施工工艺卡:定型模具内钢筋接头药芯焊丝机械化电弧焊
材料
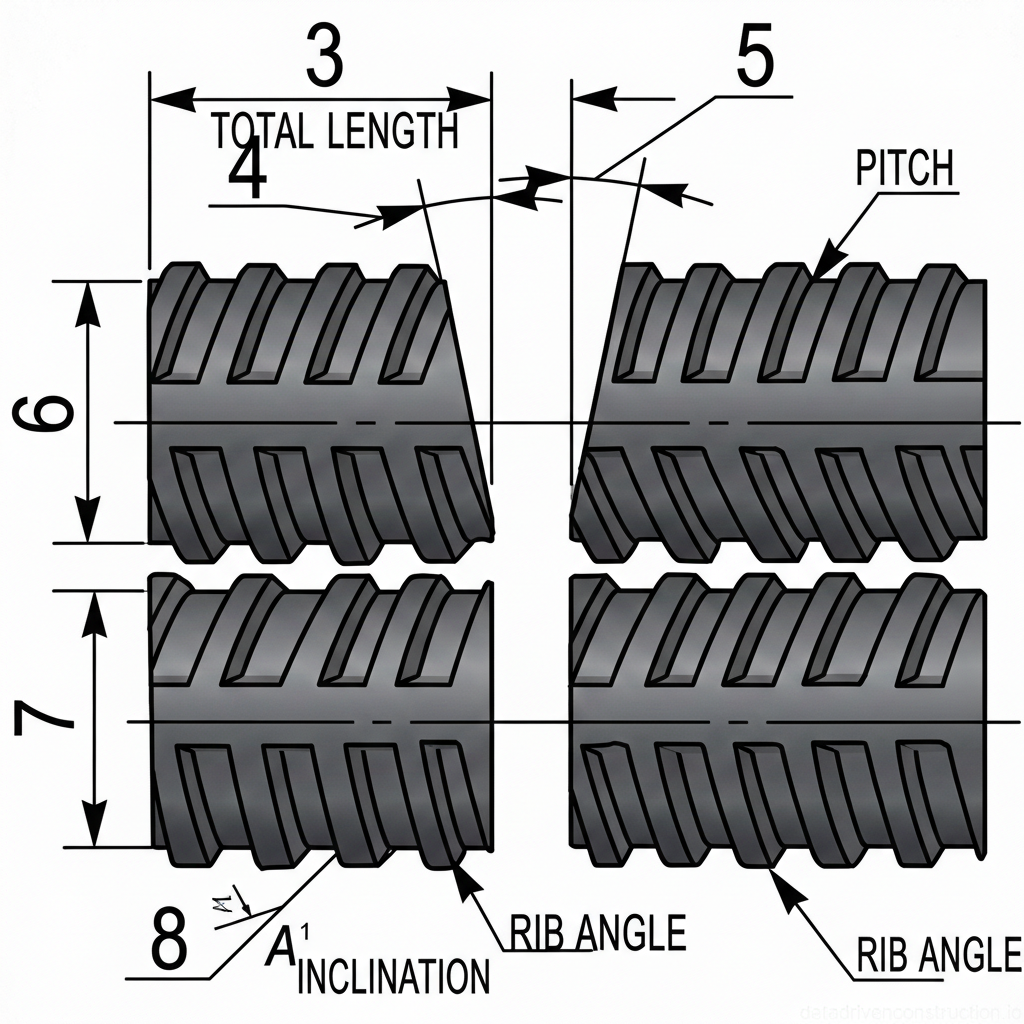
- 机械化焊接用气体保护/自保护药芯焊丝(Ø 2.6 - 3.0 mm,熔敷金属屈服强度 ≥ 500 MPa)
- 碱性药皮电焊条(AWS E7018 / Э50А型,Ø 4.0 mm)
- 耐高温纤维密封绳(工作温度最高可达 1000 °C)
- 石墨或铜制定型模具(适用于直径 16-40 mm)
- 测温笔(用于监测 200 °C、250 °C、600 °C 的温度)
- 用于火焰加工的工业氧气与丙烷-丁烷混合气
设备
- 带送丝机构的工业级半自动焊机(电流最高 500 A)
- 焊接整流器(下降/平特性直流电源,500 A)
- 便携式焊材烘干箱(加热至 400 °C)
- 气割及加热设备套件(割炬、气焊枪、减压器、气瓶)
- 配备斜探头的超声波探伤仪(用于检测钢筋接头)
- 用于固定模具的快速夹具和螺旋夹具
- 角磨机(配备磨削砂轮)
1. 适用范围及一般组织要求
该技术适用于预制钢筋混凝土多层框架建筑中刚性连接节点(梁-柱、柱-柱)的施工。被连接构件的混凝土强度应符合设计等级(按国际分类为C20/25–C40/50)。该技术适用于焊接直径16至40 mm、屈服强度400-500 MPa(相当于B500B / Grade 60级或35GS/25G2S钢)的单根及双根钢筋接头。
焊接作业的指导人员必须是具备焊接专业教育背景的工程师,且已通过ISO 14731或类似标准要求的资格认证。连接作业必须由持有埋弧焊或药芯焊丝机械化焊接有效资格证书的焊工直接执行。
施工开始前,安装作业面必须配备经检定合格的设备。焊工作业面应有可靠的防雨雪和防风措施。在高度超过1.3 m处作业时,必须使用带有不燃材料铺板的定型脚手架,并使用防坠落安全保护系统。
- 为作业区配备合格人员和经检定的设备。
- 在安装区域设置围挡和遮蔽设施,以保护熔池免受风雨影响。
- 使用不燃材料搭建安全的高空作业平台。
2. 钢筋接头的准备与对中
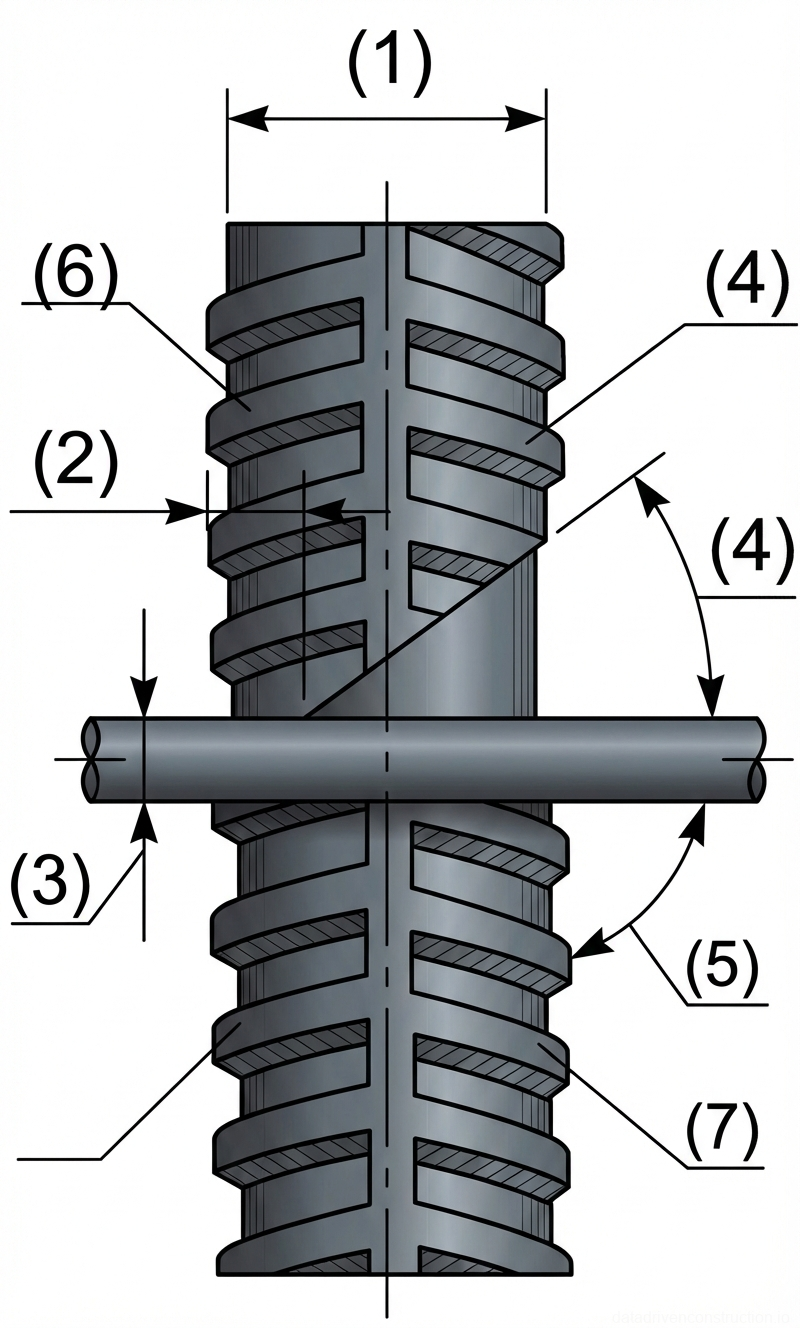
钢筋的几何参数和相互位置必须严格符合施工图纸。对于直径16-28 mm的钢筋,允许的不对中量不得超过标称直径的15%;对于直径32-40 mm的钢筋,不得超过10%。被连接钢筋的轴线折角不得超过3°。伸出混凝土基体的净长度最小应为150 mm。
钢筋的对中调整通过热校平进行。使用气割火焰加热至600-800 °C(目测呈暗樱桃红色)。为避免对混凝土造成热力损伤及降低其强度特性(水泥石结构破坏),加热区距离混凝土构件端面不得小于70 mm。
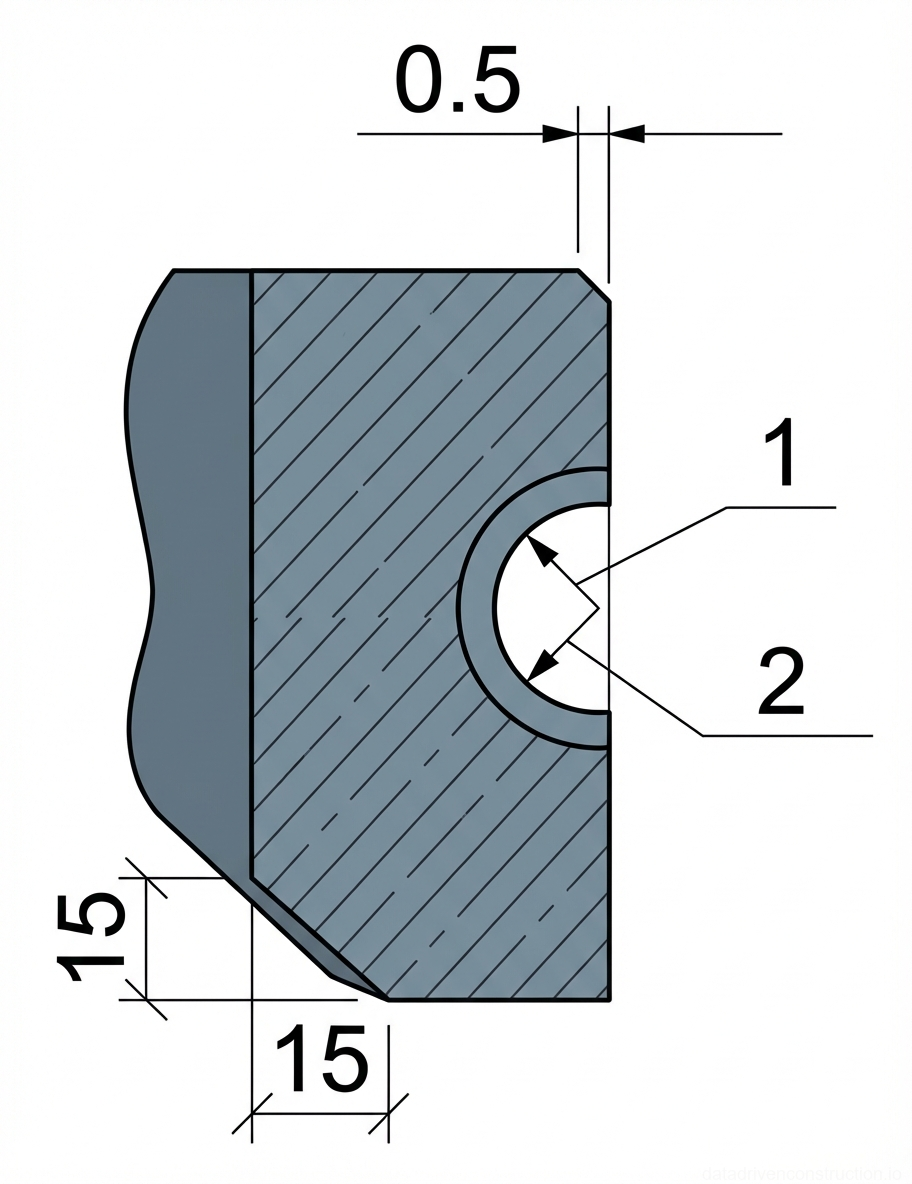
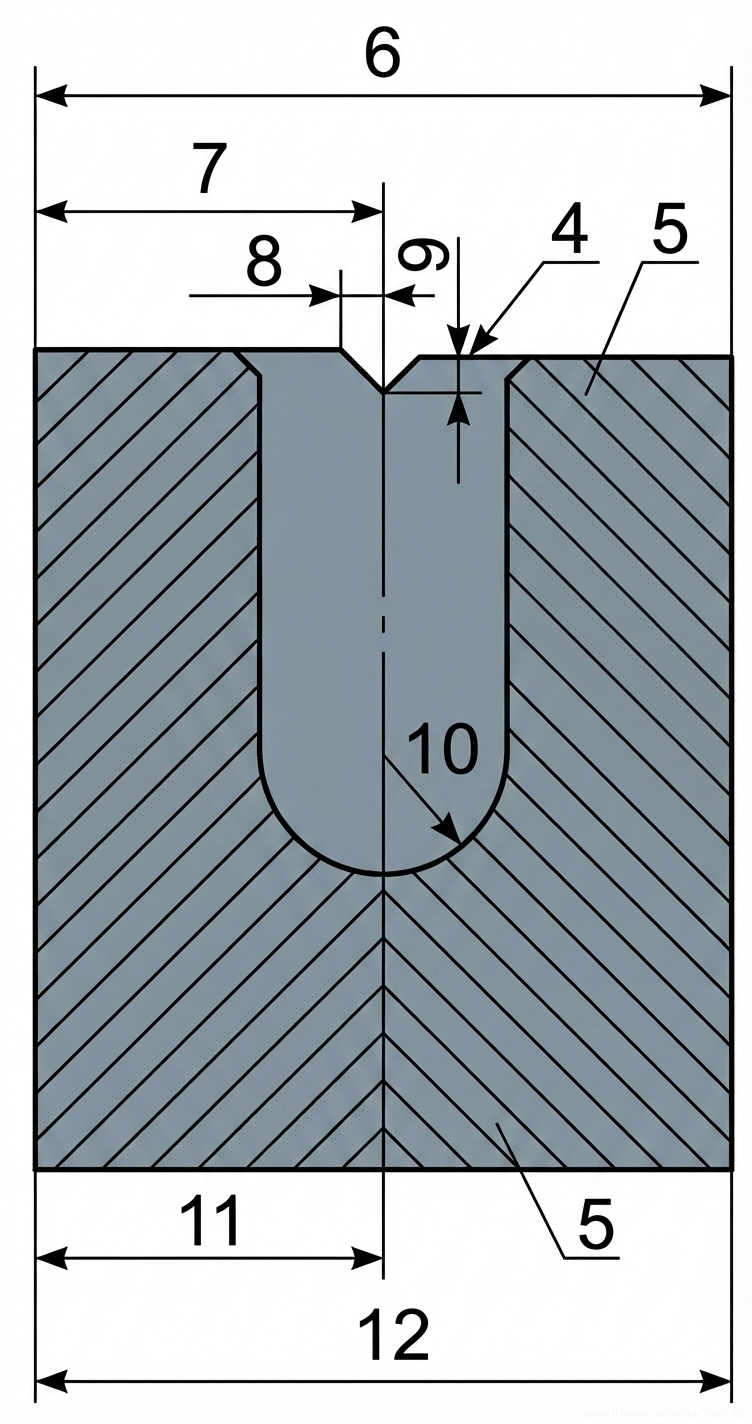
钢筋端面仅允许采用氧气切割法进行制备;严禁使用电弧切割。对于水平单根接头,应加工成10-15°的坡口,间隙为12-20 mm。对于水平双根钢筋,坡口角度为12-15°(间隙12-18 mm)。垂直钢筋接头需加工40-50°的坡口。焊接区域(距端面至少10 mm范围内)须用钢丝刷清理至露出金属光泽,并用割炬火焰清除水分痕迹。
- 对外露钢筋的对中和长度进行目视及仪器检查。
- 对钢筋进行热校平(加热至600-800 °C),并与混凝土保持安全距离。
- 对端部进行氧气切割,以形成符合规范的坡口角度。
- 对坡口及邻近区域(至少10 mm)进行机械打磨,直至露出纯净金属。
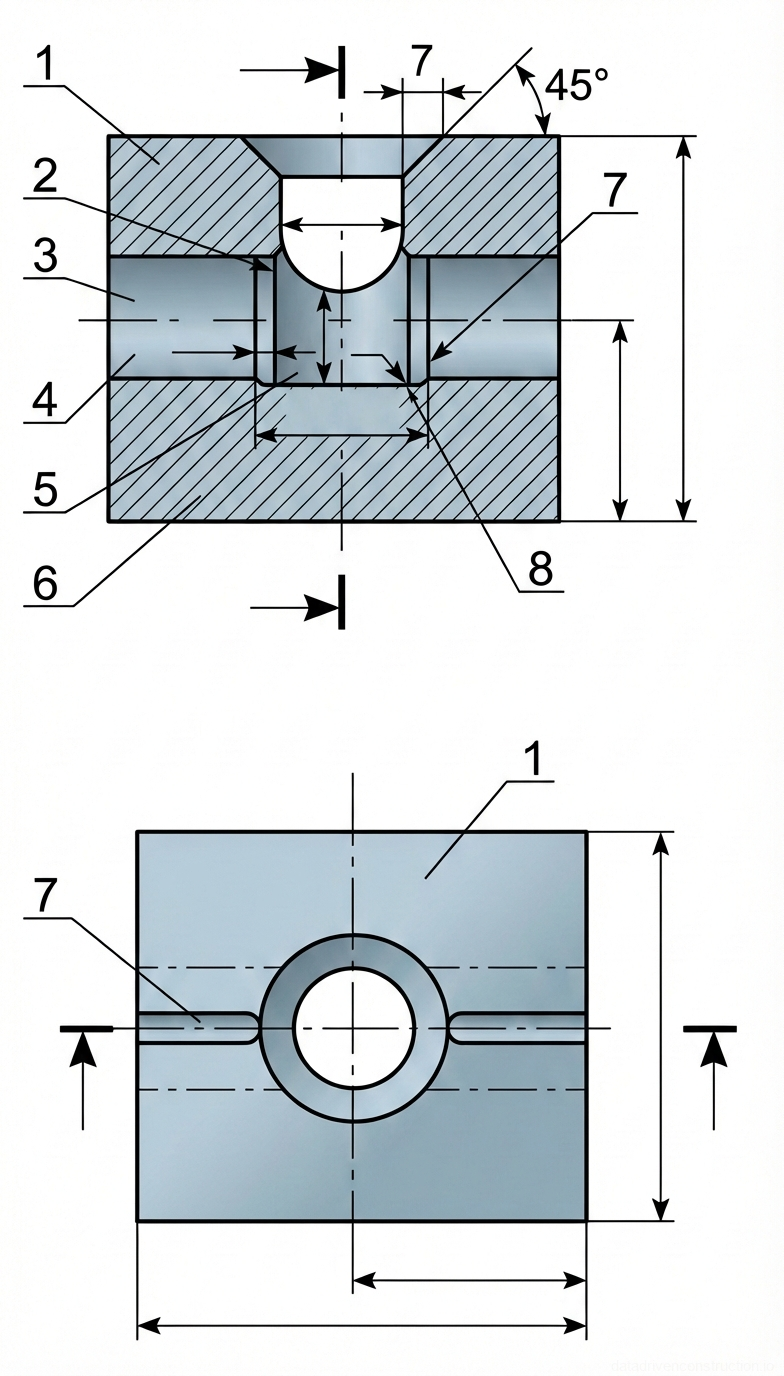
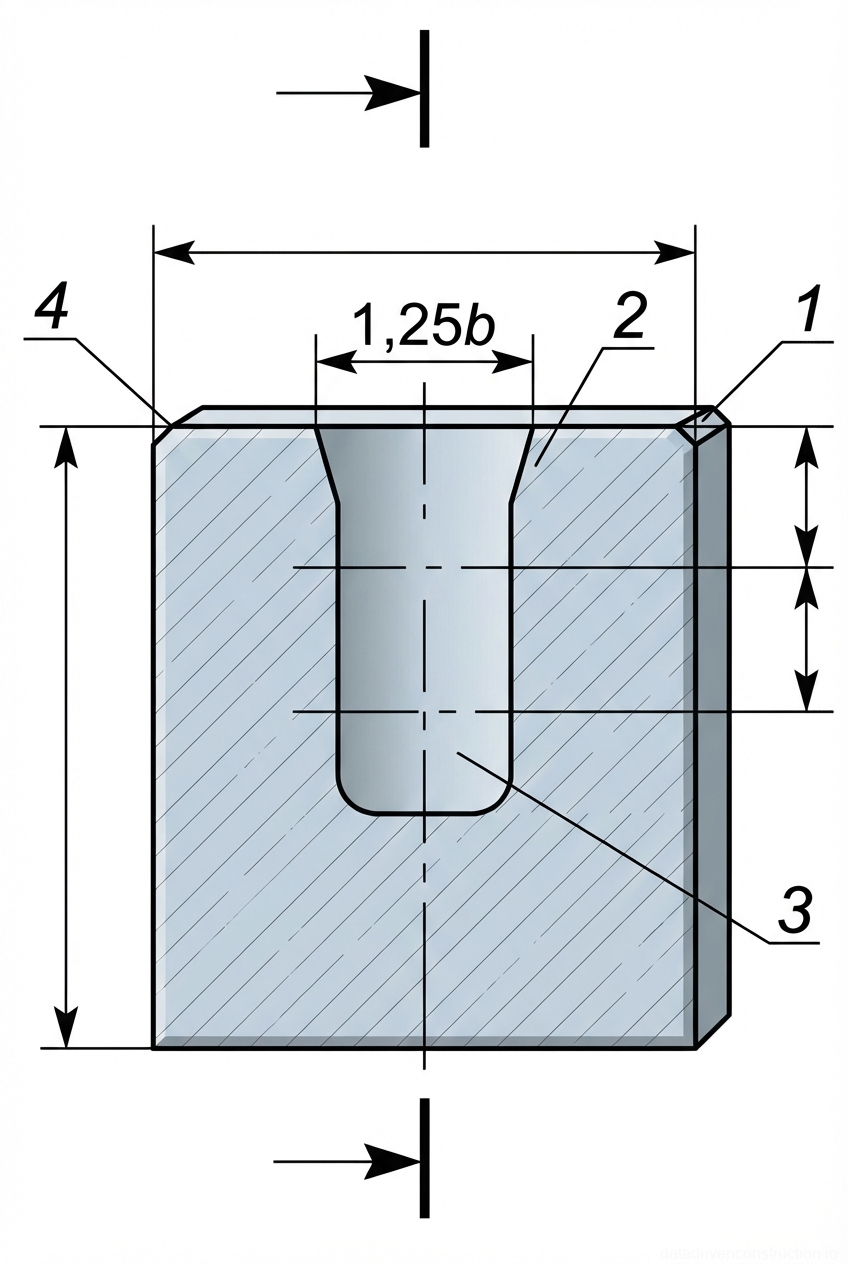
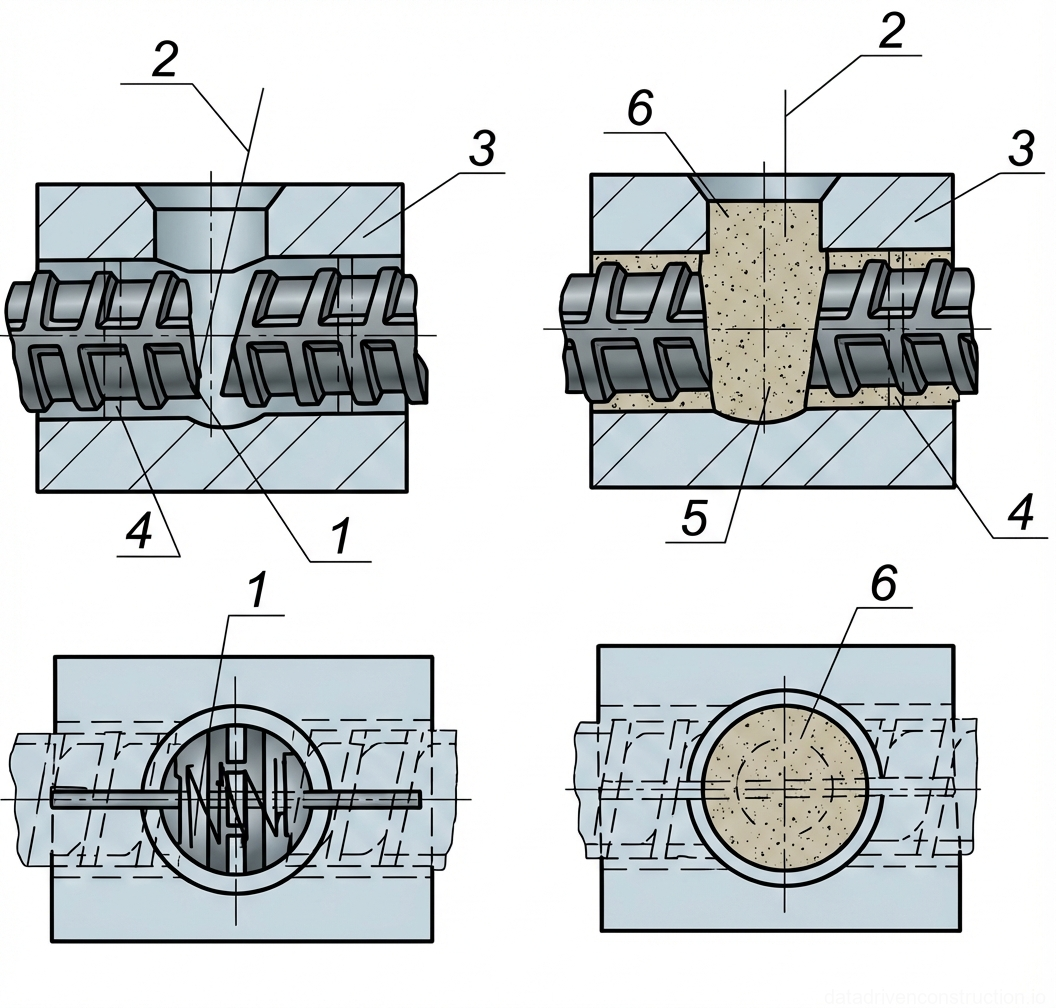
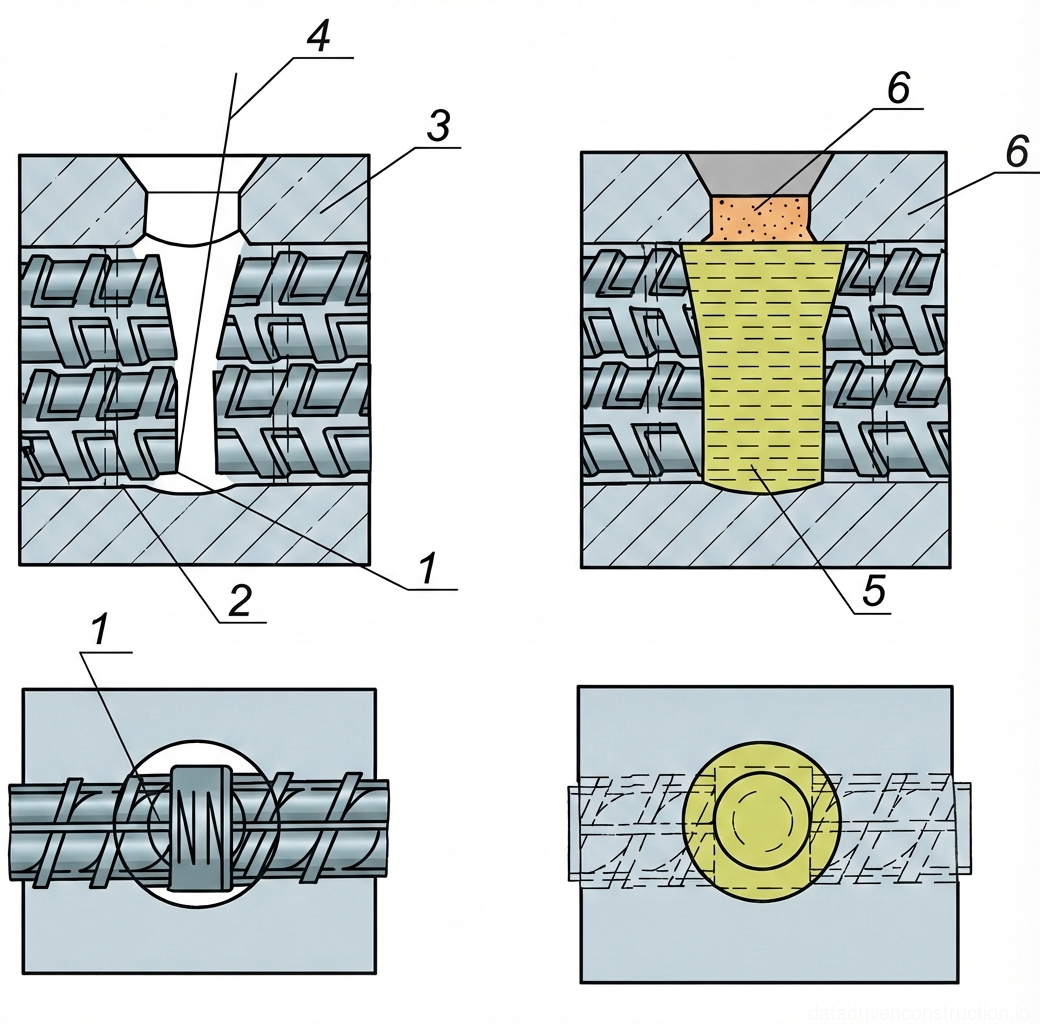
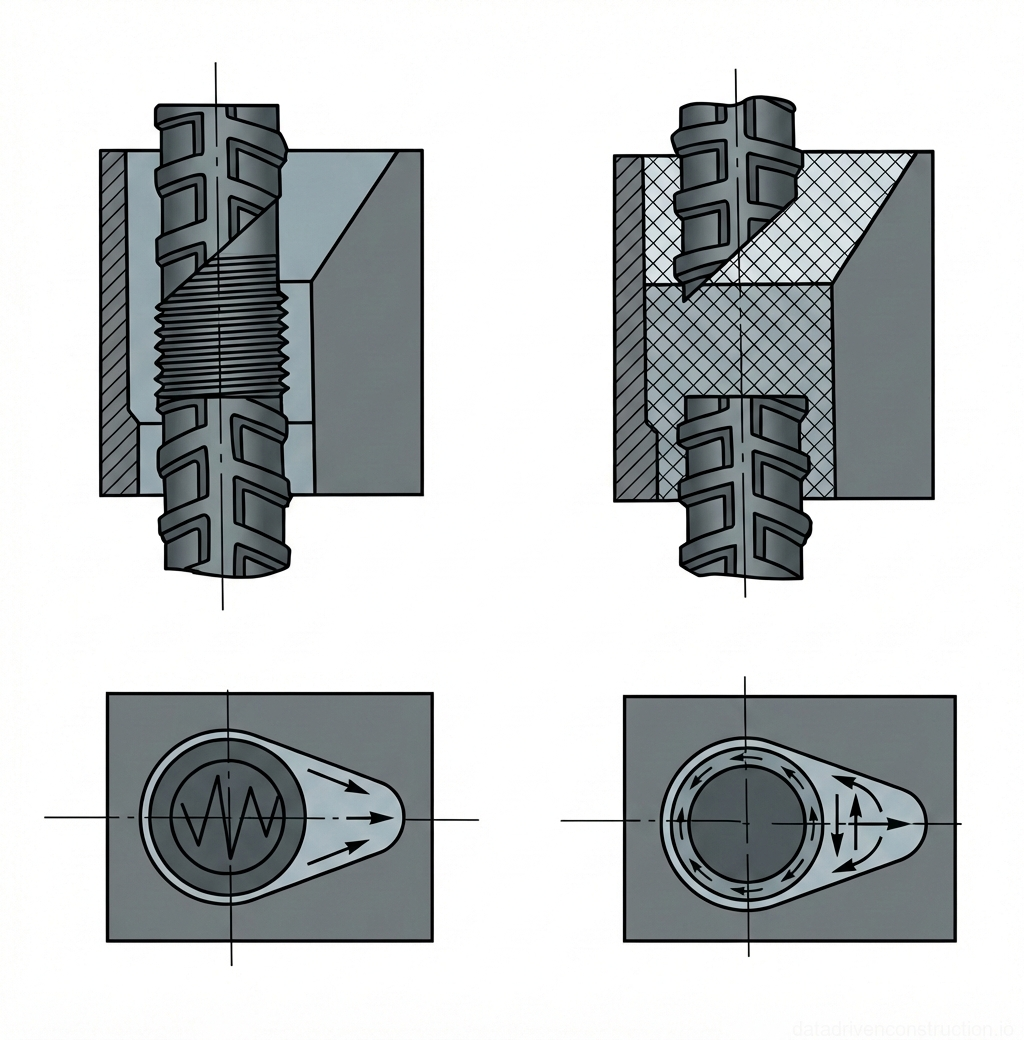
3. 定型模具的安装
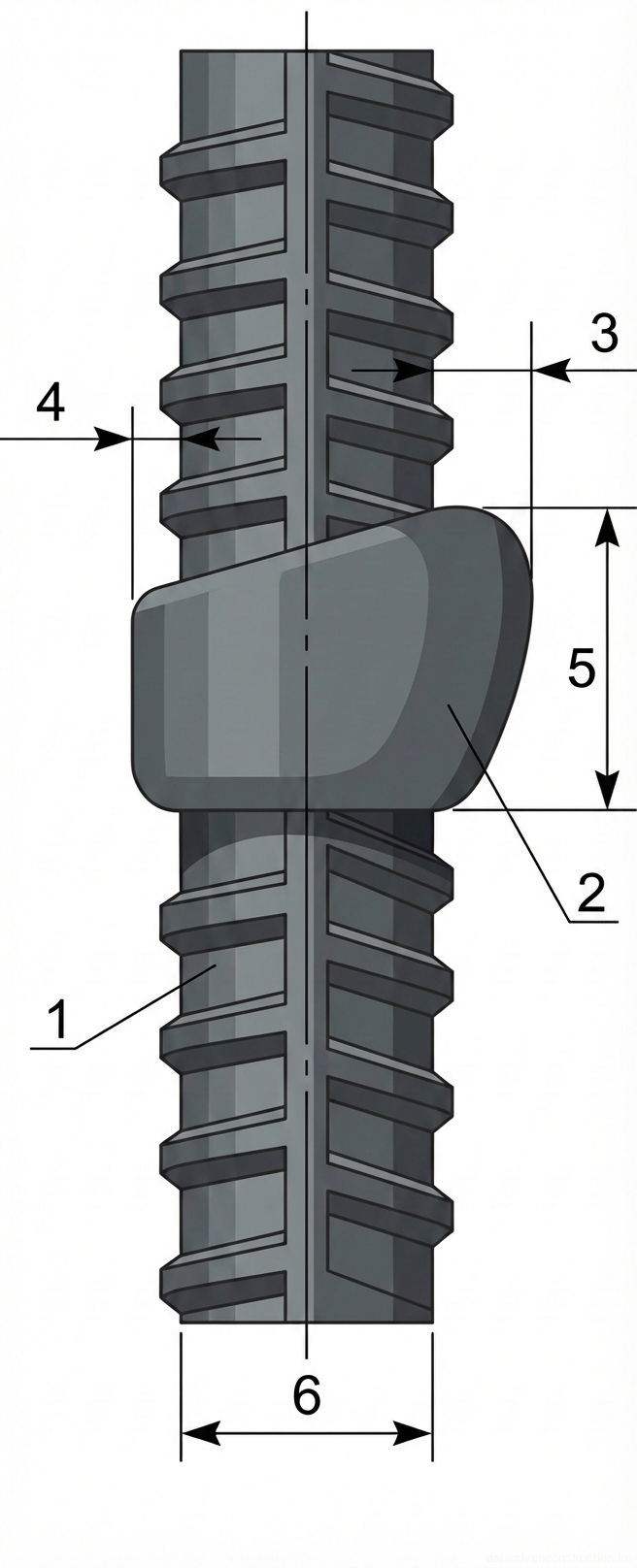
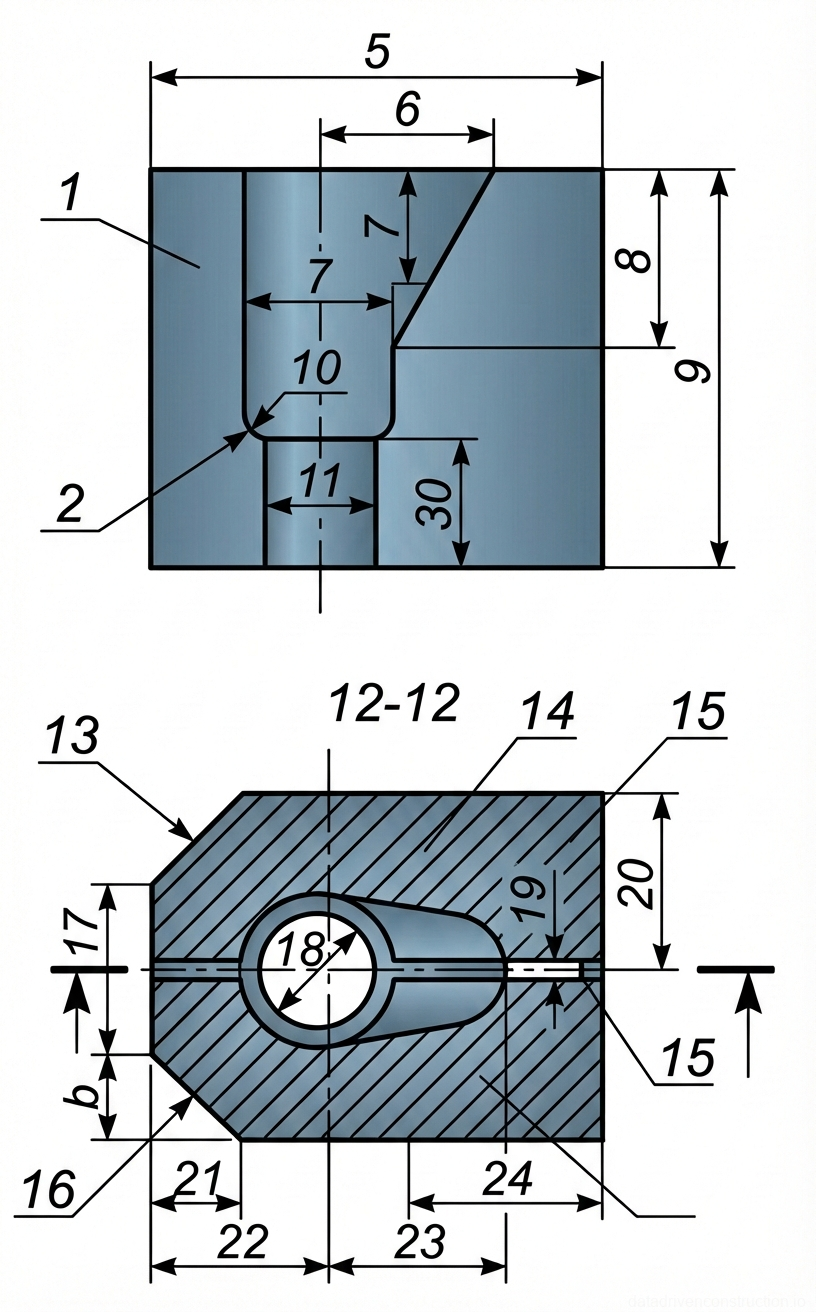
为容纳熔化的焊缝金属并塑造焊缝几何形状,采用由石墨或铜制成的可拆卸定型模具。模具由两半对称部分组成,具有垂直分型面,并与待焊钢筋直径相匹配。模具必须严格以端面间隙的轴线为中心对称安装。
关键步骤是密封钢筋与模具壁之间的间隙,以防止液态金属和熔渣流出,否则可能导致空洞和未焊透。在距离钢筋端面15-20 mm处使用耐高温纤维绳进行密封。密封材料必须呈化学惰性,且在接触熔融物时不释放气体。
半模的固定采用快速夹具、螺旋夹具或安装卡箍。夹紧力必须足以防止模具在熔池重量和热变形作用下发生滑动,但又不能导致石墨部件开裂。允许使用固定楔块。
- 清除定型模具内表面的熔渣及上个循环的飞溅物。
- 将半模对称安装在准备好的接头处。
- 在距端面15-20 mm区域使用耐高温密封绳密封间隙。
- 用夹具刚性固定模具,并检查无松动现象。
4. 焊接材料及焊接参数
填充材料采用直径2.6–3.0 mm的自保护或气体保护药芯焊丝,专用于机械化焊接。修复缺陷和定位焊采用直径4.0 mm的碱性药皮电焊条(AWS E7018型或Э50А型)。因存在破坏药芯的风险,严禁对药芯焊丝进行二次热处理(烘焙)。
使用前,材料必须经过严格的烘焙处理:药芯焊丝在160-180 °C下保温1.5-2.5小时,电焊条在350-400 °C下保温1-2小时。发放到作业面的焊接材料数量不得超过单班用量,并存放在防潮的保温筒中。
焊接过程采用直流反接。焊接参数有严格规定:对于直径16-25 mm的钢筋,工作电流为280-300 A,电弧电压为24-26 V;对于直径36-40 mm的钢筋,电流增至350-410 A,电压为28-34 V。送丝速度设定在140-250 m/h范围内。焊丝干伸长度应根据坡口深度保持在30-80 mm之间。
- 按时间-温度曲线在电烘箱中烘焙焊接材料。
- 将焊接电源设置为直流反接。
- 根据钢筋直径设定电流(280-410 A)和电压(24-34 V)参数。
- 调节送丝机构以确保稳定的焊丝干伸长度(30-80 mm)。
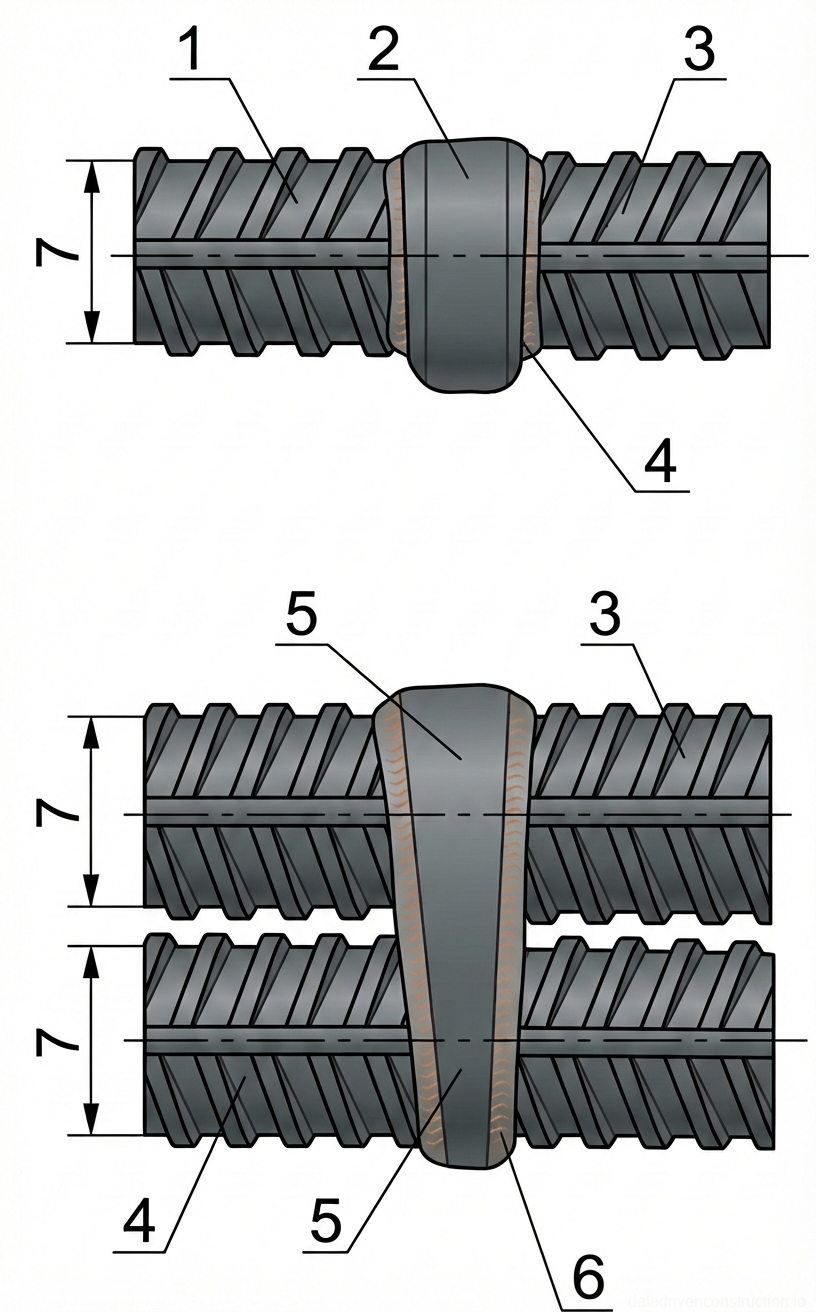
5. 焊接工艺执行技术
起弧仅限于焊丝接触钢筋端面时进行。严禁在定型模具组件上起弧,以防其受到电蚀并污染焊缝。焊接水平接头时,先使一个端面的下部熔化并进行横向摆动,然后将电弧移至另一根钢筋。在形成统一的熔渣与金属熔池后,通过电弧在熔池边缘的快速移动来填满空间。
对于垂直连接,电弧在下部钢筋的端面上引燃。液态金属熔池形成后,通过在上部钢筋坡口附近交替进行摆动并在模具周边进行圆周运动来填充坡口。焊丝应垂直于熔体表面送入,以最大限度地减少飞溅。
在环境温度低于零度时需进行参数调整:气温每降至零下3 °C,焊接电流需增加1%。必须对接头进行预热,在90-150 mm长度范围内预热至200-250 °C(使用测温笔监控)。严禁在低于-30 °C的温度下进行焊接。在焊接过程尾声,为避免产生缩孔,需进行2-3次停顿,每次3-4秒,将电弧引向熔池边缘。应在熔渣结晶后至少5-10分钟,通过轻微敲击来拆除模具。
- 将接头预热至200-250 °C(在低温条件下作业时)。
- 在钢筋本体上起弧并形成初始熔池。
- 按设定的焊条摆动轨迹(之字形、圆形)填充熔化空间。
- 在焊接末期停顿2-3次以防止产生缩孔。
- 自然冷却5-10分钟,拆除模具并清理熔渣。
6. 质量控制及接头验收标准
质量控制体系包括进场、工序和验收三个阶段。进场控制检查材料证书、整流器功能及装配精度(间隙、对中度)。工序控制每班至少执行两次,包括对焊缝几何形状、有无咬边及是否遵守焊接温度制度进行目视评估。
最终验收基于目视及测量、超声波和力学检测的结果。表面缺陷受到严格限制:每个接头允许的外部气孔或夹渣不超过5个,且单个缺陷最大直径不得超过2.0 mm。局部表面缺陷须用角磨机清除后,在将该区域预热至200-250 °C后进行补焊修复。
仪器检测包括对已焊单根接头总量的10%进行超声波探伤(UT)。每批次抽取3个对比试件进行静态拉伸力学性能试验。对于500 MPa级钢筋,抗拉强度算术平均值不得低于586 MPa,且样本中允许的最小值不得低于500 MPa。含有不合格内部缺陷的接头必须割除,并通过中间钢筋段(长度不小于80 mm)更换,新焊缝须进行100%超声波探伤。
- 清理熔渣后对100%焊缝接头进行外观和尺寸检查。
- 对批次中10%的单根接头进行超声波探伤。
- 抽取3个对比试件送实验室进行静态拉伸试验。
- 对表面缺陷(最大2.0 mm)进行局部修复或将不合格接头彻底割除更换。
- 编制竣工文件并加盖焊工个人钢印。