तकनीकी कार्यविधि: इन्वेंट्री मोल्ड्स में रीबार एक्सटेंशन की फ्लक्स-कोर्ड वायर के साथ यंत्रीकृत आर्क वेल्डिंग
सामग्री
- यंत्रीकृत वेल्डिंग के लिए गैस-शील्डेड / सेल्फ-शील्डेड फ्लक्स-कोर्ड वायर (व्यास 2.6 - 3.0 मिमी, जमा धातु की यील्ड स्ट्रेंथ ≥ 500 एमपीए)
- बेसिक कोटिंग वाले वेल्डिंग इलेक्ट्रोड (प्रकार E7018 / E50A, व्यास 4.0 मिमी)
- गर्मी प्रतिरोधी फाइबर सीलिंग कॉर्ड (कार्यशील तापमान 1000 °C तक)
- ग्रेफाइट या तांबे के इन्वेंट्री मोल्ड्स (16-40 मिमी व्यास के अनुरूप)
- तापमान-संकेतक क्रेयॉन (200 °C, 250 °C, 600 °C तापमान नियंत्रण के लिए)
- गैस फ्लेम उपचार के लिए तकनीकी ऑक्सीजन और प्रोपेन-ब्यूटेन मिश्रण
उपकरण
- वायर फीड तंत्र के साथ औद्योगिक श्रेणी की अर्ध-स्वचालित वेल्डिंग मशीन (500 ए तक का करंट)
- वेल्डिंग रेक्टिफायर (गिरते/कठोर V-A विशेषताओं वाला डायरेक्ट करंट स्रोत, 500 ए)
- वेल्डिंग सामग्री बेक करने के लिए पोर्टेबल इलेक्ट्रिक सुखाने वाला ओवन (400 °C तक हीटिंग)
- गैस कटिंग और हीटिंग उपकरणों का सेट (कटर, गैस बर्नर, रेड्यूसर, सिलेंडर)
- रीबार जोड़ों के परीक्षण के लिए एंगल्ड प्रोब के साथ अल्ट्रासोनिक दोष डिटेक्टर
- मोल्ड्स को फिक्स करने के लिए क्विक-रिलीज़ क्लैंप और स्क्रू क्लैंप
- अपघर्षक (एब्रेसिव) डिस्क के साथ एंगल ग्राइंडर (एजीएम)
1. कार्यक्षेत्र और सामान्य संगठनात्मक आवश्यकताएं
इस तकनीक का उपयोग प्रीकास्ट प्रबलित कंक्रीट से बनी बहुमंजिला फ्रेम इमारतों में कठोर जंक्शन नोड्स (बीम-कॉलम, कॉलम-कॉलम) के निर्माण के लिए किया जाता है। जुड़ने वाले तत्वों की कंक्रीट की ताकत डिज़ाइन श्रेणियों (अंतर्राष्ट्रीय वर्गीकरण के अनुसार C20/25 - C40/50) के अनुरूप होनी चाहिए। यह तकनीक 16 से 40 मिमी व्यास वाले और 400-500 एमपीए (B500B / ग्रेड 60 या 35GS/25G2S स्टील के अनुरूप) की यील्ड स्ट्रेंथ वाले एकल और युग्मित रीबार एक्सटेंशन की वेल्डिंग के लिए डिज़ाइन की गई है。
वेल्डिंग कार्यों का पर्यवेक्षण केवल उन इंजीनियरों को करने की अनुमति है, जिनके पास वेल्डिंग उत्पादन में विशेष शिक्षा है और जो ISO 14731 या समान मानकों की आवश्यकताओं के अनुसार प्रमाणित हैं। कनेक्शन का प्रत्यक्ष निष्पादन उन वेल्डरों को सौंपा जाता है जिनके पास जलमग्न आर्क वेल्डिंग या फ्लक्स-कोर्ड वायर वेल्डिंग करने के लिए वैध योग्यता प्रमाण पत्र हैं。
काम शुरू करने से पहले, स्थापना स्तर को कैलिब्रेटेड उपकरणों से सुसज्जित किया जाना चाहिए। वेल्डर का कार्यस्थल वायुमंडलीय वर्षा और हवा के भार से मज़बूती से सुरक्षित होना चाहिए। 1.3 मीटर से अधिक ऊंचाई पर काम करते समय, गैर-दहनशील सामग्री से बने डेकिंग के साथ इन्वेंट्री मचान का उपयोग और पतन सुरक्षा प्रणालियों (फॉल प्रोटेक्शन सिस्टम) का अनुप्रयोग अनिवार्य है।
- योग्य कर्मियों और कैलिब्रेटेड उपकरणों के साथ साइट की व्यवस्था।
- वेल्ड पूल को हवा और वर्षा से बचाने के लिए स्थापना क्षेत्र में बाड़ और आश्रयों की स्थापना।
- गैर-दहनशील सामग्रियों के उपयोग के साथ ऊंचाई पर सुरक्षित कार्य मंचों की व्यवस्था।
2. रीबार एक्सटेंशन की तैयारी और संरेखण
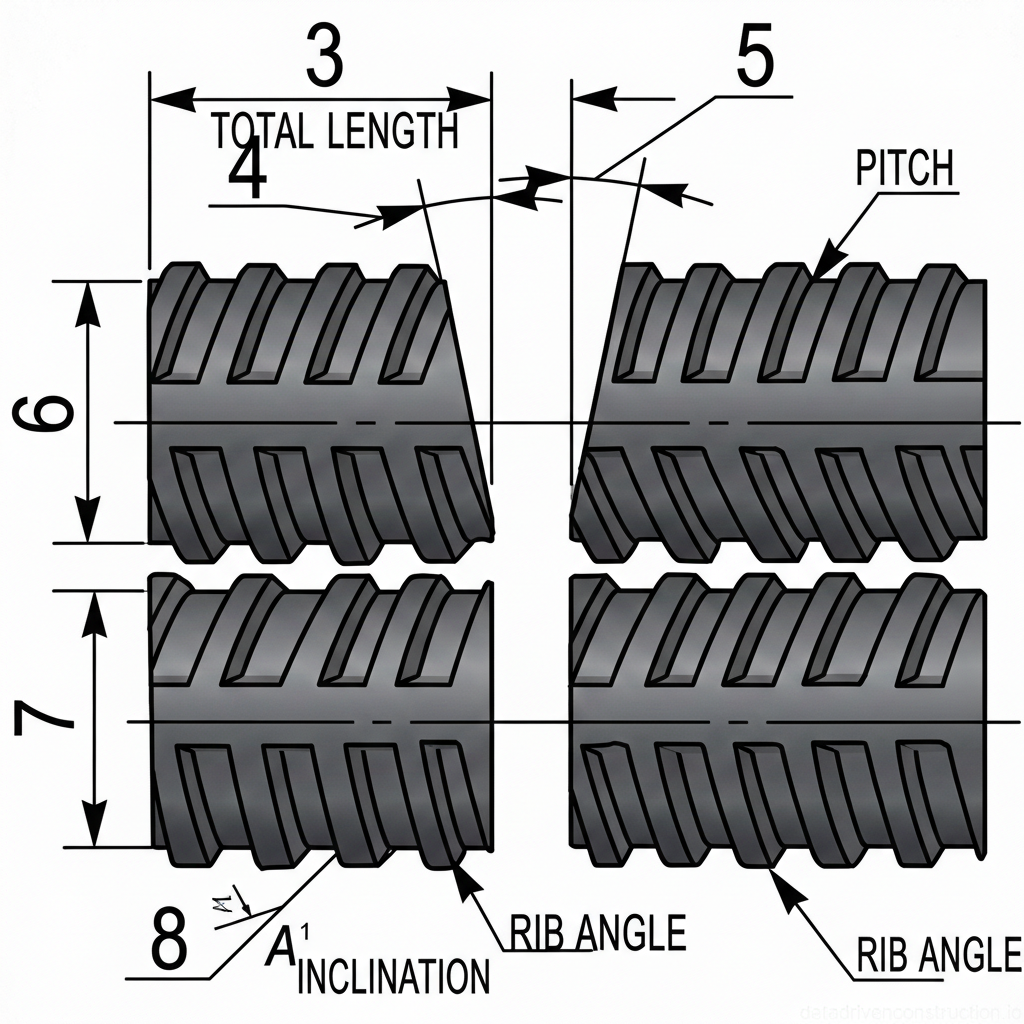
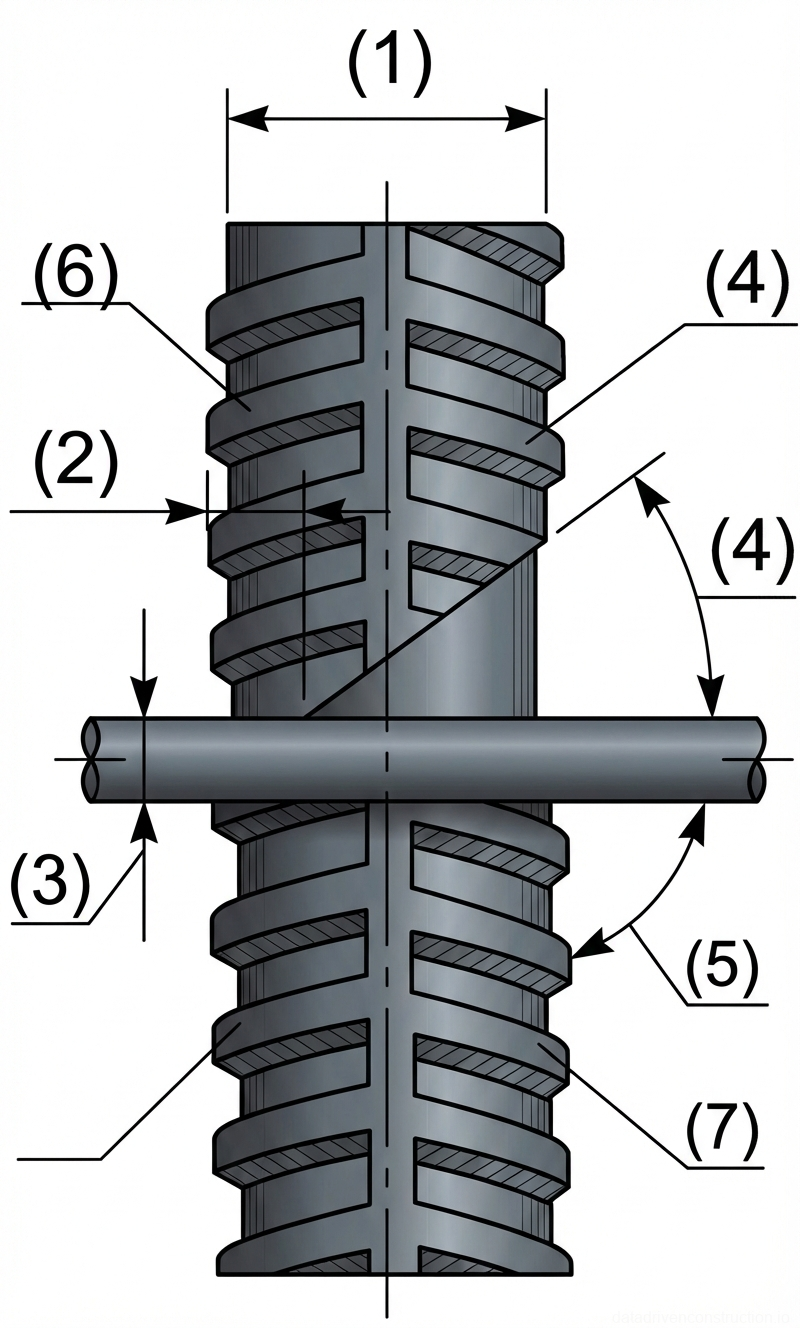
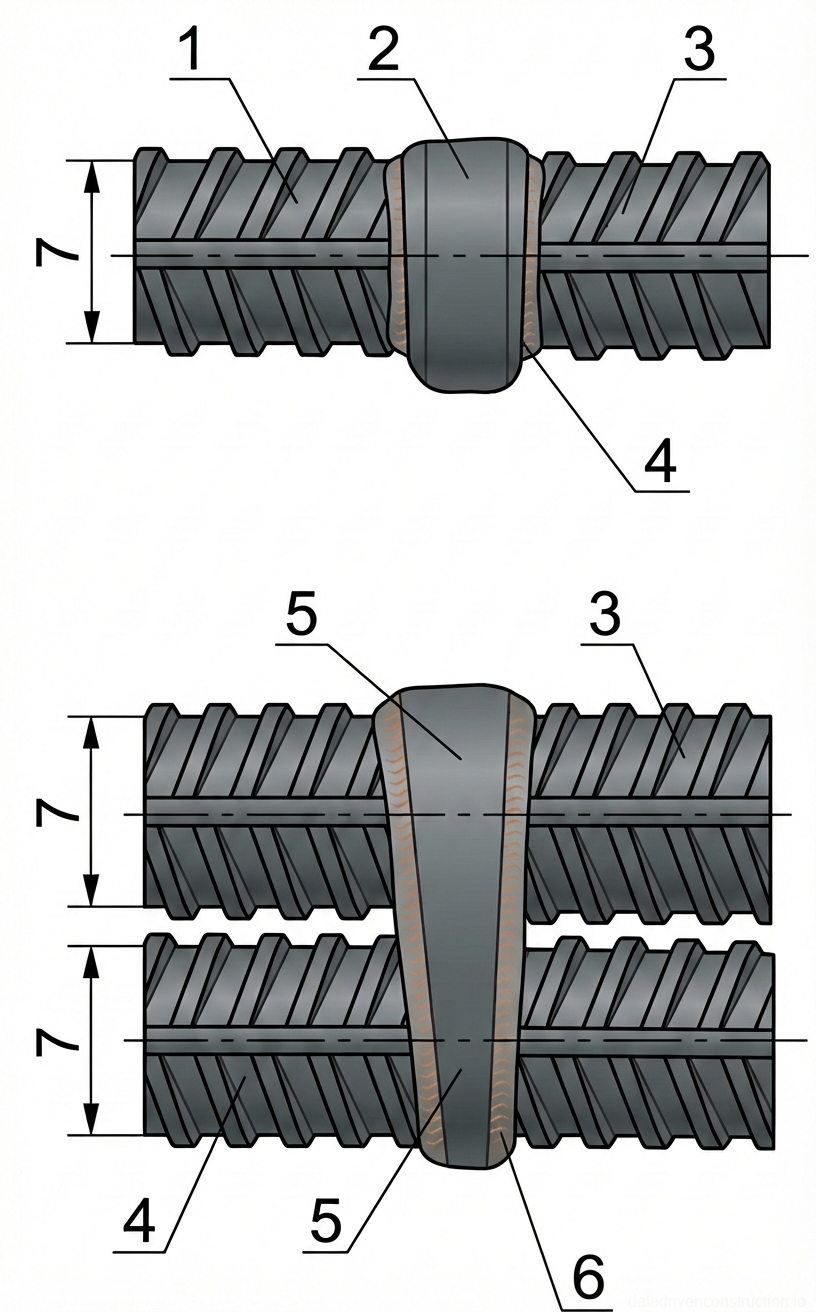
रीबार के ज्यामितीय मापदंड और परस्पर स्थिति कार्य आरेखों (वर्किंग ड्रॉइंग) के पूरी तरह अनुरूप होनी चाहिए। 16-28 मिमी व्यास वाले रीबार के लिए स्वीकार्य मिसलिग्न्मेंट (असंरेखण) नाममात्र व्यास के 15% से अधिक नहीं है, और 32-40 मिमी व्यास के लिए 10% से अधिक नहीं है। जुड़ने वाले बार के अक्षों का विचलन 3° से अधिक नहीं होना चाहिए। कंक्रीट के मुख्य भाग से स्पष्ट एक्सटेंशन की न्यूनतम लंबाई 150 मिमी होनी चाहिए。
बार को संरेखित स्थिति में लाने का कार्य थर्मल स्ट्रेटनिंग (उष्मीय सीधाकरण) द्वारा किया जाता है। गैस बर्नर से 600-800 °C (दृश्य रूप से - गहरे लाल (चेरी) रंग तक) तापमान तक गर्म किया जाता है। कंक्रीट को उष्मीय क्षति और इसकी ताकत के नुकसान (सीमेंट स्टोन के विनाश) से बचने के लिए, हीटिंग ज़ोन कंक्रीट तत्व के सिरे से 70 मिमी से अधिक करीब नहीं होना चाहिए。
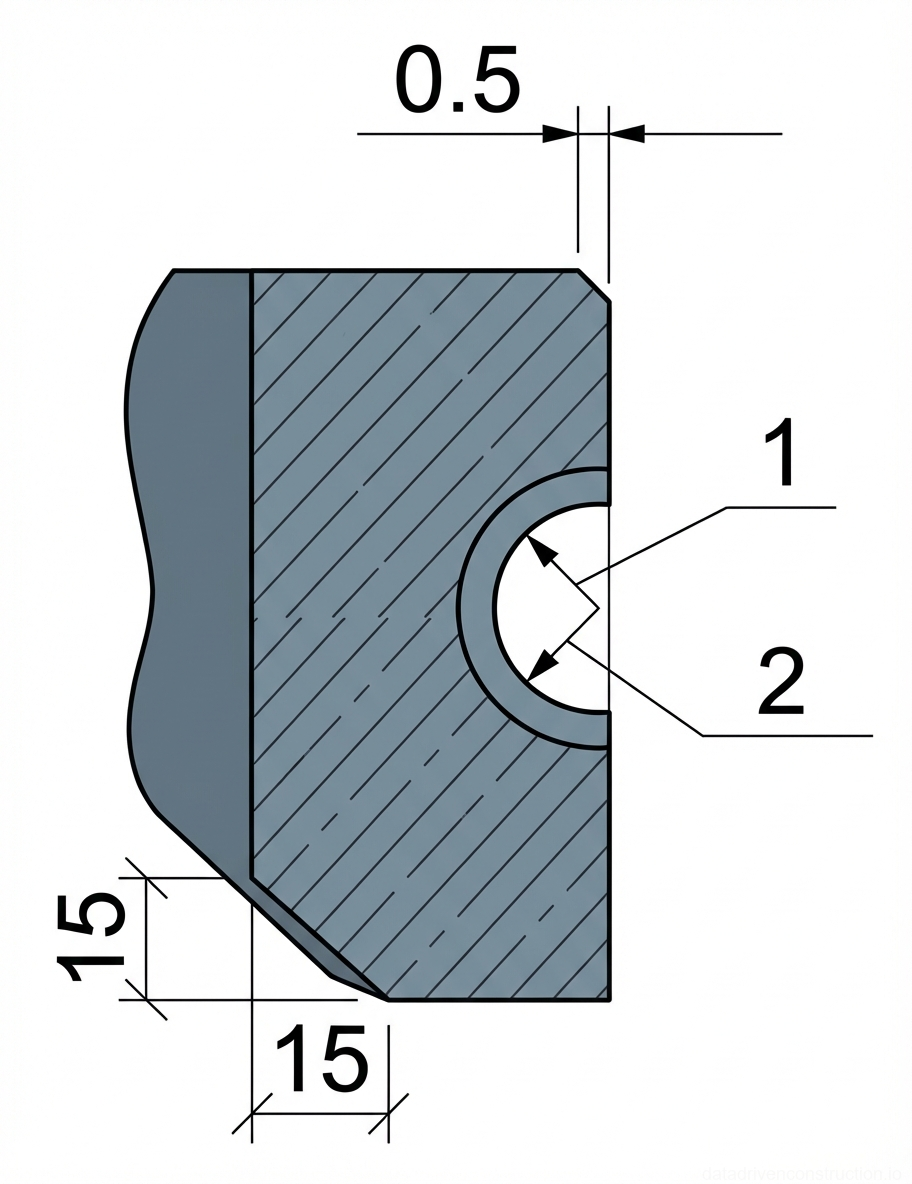
रीबार के सिरे विशेष रूप से ऑक्सीजन कटिंग विधि द्वारा तैयार किए जाते हैं; इलेक्ट्रिक आर्क द्वारा कटाई सख्त वर्जित है। क्षैतिज एकल जोड़ों के लिए, 12-20 मिमी के गैप के साथ 10-15° के कोण पर एक चम्फर (बेवेल) बनाया जाता है। युग्मित क्षैतिज बार के लिए, कोण 12-15° (गैप 12-18 मिमी) होता है। ऊर्ध्वाधर एक्सटेंशन के लिए 40-50° के चम्फर की आवश्यकता होती है। वेल्डिंग ज़ोन को सिरों से कम से कम 10 मिमी की लंबाई तक धात्विक चमक आने तक धातु के ब्रश से साफ किया जाता है, नमी के निशान बर्नर की लौ से हटा दिए जाते हैं।
- रीबार एक्सटेंशन के संरेखण और लंबाई का दृश्य और उपकरण-आधारित नियंत्रण।
- कंक्रीट से सुरक्षित दूरी बनाए रखते हुए बार की थर्मल स्ट्रेटनिंग (600-800 °C तक गर्म करना)।
- मानक बेवेल कोण बनाने के लिए सिरों की ऑक्सीजन कटिंग।
- किनारों और आसन्न क्षेत्र (न्यूनतम 10 मिमी) की साफ धातु तक यांत्रिक सफाई।
3. इन्वेंट्री मोल्डिंग तत्वों की स्थापना
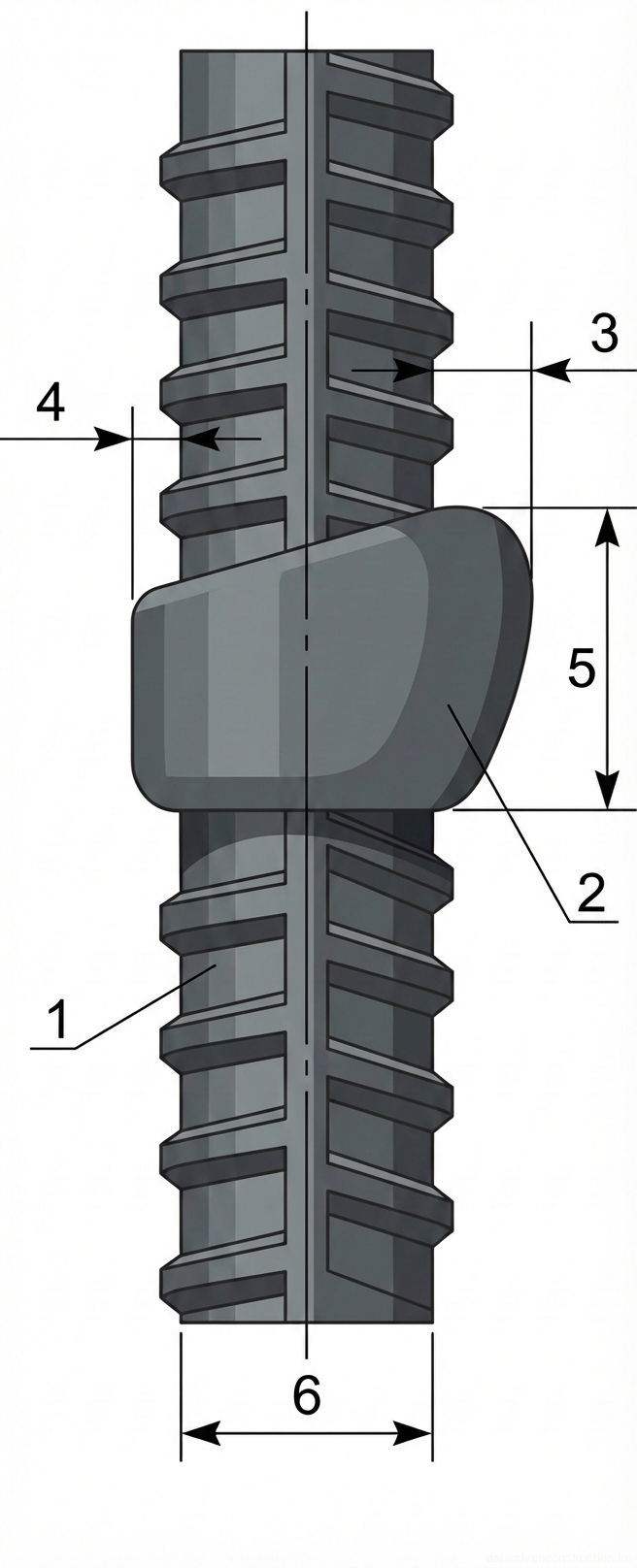
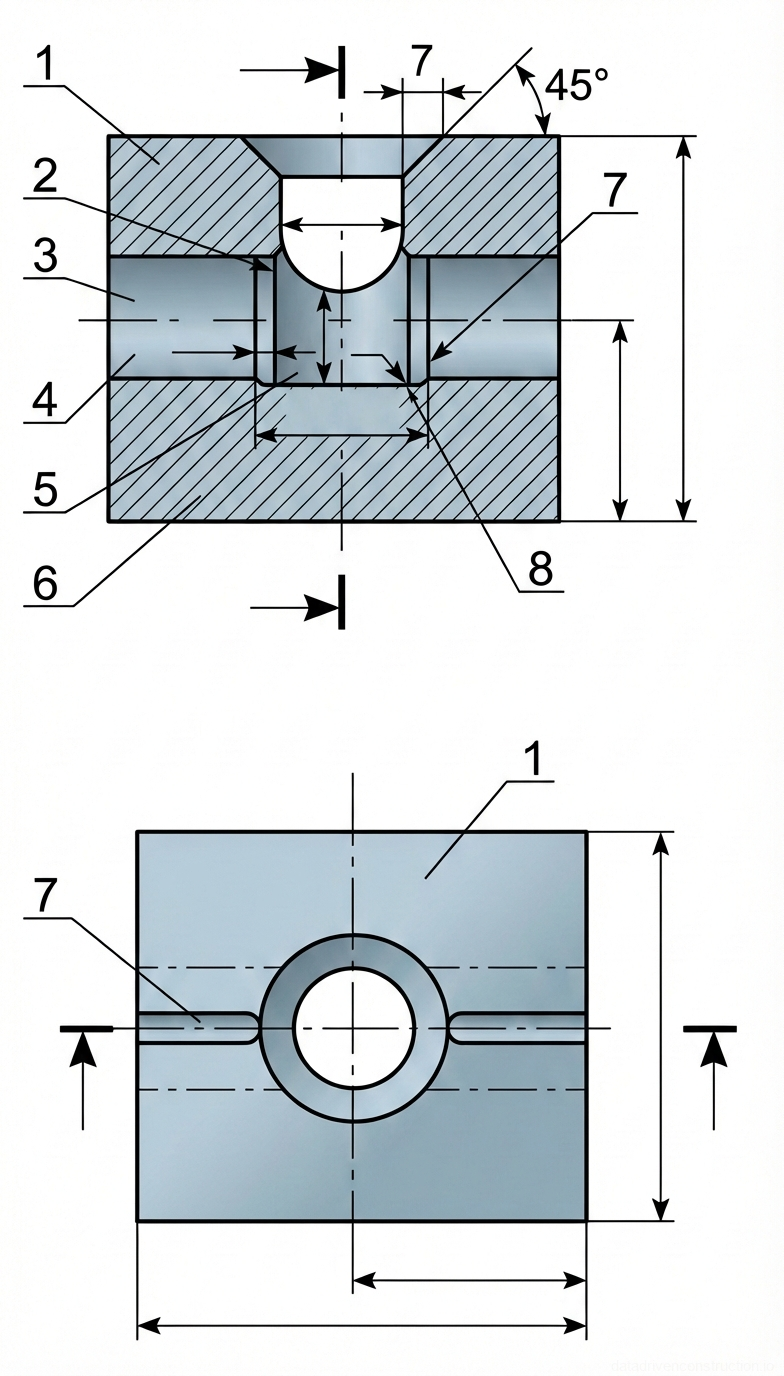
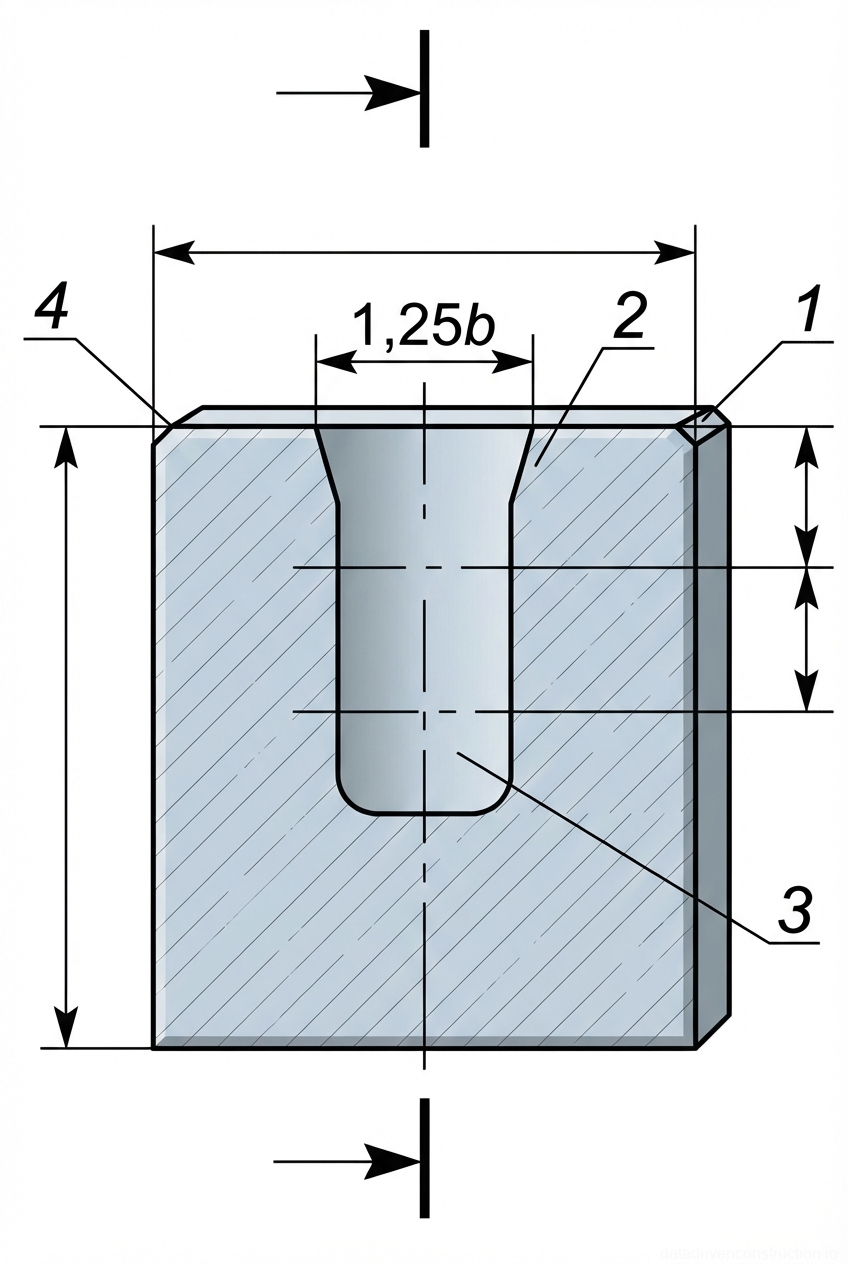
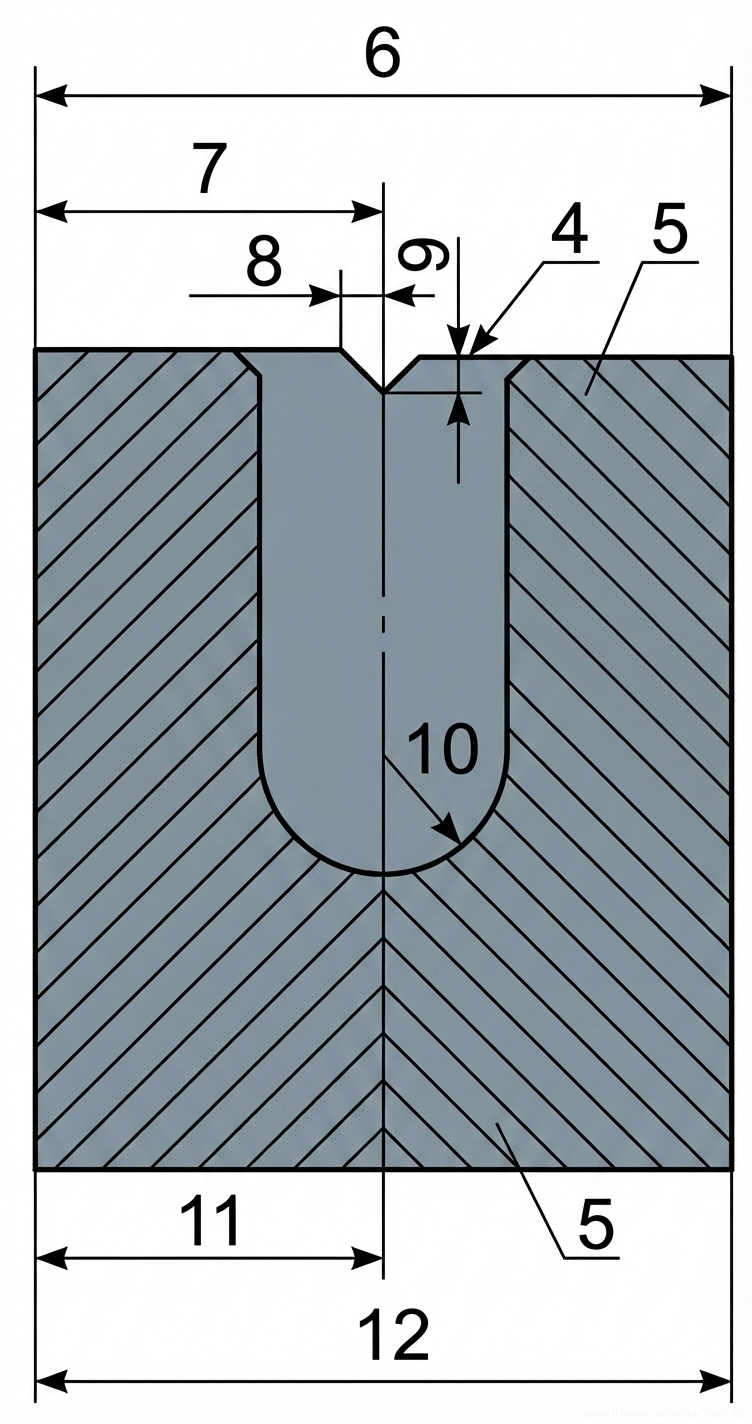
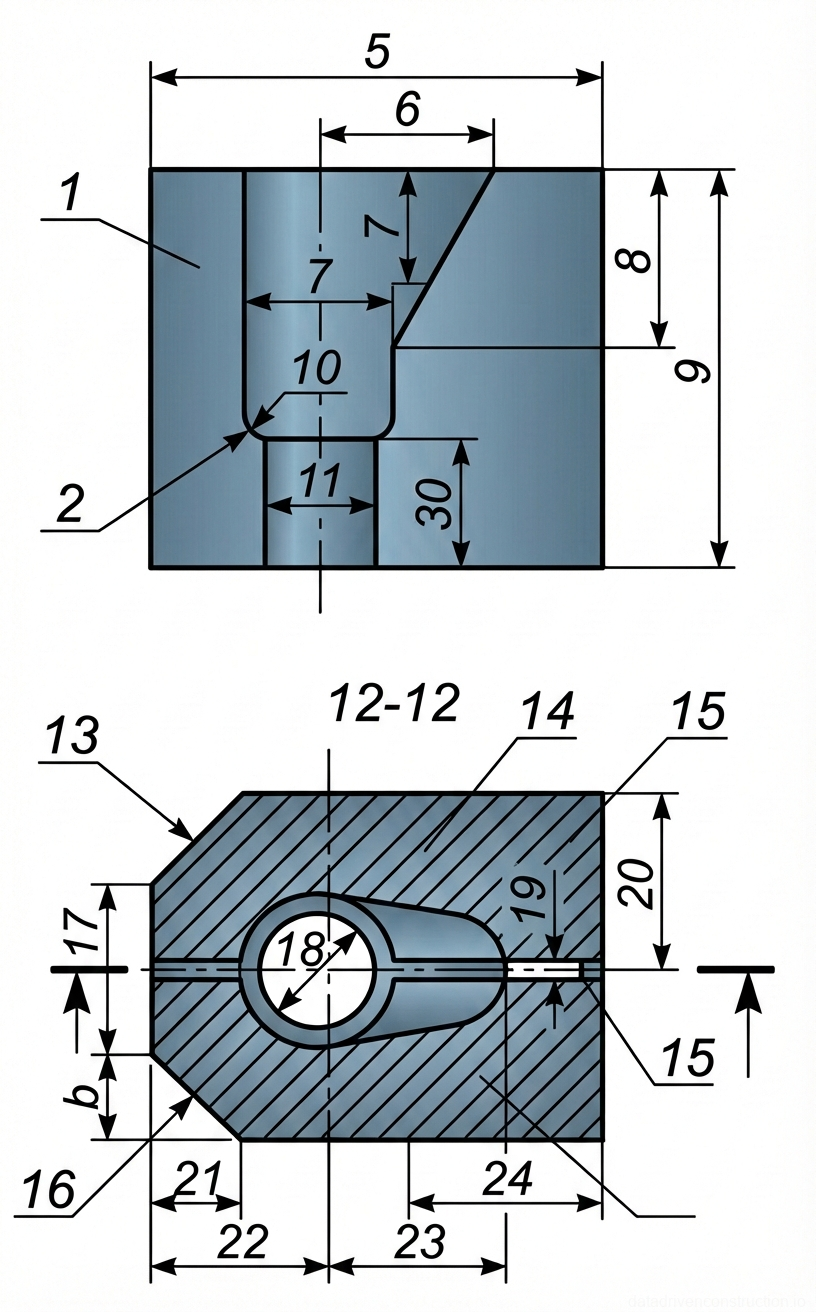
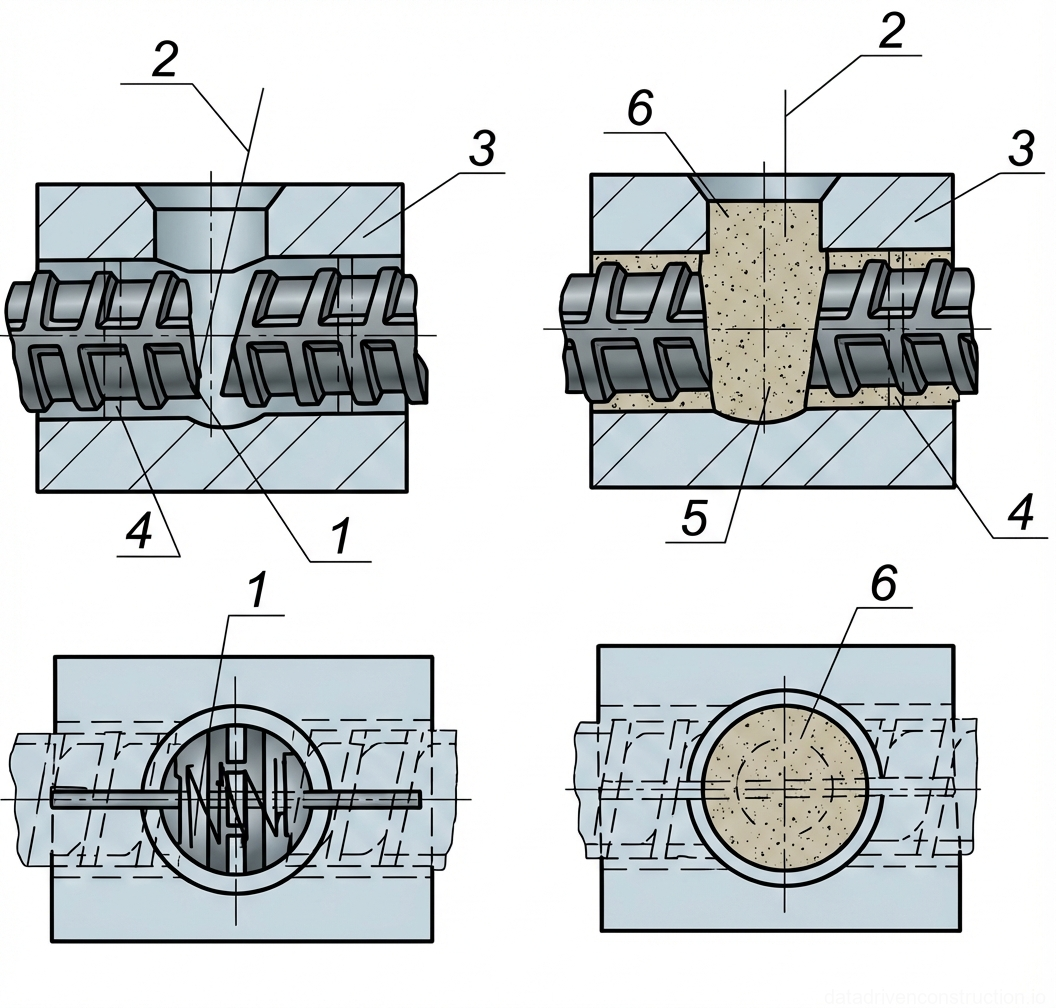
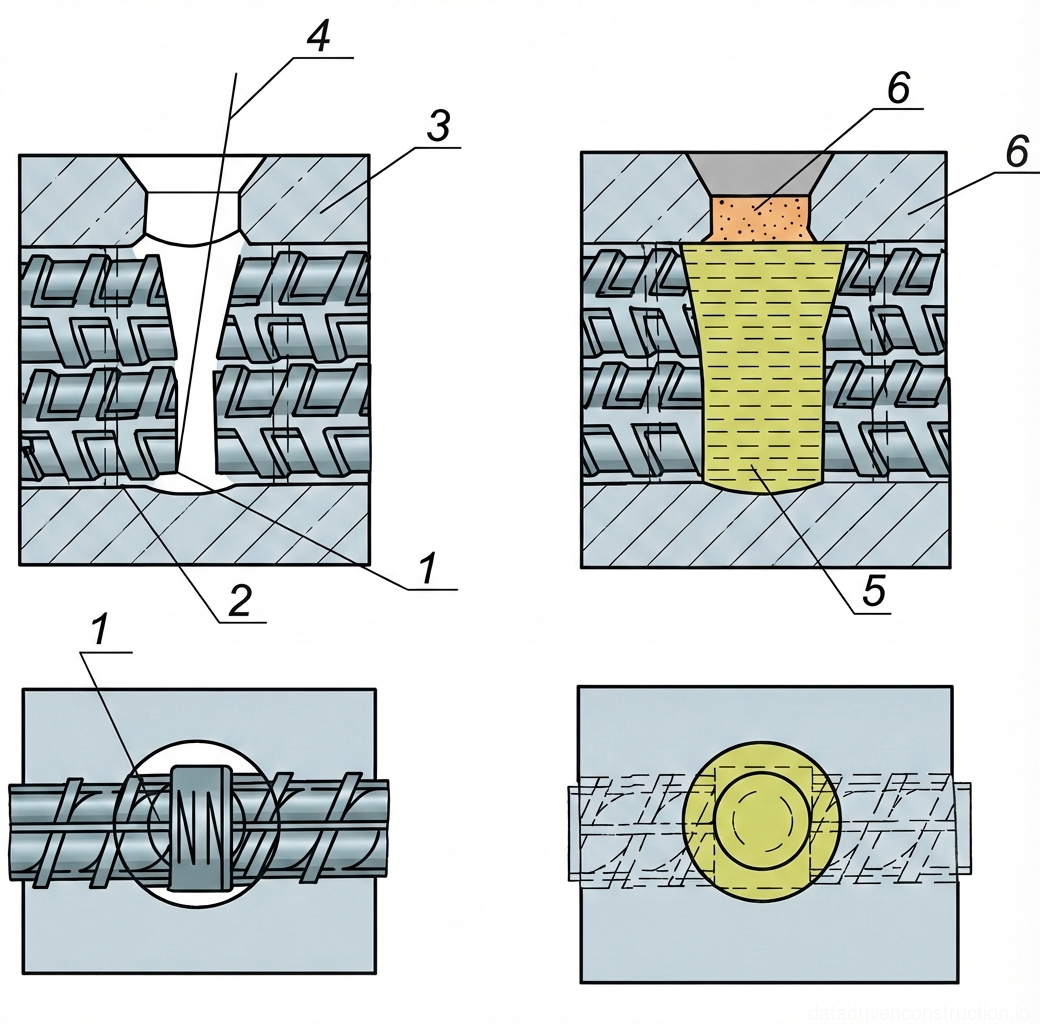
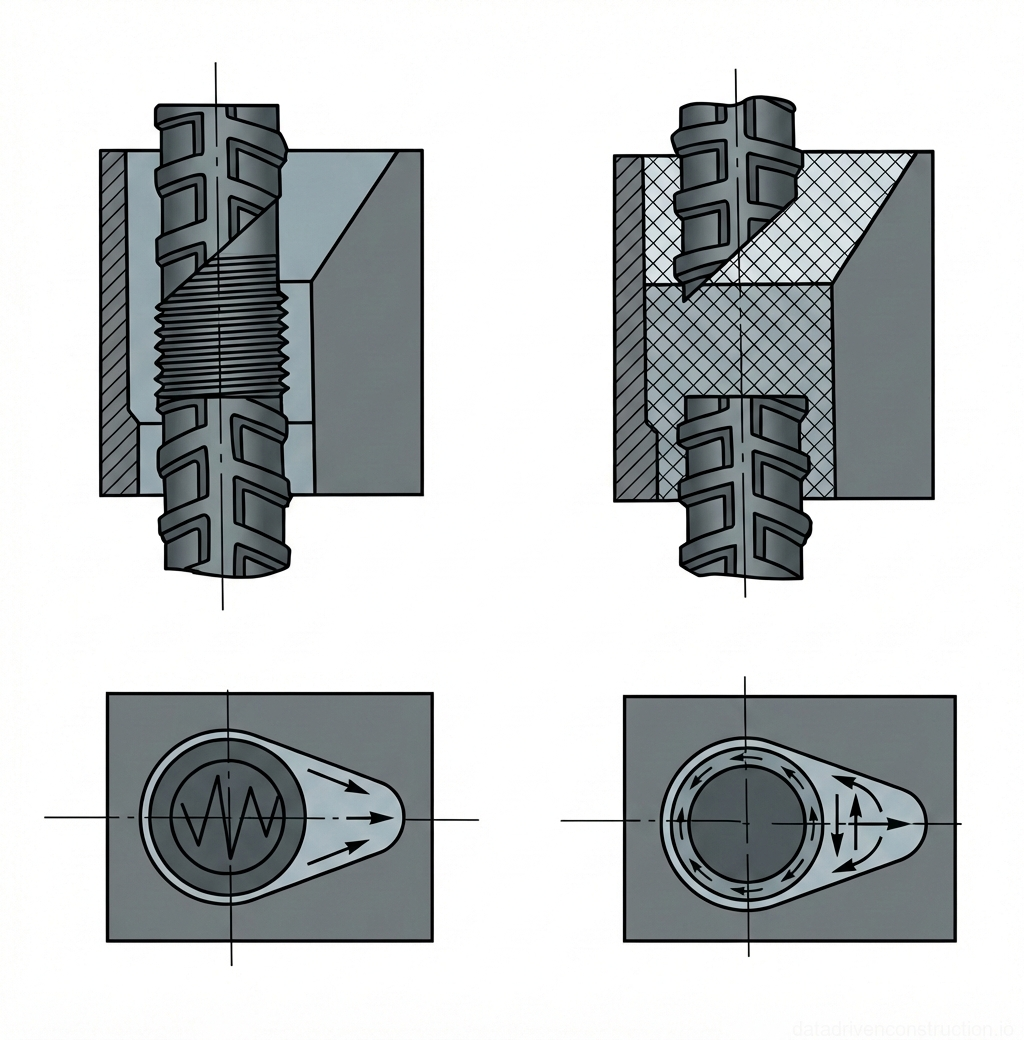
वेल्ड पूल की पिघली हुई धातु को बनाए रखने और वेल्ड ज्यामिति बनाने के लिए, ग्रेफाइट या तांबे से बने स्प्लिट इन्वेंट्री मोल्ड्स का उपयोग किया जाता है। मोल्ड में एक ऊर्ध्वाधर विभाजन तल के साथ दो सममित आधे हिस्से होते हैं, जो वेल्ड किए जाने वाले रीबार के व्यास के अनुरूप होते हैं। मोल्ड को इंटर-एंड गैप के अक्ष के सापेक्ष सख्ती से सममित रूप से स्थापित किया जाता है。
तरल धातु और स्लैग के रिसाव को रोकने के लिए रीबार और मोल्ड की दीवारों के बीच गैप को सील करना एक अत्यंत महत्वपूर्ण चरण है, क्योंकि इससे रिक्तियां (वॉयड्स) और अपूर्ण संलयन (लैक ऑफ फ्यूजन) हो सकता है। बार के सिरों से 15-20 मिमी की दूरी पर गर्मी प्रतिरोधी फाइबर कॉर्ड का उपयोग करके सीलिंग की जाती है। सीलेंट सामग्री रासायनिक रूप से तटस्थ होनी चाहिए और पिघली हुई धातु के संपर्क में आने पर गैस उत्सर्जित नहीं करनी चाहिए。
आधे मोल्ड्स का फिक्सेशन क्विक-रिलीज़ क्लैंप, स्क्रू क्लैंप या माउंटिंग ब्रैकेट का उपयोग करके किया जाता है। वेल्ड पूल के द्रव्यमान और थर्मल विरूपण के प्रभाव में मोल्ड को फिसलने से रोकने के लिए क्लैंपिंग बल पर्याप्त होना चाहिए, लेकिन इससे ग्रेफाइट तत्वों में दरार नहीं पड़नी चाहिए। फिक्सिंग वेजेज (कील) के उपयोग की अनुमति है।
- पिछले चक्रों के स्लैग और छींटों से इन्वेंट्री मोल्ड्स की आंतरिक सतहों की सफाई।
- तैयार जोड़ पर आधे मोल्ड्स की सममित स्थापना।
- सिरों से 15-20 मिमी के क्षेत्र में गर्मी प्रतिरोधी सीलिंग कॉर्ड के साथ गैप की सीलिंग।
- ढीलापन (प्ले) की अनुपस्थिति की जांच के साथ क्लैंप द्वारा मोल्ड का कठोर फिक्सेशन।
4. वेल्डिंग सामग्री और वेल्डिंग मापदंड
भराव सामग्री (फिलर मटेरियल) के रूप में यंत्रीकृत वेल्डिंग के लिए डिज़ाइन किए गए 2.6-3.0 मिमी व्यास वाले सेल्फ-शील्डेड या गैस-शील्डेड फ्लक्स-कोर्ड वायर का उपयोग किया जाता है। दोषों की मरम्मत और टैक वेल्डिंग के लिए, बेसिक कोटिंग (AWS के अनुसार प्रकार E7018 या E50A), 4.0 मिमी व्यास वाले कोटेड इलेक्ट्रोड का उपयोग किया जाता है। फ्लक्स कोर के नष्ट होने के जोखिम के कारण फ्लक्स-कोर्ड वायर के बार-बार ताप उपचार (बेकिंग) की अनुमति नहीं है。
उपयोग से पहले सामग्रियों को अनिवार्य रूप से बेक किया जाता है: फ्लक्स-कोर्ड वायर को 160-180 °C पर 1.5-2.5 घंटे के लिए, इलेक्ट्रोड को 350-400 °C पर 1-2 घंटे के लिए रखा जाता है। वेल्डिंग सामग्री कार्यस्थल पर केवल एक शिफ्ट की आवश्यकता से अधिक मात्रा में जारी नहीं की जाती है, और नमी से सुरक्षित थर्मो-केस में संग्रहीत की जाती है。
प्रक्रिया डायरेक्ट करंट (DC) रिवर्स पोलरिटी पर की जाती है। वेल्डिंग मापदंड कड़ाई से विनियमित होते हैं: 16-25 मिमी व्यास के लिए, ऑपरेटिंग करंट 24-26 वोल्ट के आर्क वोल्टेज पर 280-300 एम्पियर होता है; 36-40 मिमी व्यास के लिए, करंट को 28-34 वोल्ट के वोल्टेज पर 350-410 एम्पियर तक बढ़ा दिया जाता है। वायर फीड की गति 140-250 मीटर/घंटा की सीमा में सेट की जाती है। बेवेल की गहराई के आधार पर इलेक्ट्रोड वायर के स्टिक-आउट की लंबाई 30-80 मिमी के भीतर बनाए रखी जानी चाहिए।
- तापमान-समय ग्राफ के अनुसार इलेक्ट्रिक ओवन में वेल्डिंग सामग्री की बेकिंग।
- डायरेक्ट करंट (DC) रिवर्स पोलरिटी पर बिजली स्रोत की सेटिंग।
- रीबार के व्यास के आधार पर करंट (280-410 ए) और वोल्टेज (24-34 वी) के मापदंडों की स्थापना।
- स्थिर वायर स्टिक-आउट (30-80 मिमी) सुनिश्चित करने के लिए फीडिंग तंत्र का समायोजन।
5. वेल्डिंग प्रक्रिया निष्पादन तकनीक
वेल्डिंग आर्क की शुरुआत विशेष रूप से रीबार एक्सटेंशन के सिरे पर वायर को छूकर की जाती है। इन्वेंट्री मोल्ड के तत्वों पर आर्क जलाना सख्त वर्जित है ताकि उनके कटाव (क्षरण) और वेल्ड में अशुद्धता से बचा जा सके। क्षैतिज जोड़ों की वेल्डिंग करते समय, सबसे पहले अनुप्रस्थ दोलन के साथ एक सिरे का निचला भाग पिघलाया जाता है, फिर आर्क को दूसरे बार में स्थानांतरित किया जाता है। एक संयुक्त स्लैग और धातु पूल के निर्माण के बाद, आर्क के पूल के किनारों तक तेजी से संचलन द्वारा स्थान को भरा जाता है。
ऊर्ध्वाधर जोड़ों के लिए, निचले एक्सटेंशन के सिरे पर आर्क को प्रज्वलित किया जाता है। तरल धातु पूल के निर्माण के बाद, बेवेल को भरना ऊपरी बार के बेवेल के आसपास दोलन गति और मोल्ड की परिधि के साथ वृत्ताकार गति के बीच बारी-बारी से किया जाता है। छीटें (स्पैटर) को कम करने के लिए वायर को पिघली हुई सतह के लंबवत फीड किया जाना चाहिए。
शून्य से नीचे के परिवेशी तापमान पर समायोजन की आवश्यकता होती है: शून्य से नीचे प्रत्येक 3 °C की गिरावट के लिए, वेल्डिंग करंट में 1% की वृद्धि की जाती है। 90-150 मिमी की लंबाई में 200-250 °C तक जोड़ का प्रीहीटिंग अनिवार्य है (तापमान-संकेतक क्रेयॉन द्वारा नियंत्रण)। -30 °C से कम तापमान पर वेल्डिंग निषिद्ध है। वेल्डिंग प्रक्रिया के अंत में, संकोचन गुहा (श्रिंकेज कैविटी) के निर्माण से बचने के लिए, 3-4 सेकंड के 2-3 ठहराव (पॉज) लें, आर्क को पूल के किनारों तक लाएँ। मोल्ड को स्लैग के क्रिस्टलीकरण के कम से कम 5-10 मिनट बाद हल्का थपथपाकर हटाया जाता है।
- जोड़ को 200-250 °C तक प्रीहीट करना (कम तापमान की स्थिति में काम करते समय)।
- रीबार के मुख्य भाग पर आर्क का प्रज्वलन और प्राथमिक वेल्ड पूल का निर्माण।
- इलेक्ट्रोड के निर्दिष्ट दोलन प्रक्षेपवक्र (ज़िगज़ैग, वृत्ताकार) के साथ पिघलने के स्थान को भरना।
- संकोचन गुहाओं को रोकने के लिए वेल्डिंग के अंत में 2-3 ठहराव लेना।
- 5-10 मिनट के लिए प्राकृतिक शीतलन, मोल्ड को हटाना और स्लैग से सफाई करना।
6. गुणवत्ता नियंत्रण और कनेक्शन की स्वीकृति के मानदंड
गुणवत्ता नियंत्रण प्रणाली में इनपुट, परिचालन और स्वीकृति चरण शामिल हैं। इनपुट नियंत्रण सामग्री प्रमाण पत्र, रेक्टिफायर की सेवाक्षमता और असेंबली सटीकता (गैप, संरेखण) की जांच करता है। प्रति शिफ्ट कम से कम दो बार किए जाने वाले परिचालन नियंत्रण में वेल्ड ज्यामिति का दृश्य मूल्यांकन, अंडरकट की अनुपस्थिति और वेल्डिंग तापमान मापदंडों के अनुपालन का नियंत्रण शामिल है。
अंतिम स्वीकृति दृश्य-मापन, अल्ट्रासोनिक और यांत्रिक परीक्षण के परिणामों पर आधारित होती है। सतह के दोष सख्ती से सीमित हैं: प्रति जोड़ 5 से अधिक बाहरी छिद्र या स्लैग समावेशन की अनुमति नहीं है, और किसी एकल दोष का अधिकतम व्यास 2.0 मिमी से अधिक नहीं होना चाहिए। स्थानीय सतह दोषों को अपघर्षक (एब्रेसिव) उपकरण द्वारा हटाया जाता है और ज़ोन को 200-250 °C तक गर्म करने के बाद वेल्ड किया जाता है。
उपकरण नियंत्रण में वेल्ड किए गए कुल एकल जोड़ों के 10% का अल्ट्रासोनिक दोष परीक्षण (UT) शामिल है। प्रत्येक बैच से 3 नियंत्रण नमूनों पर स्थैतिक तन्यता (स्टेटिक टेंशन) के लिए यांत्रिक परीक्षण किए जाते हैं। 500 एमपीए श्रेणी के रीबार के लिए, अंतिम तन्य शक्ति का अंकगणितीय औसत मान 586 एमपीए से कम नहीं होना चाहिए, और नमूने में न्यूनतम स्वीकार्य मान 500 एमपीए से कम नहीं होना चाहिए। अस्वीकार्य आंतरिक दोषों वाले जोड़ों को काटकर निकाला जाता है और एक मध्यवर्ती इन्सर्ट (कम से कम 80 मिमी लंबा) के माध्यम से बदला जाता है, जिसके बाद नए वेल्ड का 100% अल्ट्रासोनिक परीक्षण किया जाता है।
- स्लैग हटाने के बाद 100% वेल्डेड जोड़ों का दृश्य-मापन नियंत्रण।
- बैच में 10% एकल जोड़ों का अल्ट्रासोनिक दोष परीक्षण (UT)।
- प्रयोगशाला में स्थैतिक तन्यता परीक्षण के लिए 3 गवाह-नमूनों का चयन।
- सतह के दोषों (2.0 मिमी तक) की स्थानीय मरम्मत या दोषपूर्ण नोड्स को पूरी तरह से काटना।
- एज़-बिल्ट दस्तावेज़ीकरण तैयार करना और वेल्डर की व्यक्तिगत मुहर लगाना।