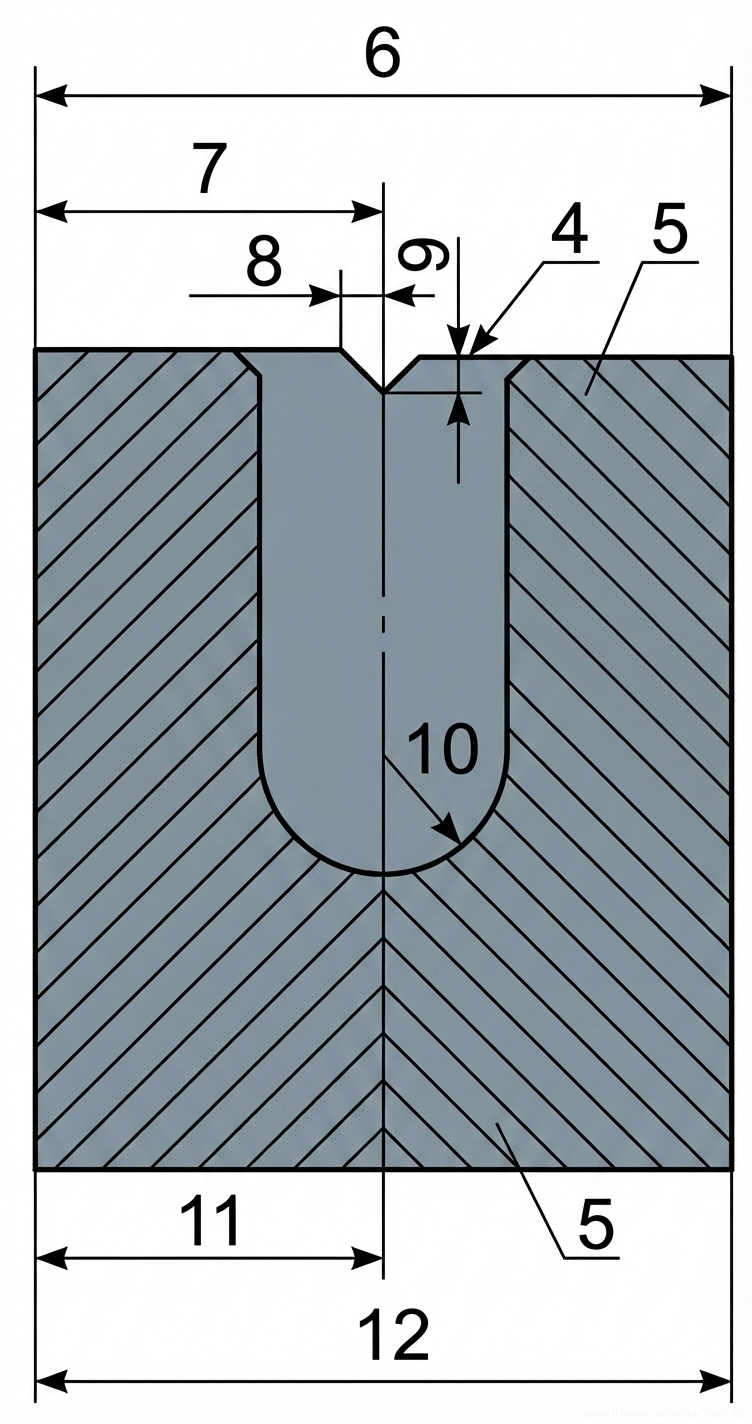
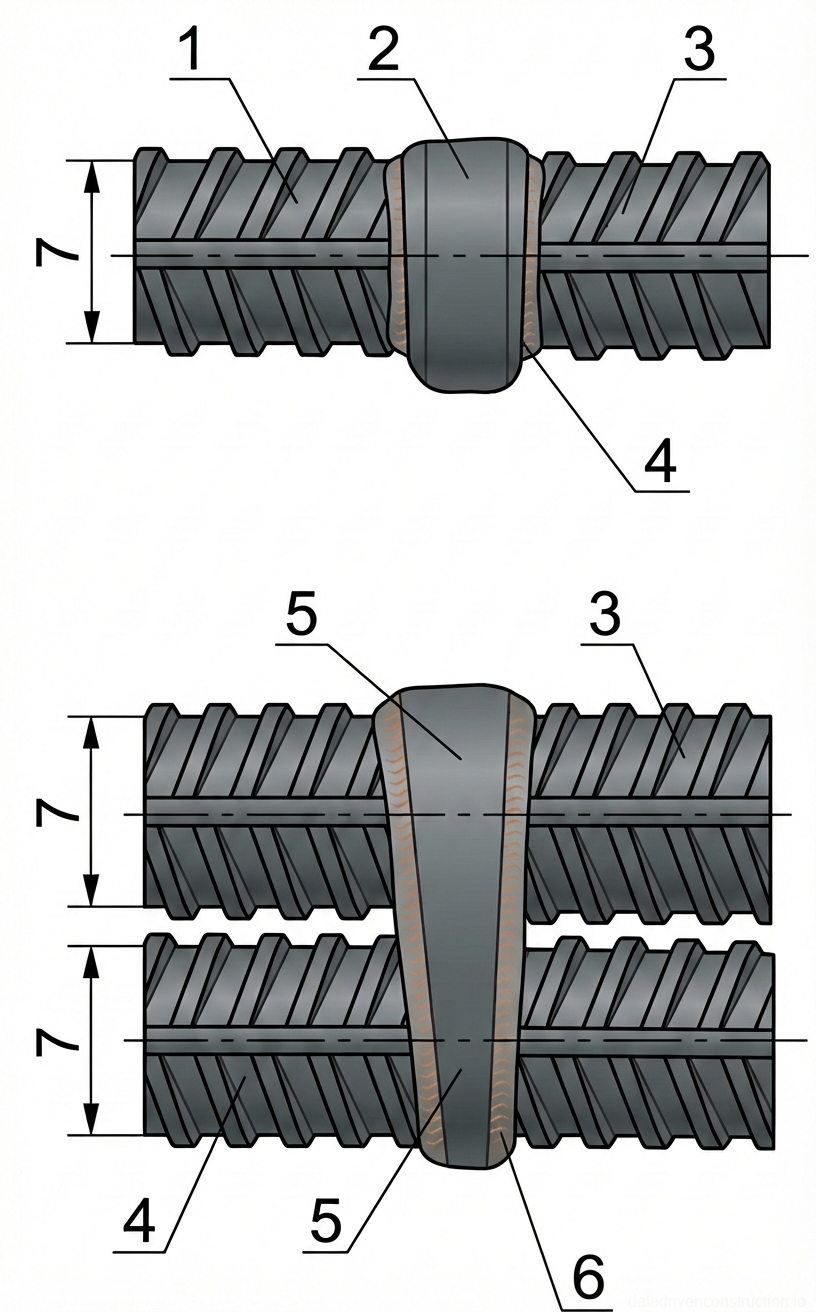
يتم تحضير حواف التسليح حصرياً بطريقة القطع بالأكسجين؛ ويُمنع منعاً باتاً القطع بالقوس الكهربائي. بالنسبة للوصلات الأفقية المفردة، يتم تشكيل شطفة بزاوية 10-15 درجة مع فجوة 12-20 مم. للأسياخ الأفقية المزدوجة تكون الزاوية 12-15 درجة (فجوة 12-18 مم). تتطلب الأسياخ البارزة العمودية شطفة بزاوية 40-50 درجة. تُنظف منطقة اللحام بالفرش المعدنية حتى يظهر اللمعان المعدني لمسافة لا تقل عن 10 مم من الحواف، وتُزال آثار الرطوبة بلهب الشعلة.
- الفحص البصري والقياسي للمحاذاة وطول أسياخ التسليح البارزة.
- التقويم الحراري للأسياخ (التسخين حتى 600-800 درجة مئوية) مع مراعاة المسافة الآمنة من الخرسانة.
- القطع بالأكسجين للحواف لتشكيل زوايا الشطف القياسية.
- التنظيف الميكانيكي للحواف والمنطقة المجاورة (كحد أدنى 10 مم) حتى الوصول إلى المعدن النظيف.
3. تركيب عناصر القولبة النمطية
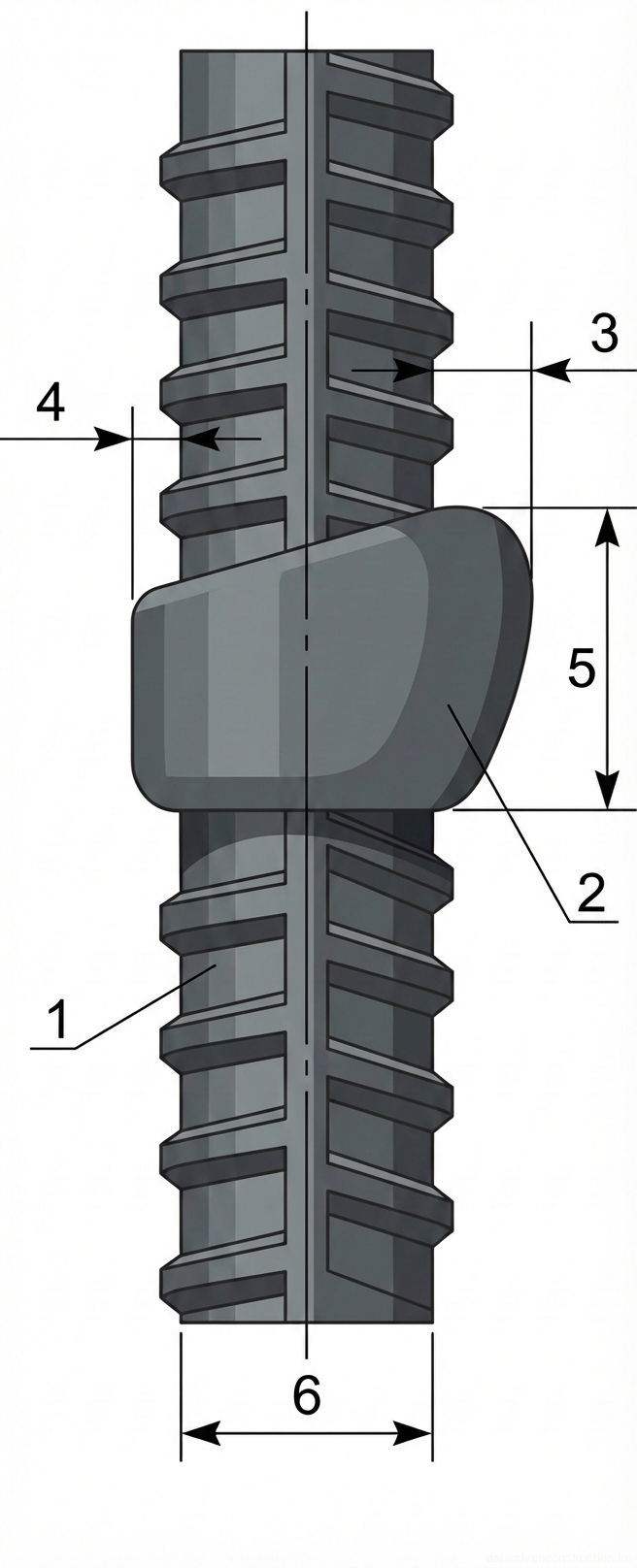
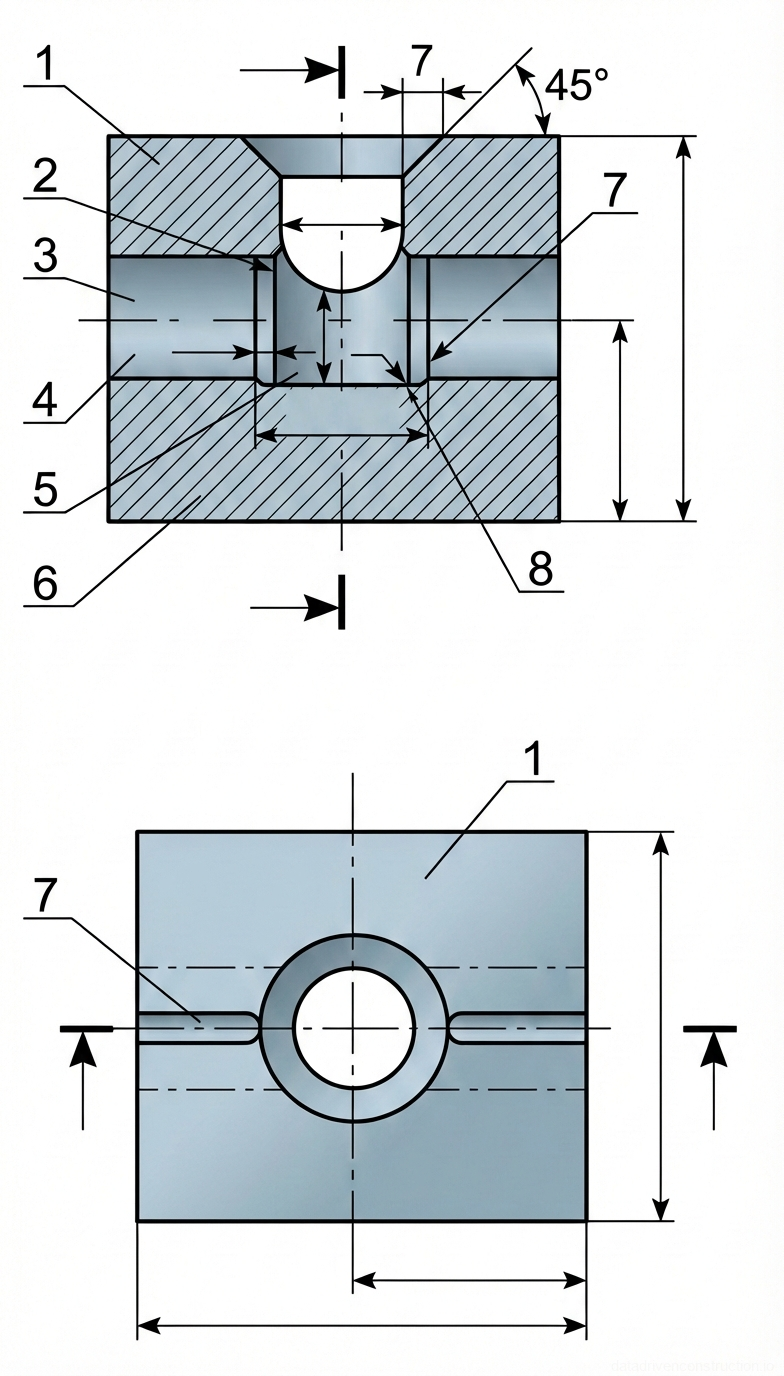
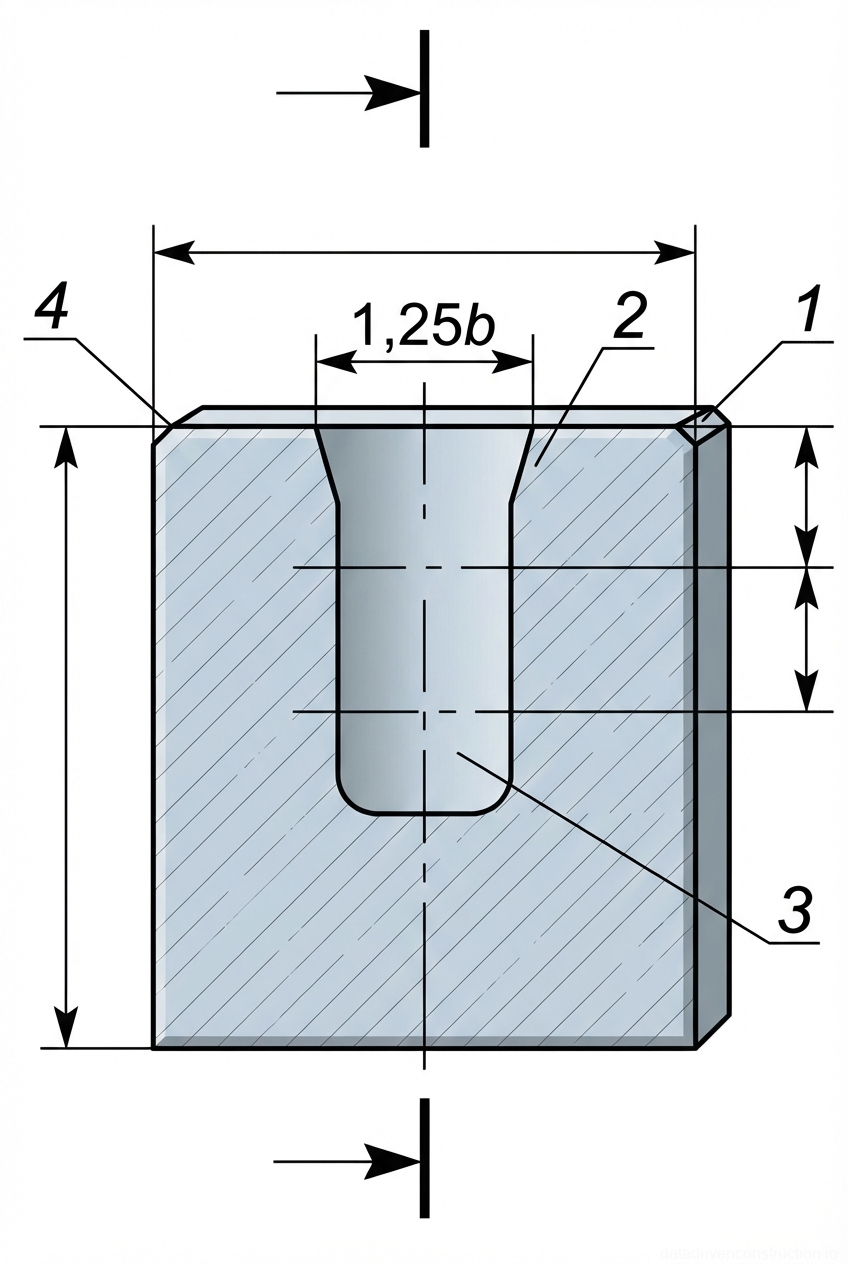
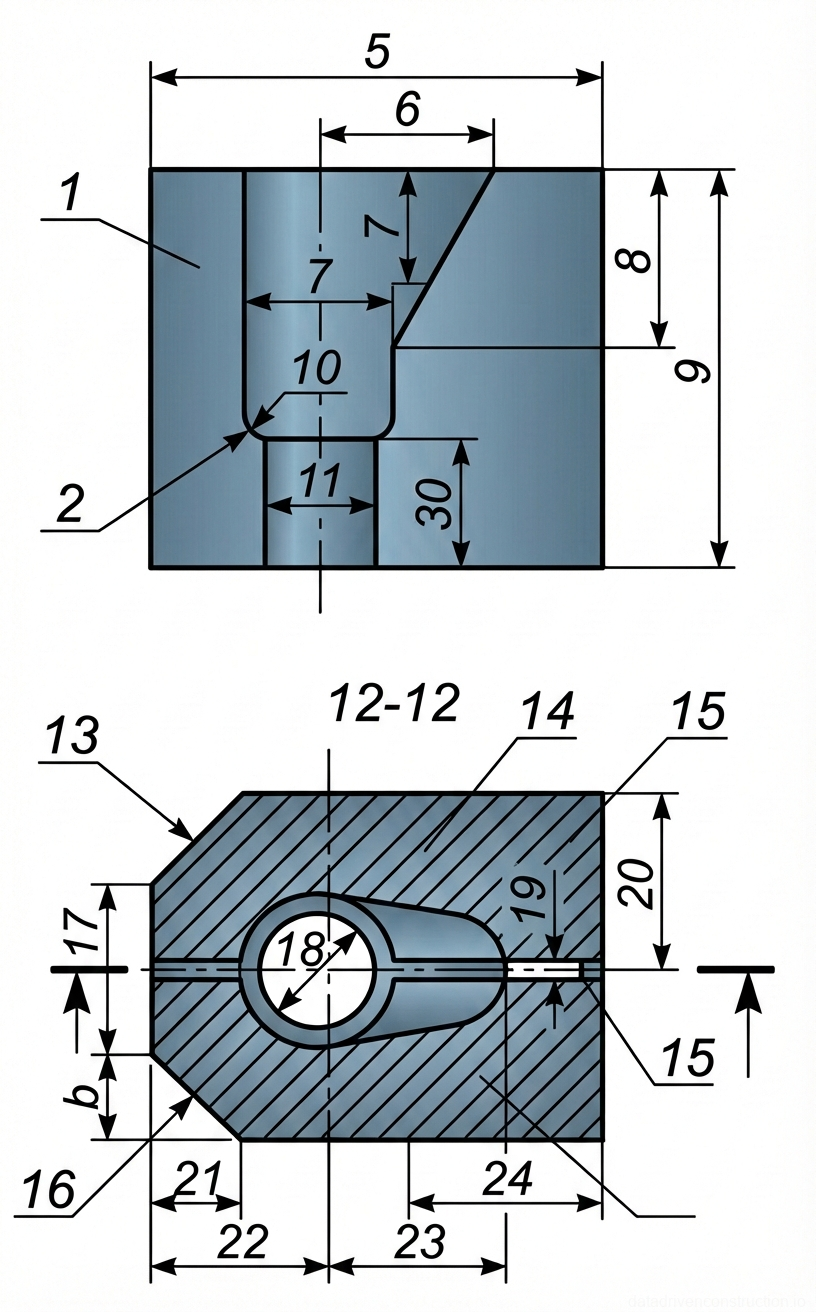
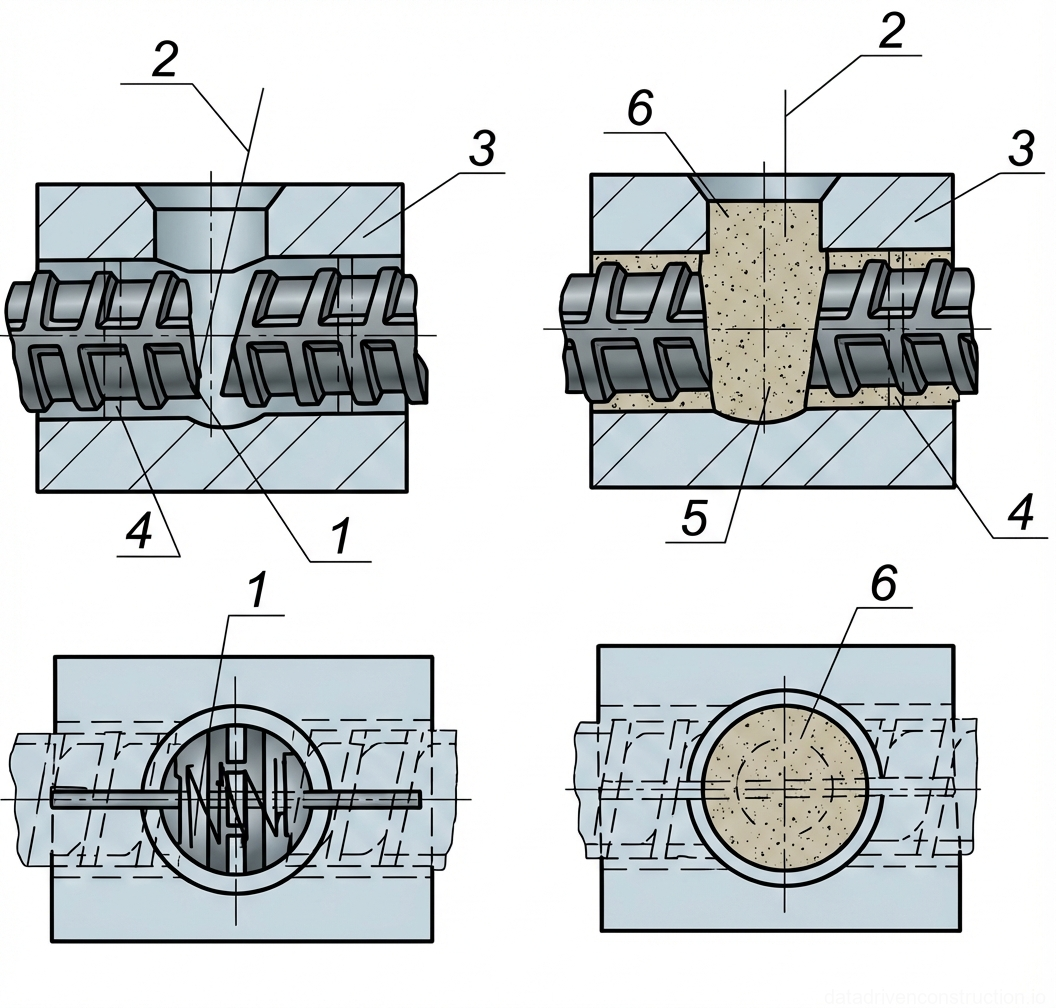
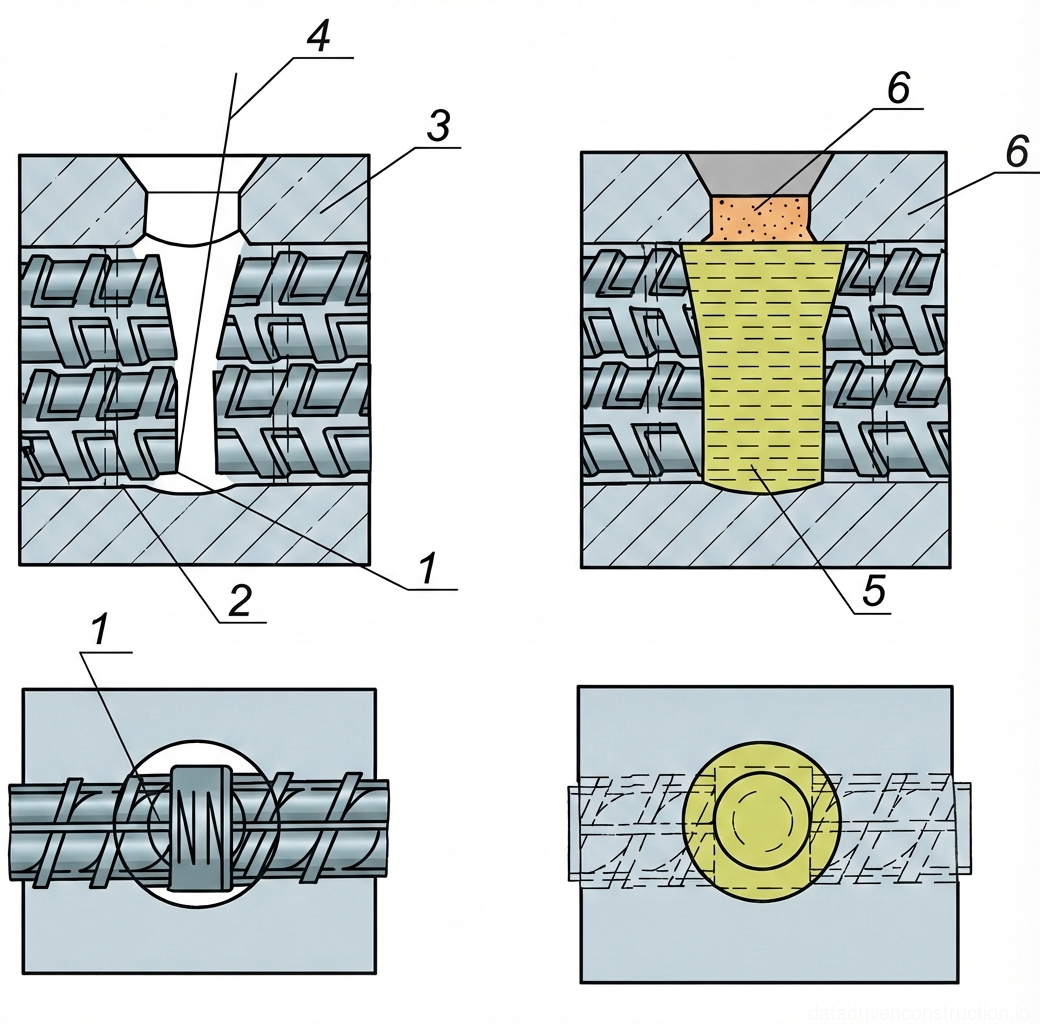
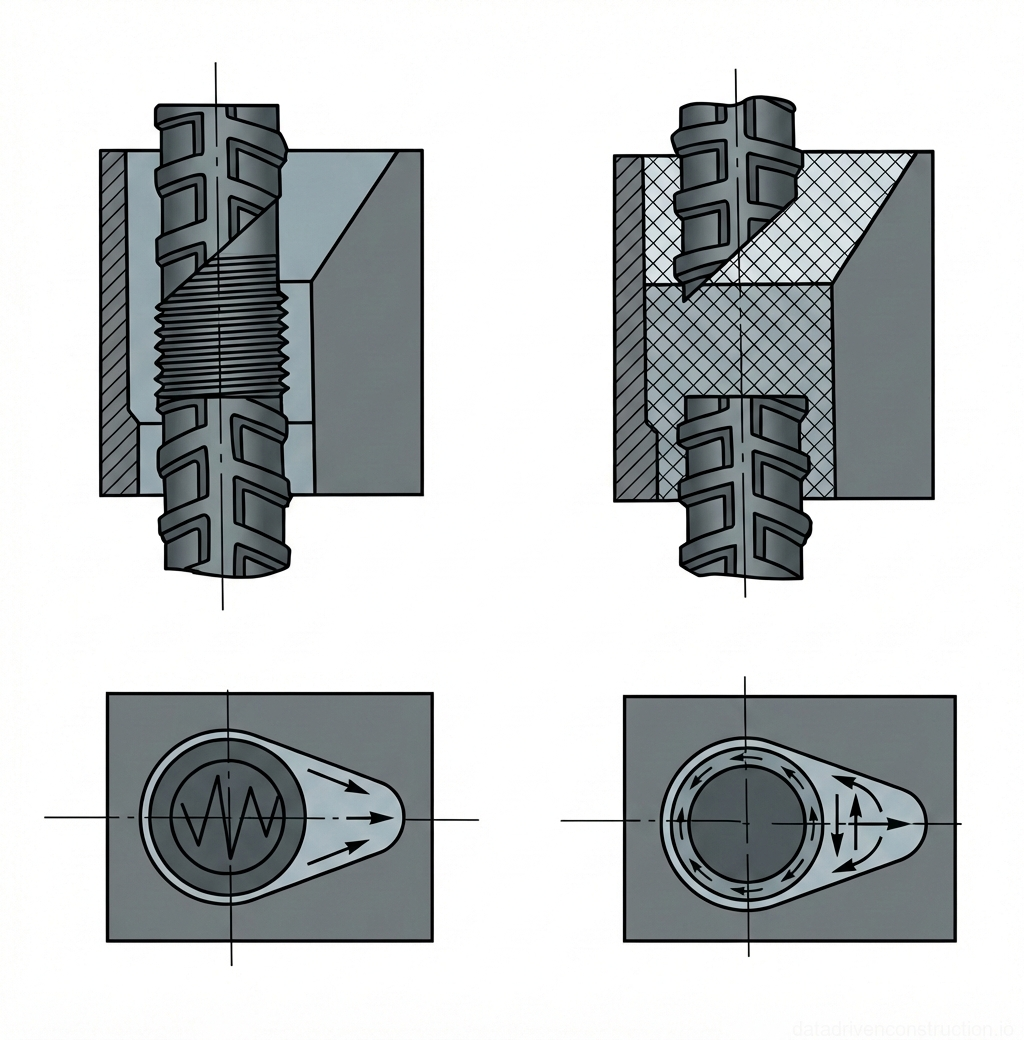
لاحتواء المعدن المنصهر لبركة اللحام وتشكيل هندسة الدرزة، تُستخدم قوالب نمطية قابلة للفك مصنوعة من الجرافيت أو النحاس. يتكون القالب من نصفين متماثلين بمستوى فك عمودي يتوافق مع قطر التسليح الملحوم. يتم تركيب القالب بشكل متماثل تماماً بالنسبة لمحور الفجوة بين الحواف.
تعتبر المرحلة ذات الأهمية الحاسمة هي إغلاق الفجوات بين سيخ التسليح وجدران القالب لمنع تسرب المعدن السائل والخبث، مما قد يؤدي إلى تكون فراغات ونقص في الانصهار. يتم الختم باستخدام حبل ليفي مقاوم للحرارة على مسافة 15-20 مم من حواف الأسياخ. يجب أن تكون مادة الختم محايدة كيميائياً ولا تنبعث منها غازات عند التلامس مع المصهور.
يتم تثبيت نصفي القالب باستخدام مشابك سريعة الفك، أو مرابط لولبية، أو كتائف تثبيت. يجب أن تكون قوة التثبيت كافية لمنع انزلاق القالب تحت تأثير كتلة بركة اللحام والتشوهات الحرارية، ولكن دون أن تتسبب في تشقق عناصر الجرافيت. يُسمح باستخدام أسافين التثبيت.
- تنظيف الأسطح الداخلية للقوالب النمطية من الخبث والرذاذ الناتج عن الدورات السابقة.
- التركيب المتماثل لنصفي القالب على الوصلة المُحضرة.
- إغلاق الفجوات باستخدام حبل ختم مقاوم للحرارة في منطقة تبعد 15-20 مم من الحواف.
- التثبيت المحكم للقالب باستخدام المشابك مع التحقق من عدم وجود أي ارتخاء.
4. مواد اللحام ومعلمات أنظمة اللحام
كمادة حشو، يُستخدم سلك محشو بالصهور ذاتي الحماية أو محمي بالغاز بقطر 2.6-3.0 مم، مخصص للحام الآلي. ولإصلاح العيوب ووضع نقاط التثبيت، تُستخدم إلكترودات مغلفة بطلاء قاعدي (نوع E7018 وفقاً لـ AWS أو Э50А) بقطر 4.0 مم. لا يُسمح بالمعالجة الحرارية المتكررة (التحميص) للسلك المحشو بالصهور لتجنب خطر إتلاف القلب الصهوري.
قبل الاستخدام، تخضع المواد لتحميص إلزامي: يُحفظ السلك المحشو بالصهور عند 160-180 درجة مئوية لمدة 1.5-2.5 ساعة، والإلكترودات عند 350-400 درجة مئوية لمدة 1-2 ساعة. تُصرف مواد اللحام إلى مكان العمل بكميات لا تتجاوز حاجة الوردية الواحدة، وتُحفظ في حوافظ حرارية محمية من الرطوبة.
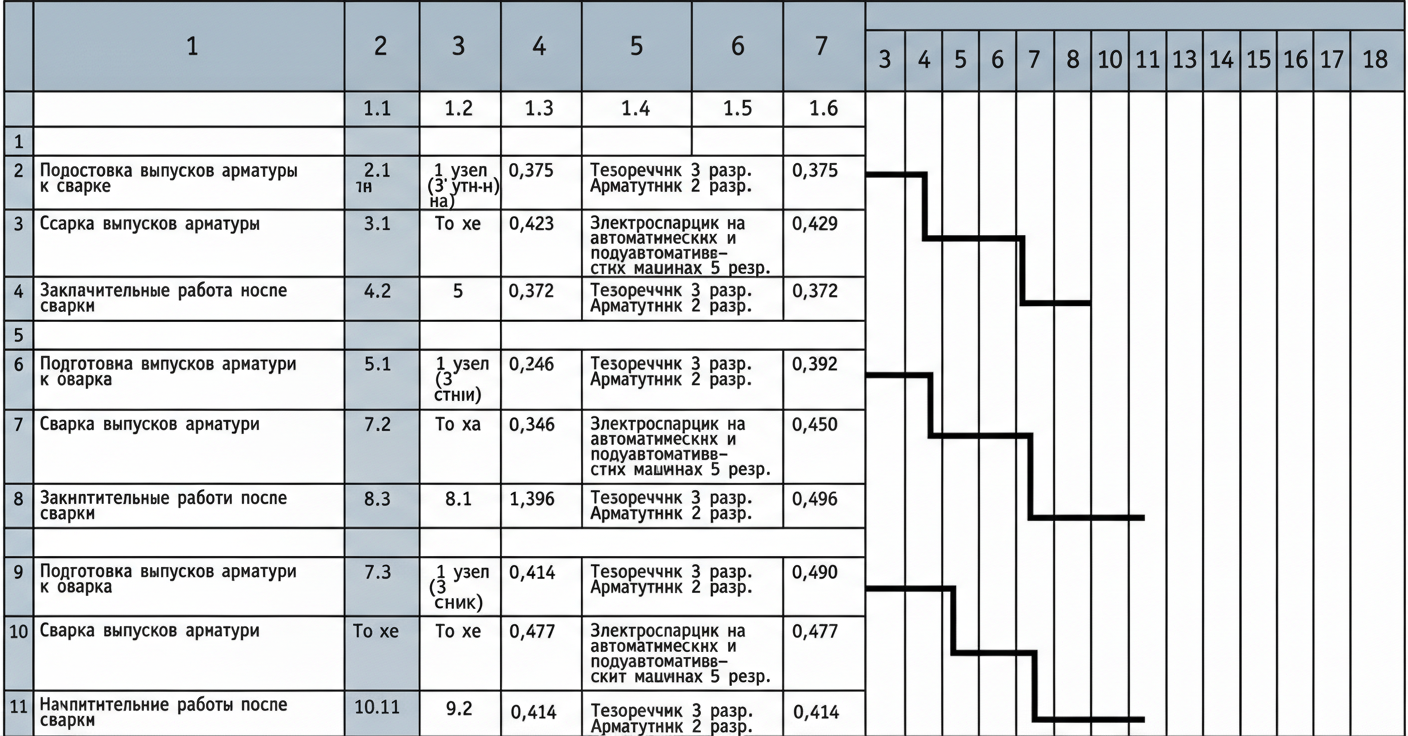
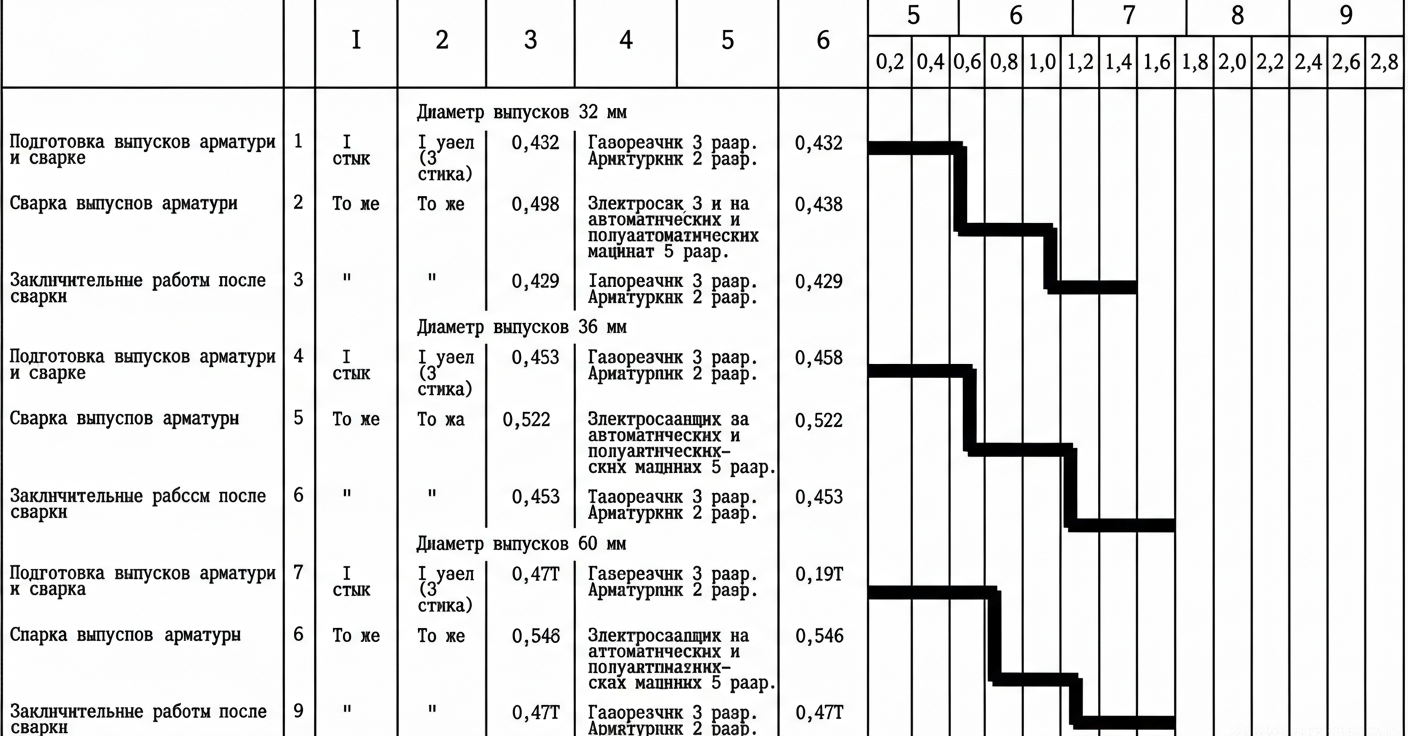
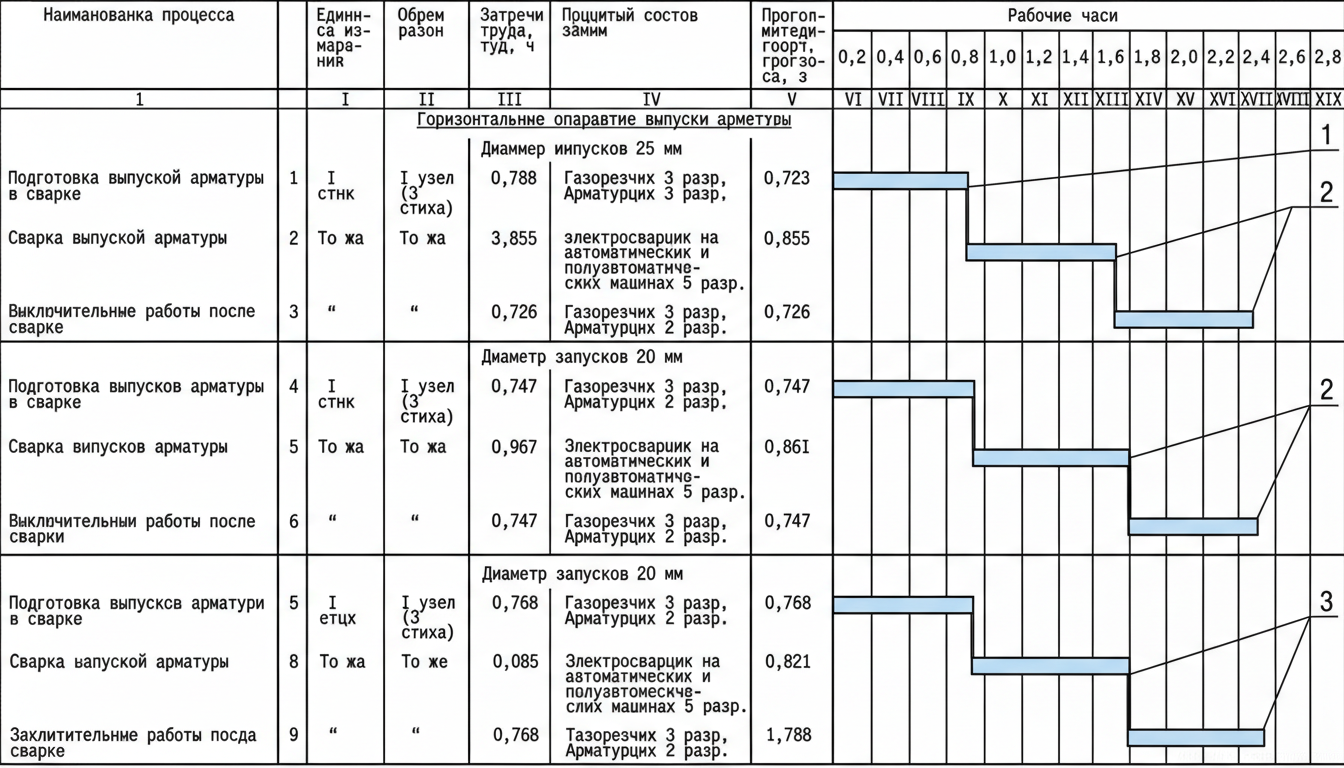
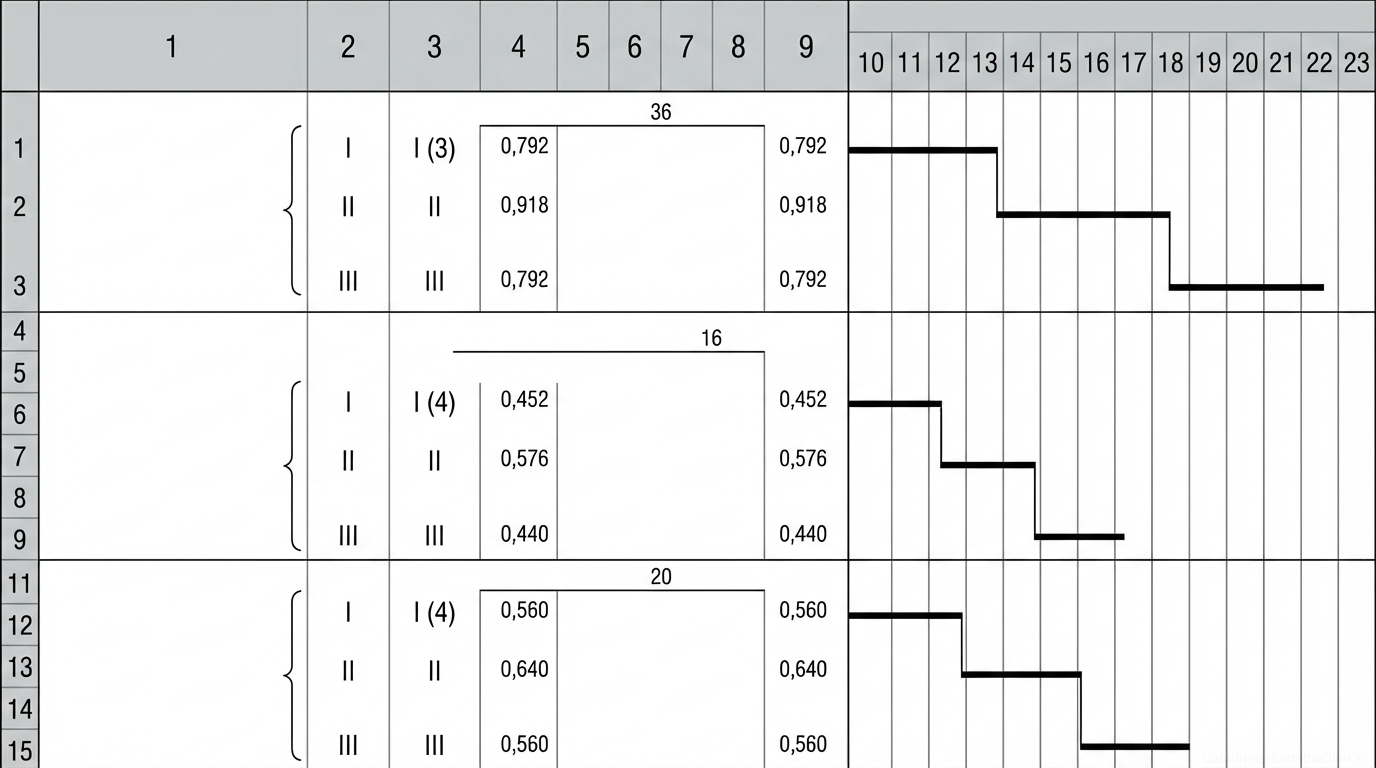
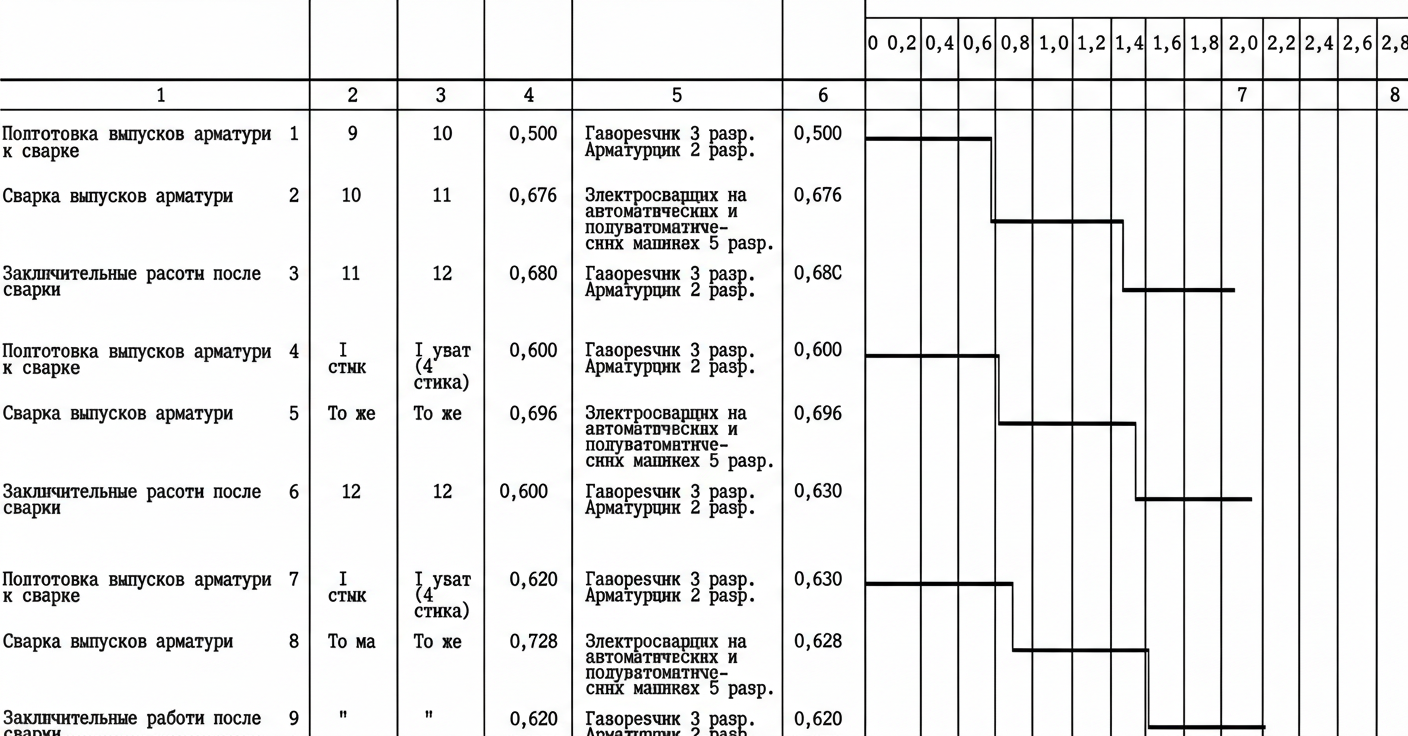
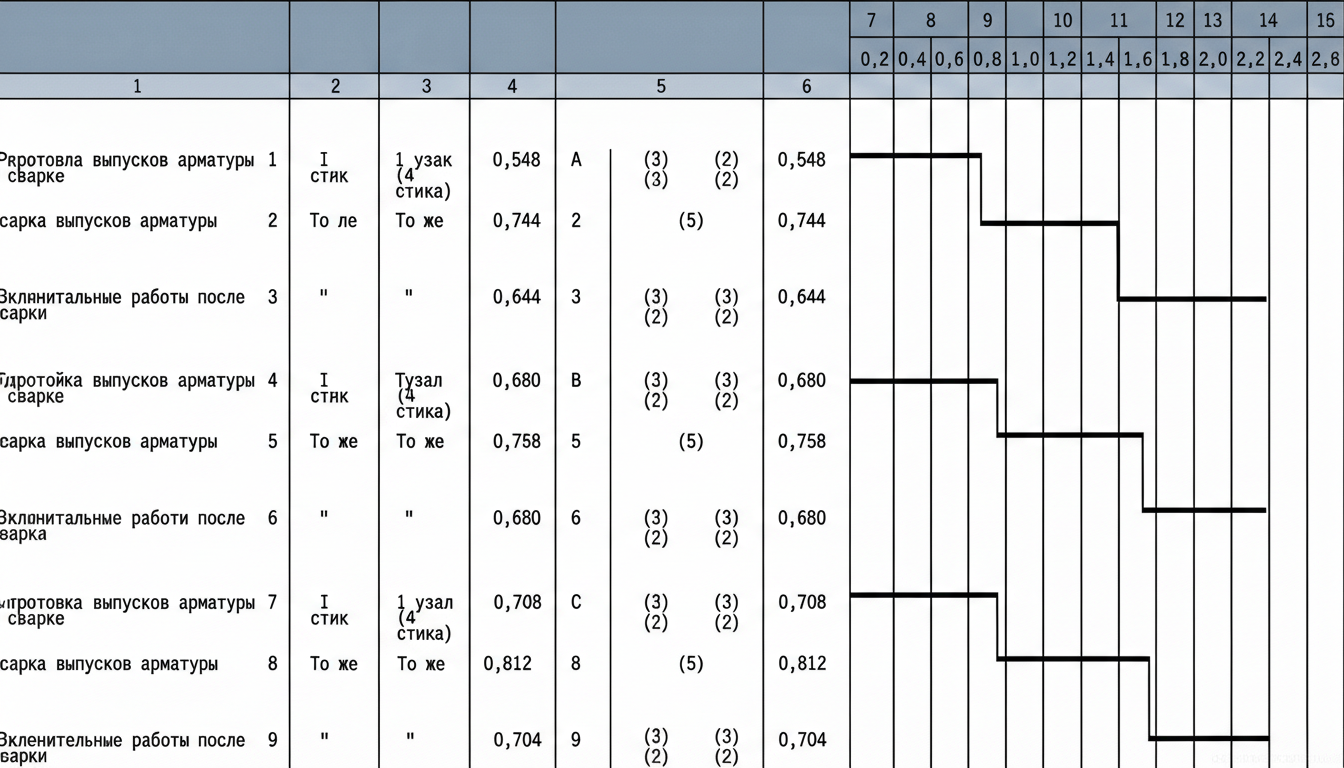
تتم العملية باستخدام تيار مستمر بقطبية معكوسة. معلمات اللحام منظمة بصرامة: للأقطار 16-25 مم يبلغ تيار العمل 280-300 أمبير بجهد قوس 24-26 فولت؛ وللأقطار 36-40 مم يُزاد التيار إلى 350-410 أمبير بجهد 28-34 فولت. تُضبط سرعة تغذية السلك في نطاق 140-250 م/س. يجب الحفاظ على طول بروز سلك الإلكترود ضمن حدود 30-80 مم اعتماداً على عمق الشطفة.
- تحميص مواد اللحام في الأفران الكهربائية وفقاً للجداول الزمنية والحرارية.
- ضبط مصدر الطاقة على تيار مستمر بقطبية معكوسة.
- تحديد معلمات شدة التيار (280-410 أمبير) والجهد (24-34 فولت) اعتماداً على قطر التسليح.
- ضبط آلية التغذية لضمان بروز ثابت للسلك (30-80 مم).
5. تكنولوجيا تنفيذ عمليات اللحام
يتم إشعال قوس اللحام حصرياً عن طريق ملامسة السلك لحافة سيخ التسليح البارز. يُمنع منعاً باتاً إشعال القوس على عناصر القالب النمطي لتجنب تآكلها وتلويث الدرزة. عند لحام الوصلات الأفقية، يتم أولاً صهر الجزء السفلي من إحدى الحواف بحركات تذبذبية عرضية، ثم يُنقل القوس إلى السيخ الثاني. بعد تشكيل بركة واحدة من الخبث والمعدن، يتم ملء الفراغ بحركات سريعة للقوس على حواف البركة.
في الوصلات العمودية، يُشعل القوس على حافة السيخ السفلي. بعد تشكل بركة المعدن السائل، يتم ملء الفراغ بالتناوب بين الحركات التذبذبية في منطقة الشطف للسيخ العلوي والحركات الدائرية على محيط القالب. يجب أن يتم تغذية السلك بشكل عمودي على سطح المصهور لتقليل التناثر.
عند درجات الحرارة المحيطة السلبية، يلزم إجراء تعديلات: لكل انخفاض بمقدار 3 درجات مئوية تحت الصفر، يُزاد تيار اللحام بنسبة 1%. يجب التسخين المسبق للوصلة إلى 200-250 درجة مئوية على طول 90-150 مم (التحكم بواسطة أقلام المؤشر الحراري). يُمنع اللحام في درجات حرارة تقل عن -30 درجة مئوية. في نهاية عملية اللحام، لتجنب تكون فجوة انكماشية، يتم التوقف المؤقت 2-3 مرات لمدة 3-4 ثوانٍ، مع توجيه القوس نحو حواف البركة. يتم فك القالب بالطرق الخفيف بعد ما لا يقل عن 5-10 دقائق من تبلور الخبث.
- التسخين المسبق للوصلة إلى 200-250 درجة مئوية (عند العمل في ظروف درجات الحرارة المنخفضة).
- إشعال القوس على جسم التسليح وتشكيل بركة اللحام الأولية.
- ملء فراغ الانصهار بمسارات محددة لتذبذب الإلكترود (متعرج، دائري).
- إجراء 2-3 توقفات مؤقتة في نهاية اللحام لمنع الفجوات الانكماشية.
- التبريد الطبيعي لمدة 5-10 دقائق، ثم إزالة القالب والتنظيف من الخبث.
6. مراقبة الجودة ومعايير قبول الوصلات
يشمل نظام مراقبة الجودة مراحل الفحص الوارد، التشغيلي، والقبول. يفحص التحكم الوارد شهادات المواد، وصلاحية المقومات، ودقة التجميع (الفجوات، المحاذاة). الفحص التشغيلي، الذي يُنفذ مرتين على الأقل في الوردية، يتضمن التقييم البصري لهندسة الدرزة، وعدم وجود حزوز، ومراقبة الالتزام بالأنظمة الحرارية للحام.
يعتمد القبول النهائي على نتائج الفحص البصري والقياسي، والفحص بالموجات فوق الصوتية، والاختبار الميكانيكي. العيوب السطحية مقيدة بصرامة: يُسمح بوجود ما لا يزيد عن 5 مسام خارجية أو شوائب خبث لكل وصلة، على ألا يتجاوز القطر الأقصى للعيب الفردي 2.0 مم. تتم إزالة العيوب السطحية الموضعية باستخدام أداة جلخ يليها اللحام بعد تسخين المنطقة إلى 200-250 درجة مئوية.
يتضمن الفحص الآلي إجراء فحص لكشف العيوب بالموجات فوق الصوتية لـ 10% من الحجم الإجمالي للوصلات المفردة الملحومة. تُجرى الاختبارات الميكانيكية للشد الاستاتيكي على 3 عينات شاهدة من كل دفعة. بالنسبة لتسليح فئة 500 ميجا باسكال، يجب ألا يقل المتوسط الحسابي لإجهاد الشد عن 586 ميجا باسكال، وألا تقل أدنى قيمة مسموح بها في العينة عن 500 ميجا باسكال. تخضع الوصلات ذات العيوب الداخلية غير المقبولة للقطع والاستبدال عبر وصلة وسيطة (بطول لا يقل عن 80 مم) مع فحص 100% بالموجات فوق الصوتية للدرزات الجديدة.
- الفحص البصري والقياسي لـ 100% من الوصلات الملحومة بعد تنظيفها من الخبث.
- فحص العيوب بالموجات فوق الصوتية لـ 10% من الوصلات المفردة في الدفعة.
- أخذ 3 عينات شاهدة لاختبارات الشد الاستاتيكي في المختبر.
- الإصلاح الموضعي للعيوب السطحية (حتى 2.0 مم) أو القطع الكامل للعُقد المرفوضة.
- تجهيز الوثائق التنفيذية ووضع الختم الشخصي للحام.