Ficha Tecnológica: Soldagem a arco mecanizada com arame tubular de esperas de armadura em moldes reutilizáveis
Materiais
- Arame tubular com proteção gasosa/autoprotegido para soldagem mecanizada (Ø 2,6 - 3,0 mm, limite de escoamento do metal depositado ≥ 500 MPa)
- Eletrodos de soldagem com revestimento básico (tipo E7018 / E50A, Ø 4,0 mm)
- Cordão de vedação de fibra termorresistente (temperatura de trabalho até 1000 °C)
- Moldes reutilizáveis de grafite ou cobre (adequados para diâmetros de 16-40 mm)
- Lápis termoindicadores (para controle de temperatura de 200 °C, 250 °C, 600 °C)
- Oxigênio industrial e mistura propano-butano para tratamento de chama a gás
Equipamentos
- Máquina de soldagem semiautomática de classe industrial com mecanismo alimentador de arame (corrente até 500 A)
- Retificador de soldagem (fonte de corrente contínua com curva característica descendente/rígida, 500 A)
- Estufa elétrica de secagem portátil para a ressecagem de consumíveis de soldagem (aquecimento até 400 °C)
- Conjunto de equipamentos para oxicorte e aquecimento a gás (maçaricos, queimadores a gás, reguladores de pressão, cilindros)
- Aparelho de ultrassom (END) com transdutores angulares para inspeção de juntas de armaduras
- Grampos de aperto rápido e sargentos roscados para fixação dos moldes
- Esmerilhadeira angular com discos abrasivos
1. Área de aplicação e requisitos organizacionais gerais
Esta tecnologia é aplicada para a execução de nós de ligação rígidos (viga-pilar, pilar-pilar) em edifícios de múltiplos andares estruturados em concreto armado pré-moldado. A resistência do concreto dos elementos a serem unidos deve corresponder às classes de projeto (C20/25 – C40/50, segundo a classificação internacional). A tecnologia foi desenvolvida para a soldagem de esperas de armadura simples e duplas com diâmetro de 16 a 40 mm, com limite de escoamento de 400-500 MPa (correspondente às classes B500B / Grade 60 ou aço 35GS/25G2S).
A supervisão dos trabalhos de soldagem é restrita a engenheiros com formação especializada na área de processos de soldagem, certificados de acordo com os requisitos da norma ISO 14731 ou normas equivalentes. A execução direta das uniões deve ser confiada a soldadores com certificados de qualificação válidos para a execução de soldagem mecanizada a arco submerso ou com arame tubular.
Antes do início dos trabalhos, a frente de trabalho deve estar equipada com os equipamentos devidamente calibrados. O local de trabalho do soldador deve estar protegido de forma segura contra precipitações atmosféricas e ações do vento. Para trabalhos em alturas superiores a 1,3 m, é obrigatória a utilização de andaimes modulares com pisos de materiais incombustíveis e o uso de sistemas de proteção contra quedas.
- Lotação da frente de trabalho com pessoal qualificado e equipamentos calibrados.
- Instalação de barreiras e abrigos na zona de montagem para proteger a poça de fusão do vento e precipitações.
- Montagem de plataformas de trabalho seguras em altura utilizando materiais incombustíveis.
2. Preparação e alinhamento das esperas de armadura
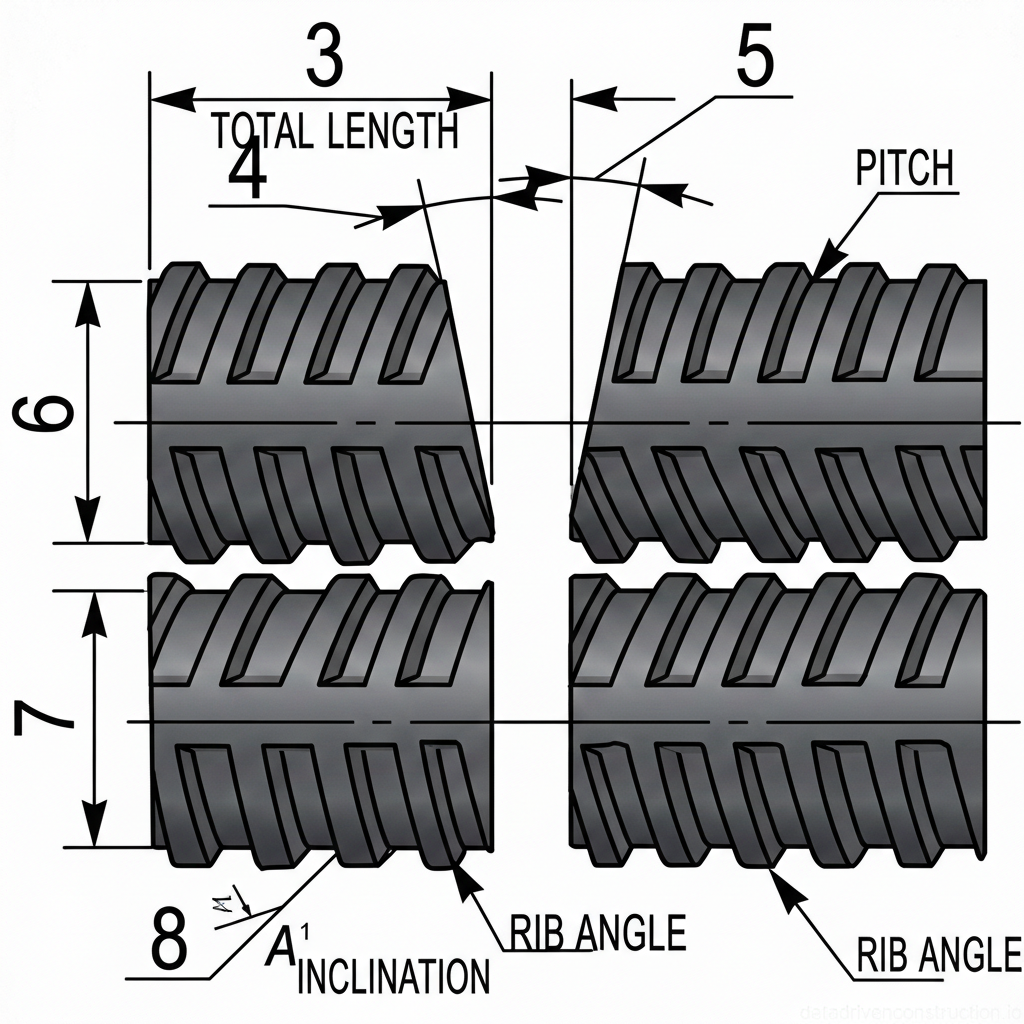
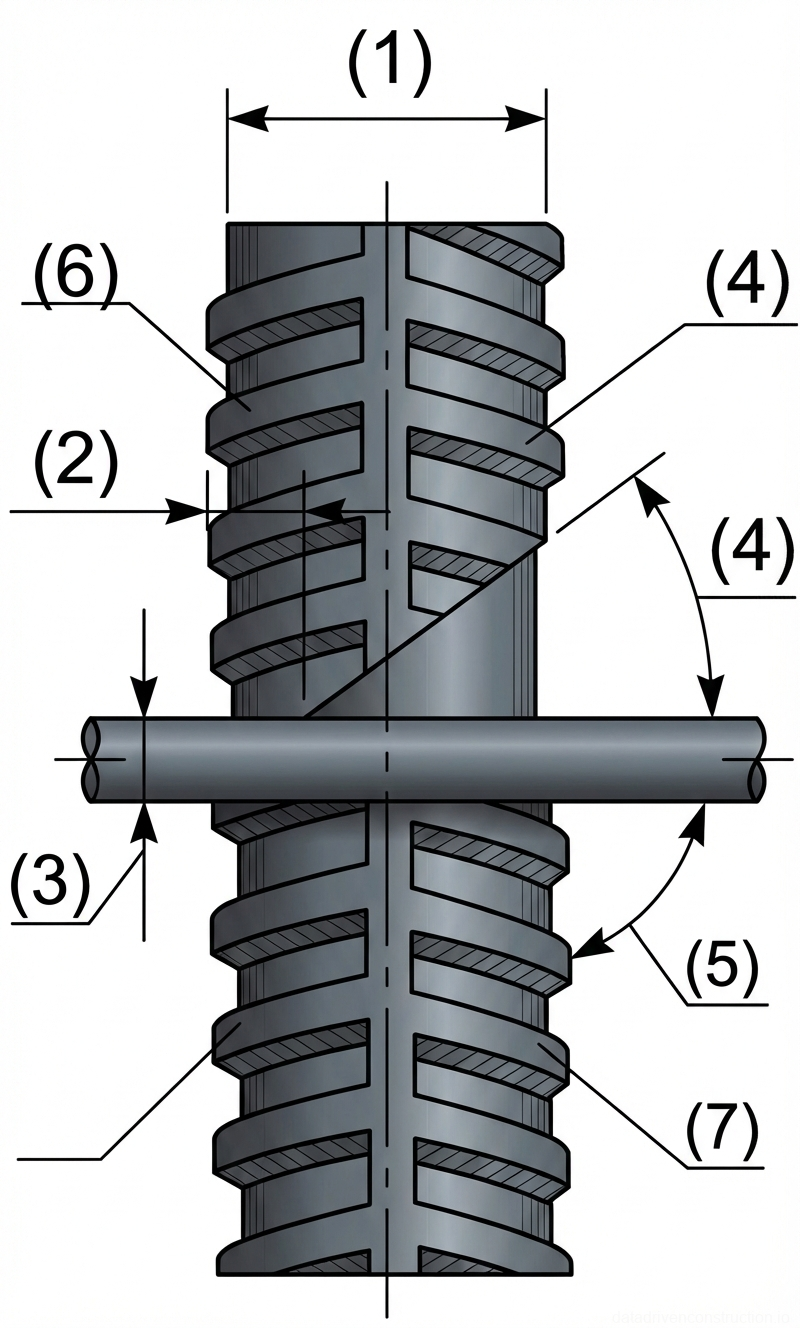
Os parâmetros geométricos e o posicionamento relativo das barras de armadura devem seguir rigorosamente os desenhos de projeto. O desalinhamento admissível para armaduras com diâmetro de 16-28 mm não deve ultrapassar 15% do diâmetro nominal, e para diâmetros de 32-40 mm — não mais que 10%. O desvio angular dos eixos das barras unidas não deve exceder 3°. O comprimento mínimo livre da espera a partir da face do concreto deve ser de 150 mm.
O ajuste das barras para o posicionamento alinhado é realizado através de alinhamento térmico. O aquecimento é feito com maçarico a gás até a temperatura de 600-800 °C (visualmente até a cor vermelho-cereja escuro). Para evitar danos térmicos ao concreto e a perda de suas características de resistência (destruição da pasta de cimento), a zona de aquecimento deve estar a uma distância não inferior a 70 mm da face do elemento de concreto.
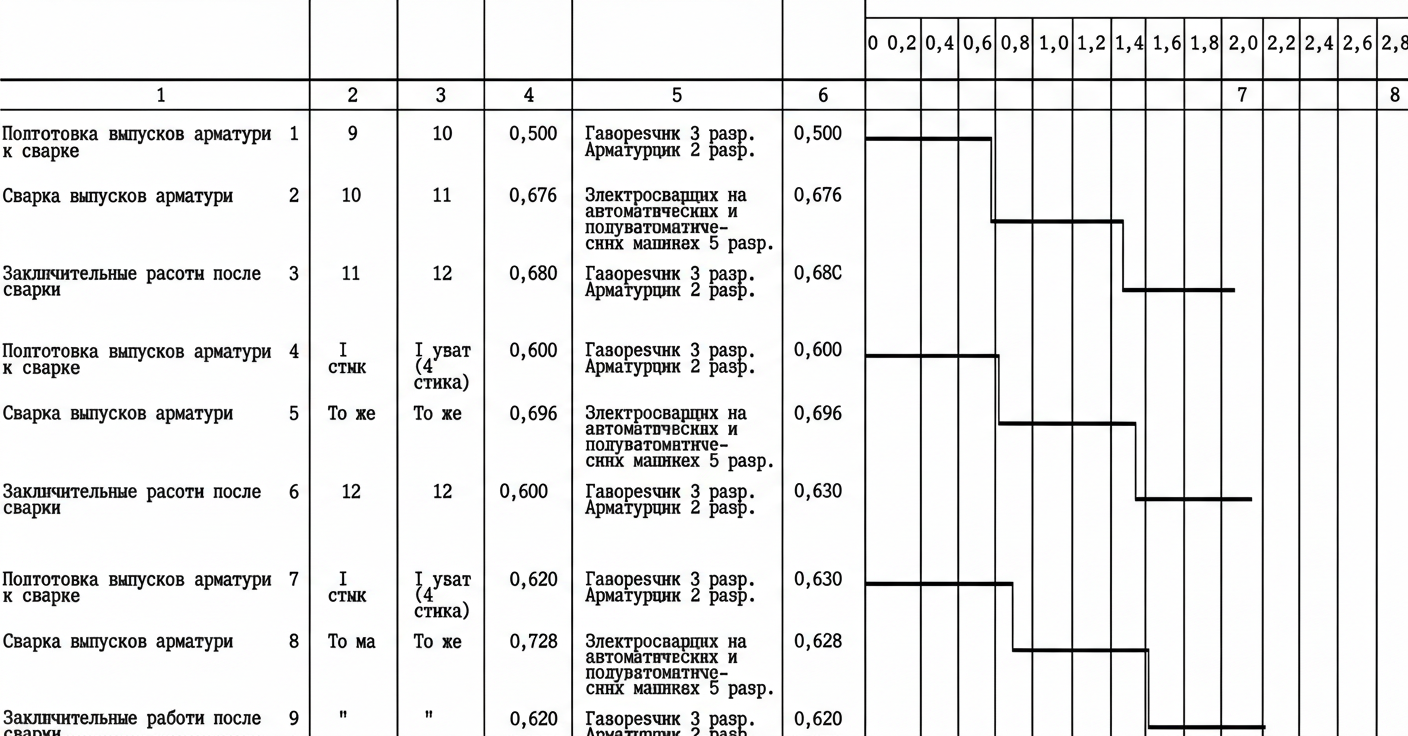
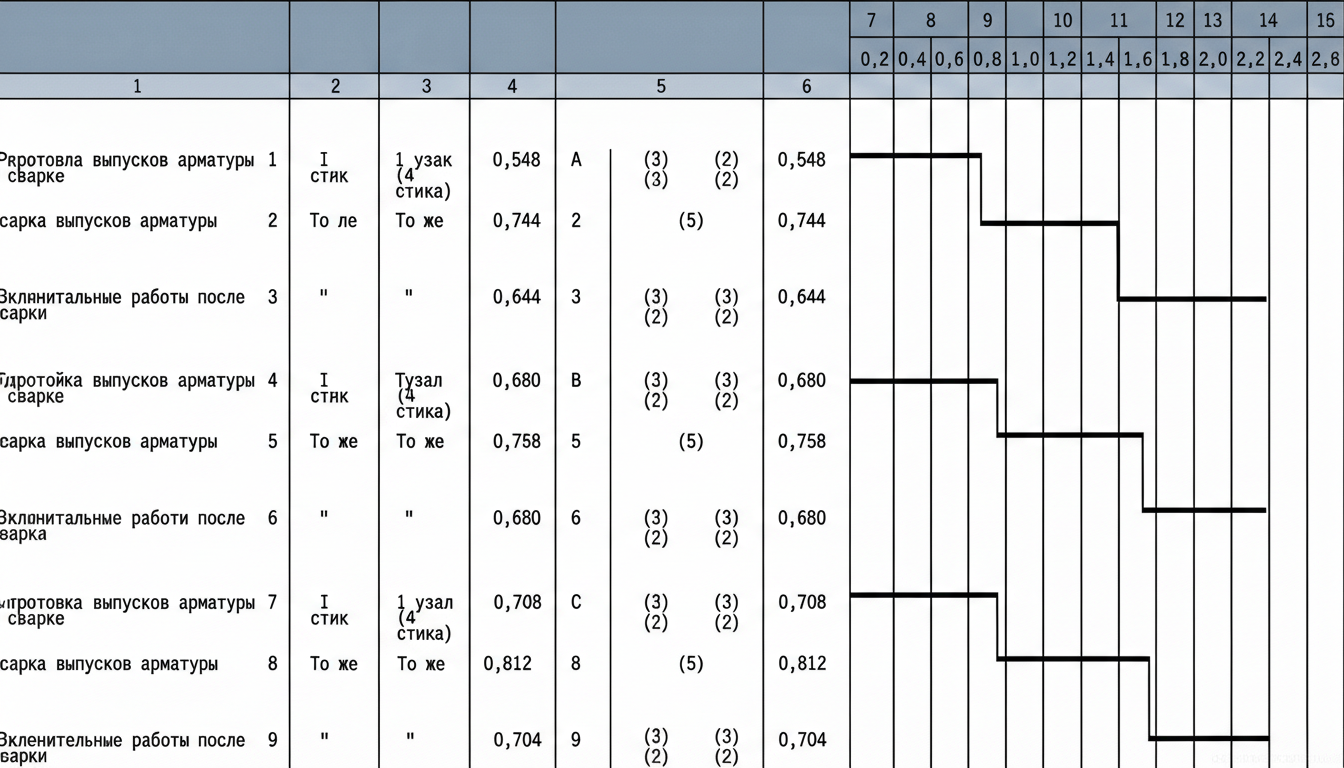
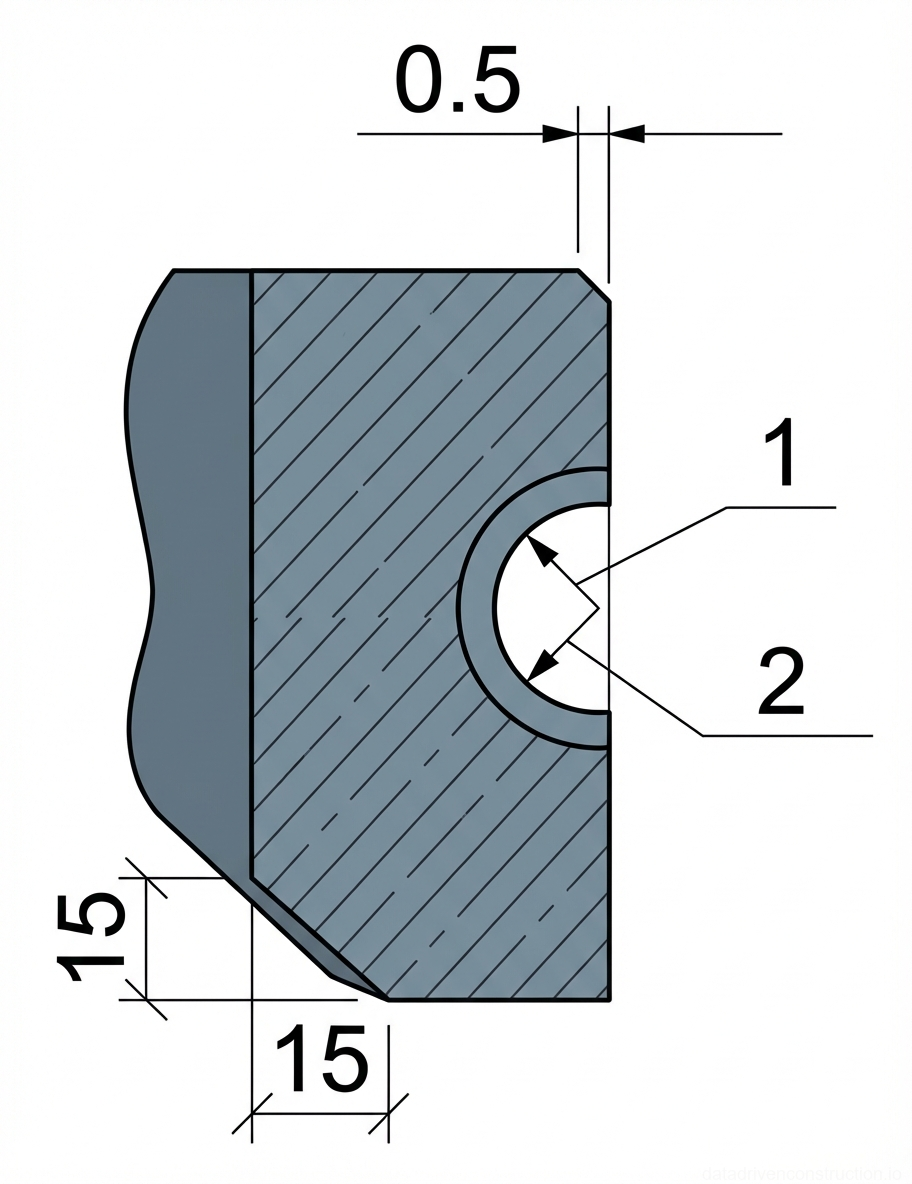
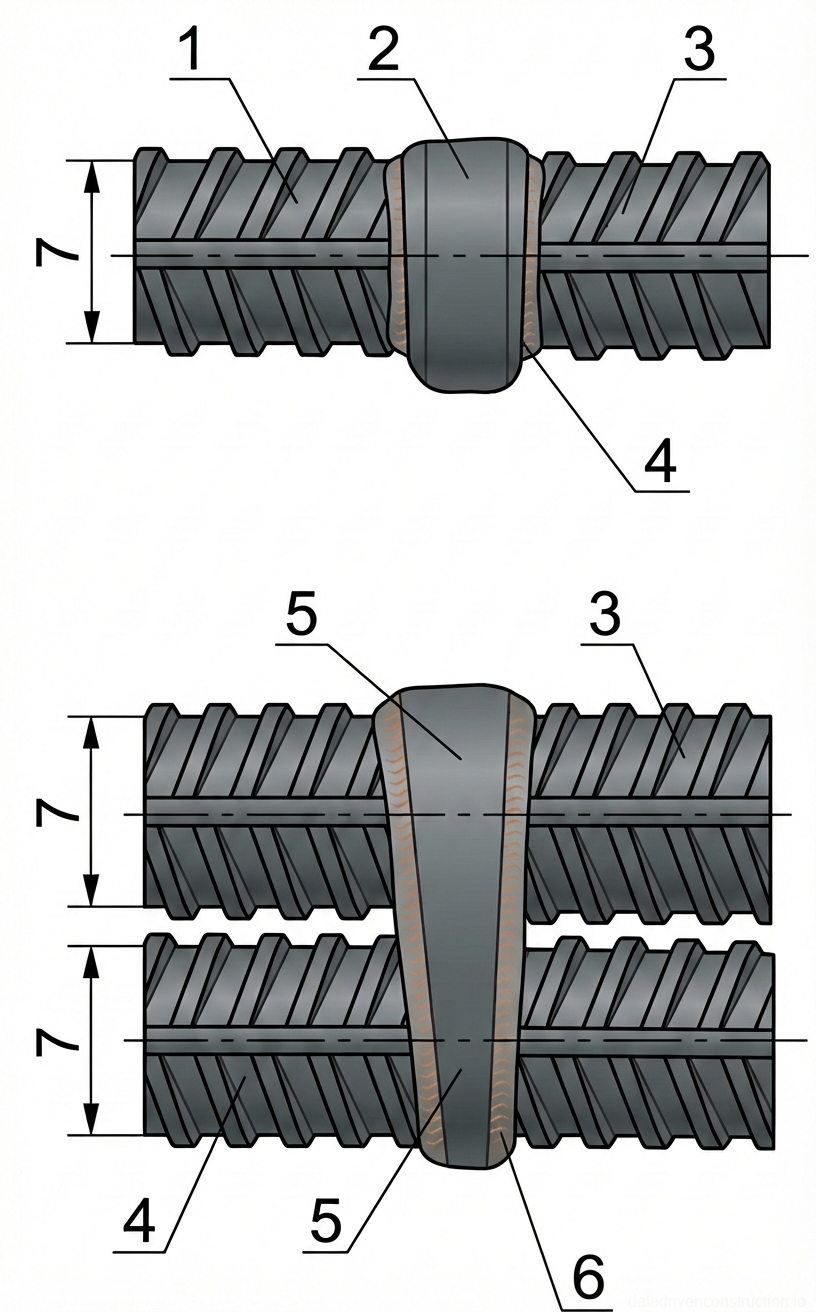
As extremidades da armadura são preparadas exclusivamente por método de oxicorte; o corte com arco elétrico é terminantemente proibido. Para as juntas simples horizontais, forma-se um chanfro com ângulo de 10-15° e folga de 12-20 mm. Para barras duplas horizontais, o ângulo é de 12-15° (folga 12-18 mm). Esperas verticais requerem chanfros de 40-50°. A zona de soldagem deve ser limpa com escovas metálicas até o metal brilhante, em uma extensão não inferior a 10 mm a partir das extremidades, e vestígios de umidade devem ser eliminados com a chama do maçarico.
- Controle visual e instrumental do alinhamento e do comprimento das esperas de armadura.
- Alinhamento térmico das barras (aquecimento até 600-800 °C) respeitando a distância de segurança do concreto.
- Oxicorte das extremidades para a formação dos ângulos normativos de chanfro.
- Limpeza mecânica dos chanfros e da zona adjacente (mínimo 10 mm) até alcançar o metal limpo.
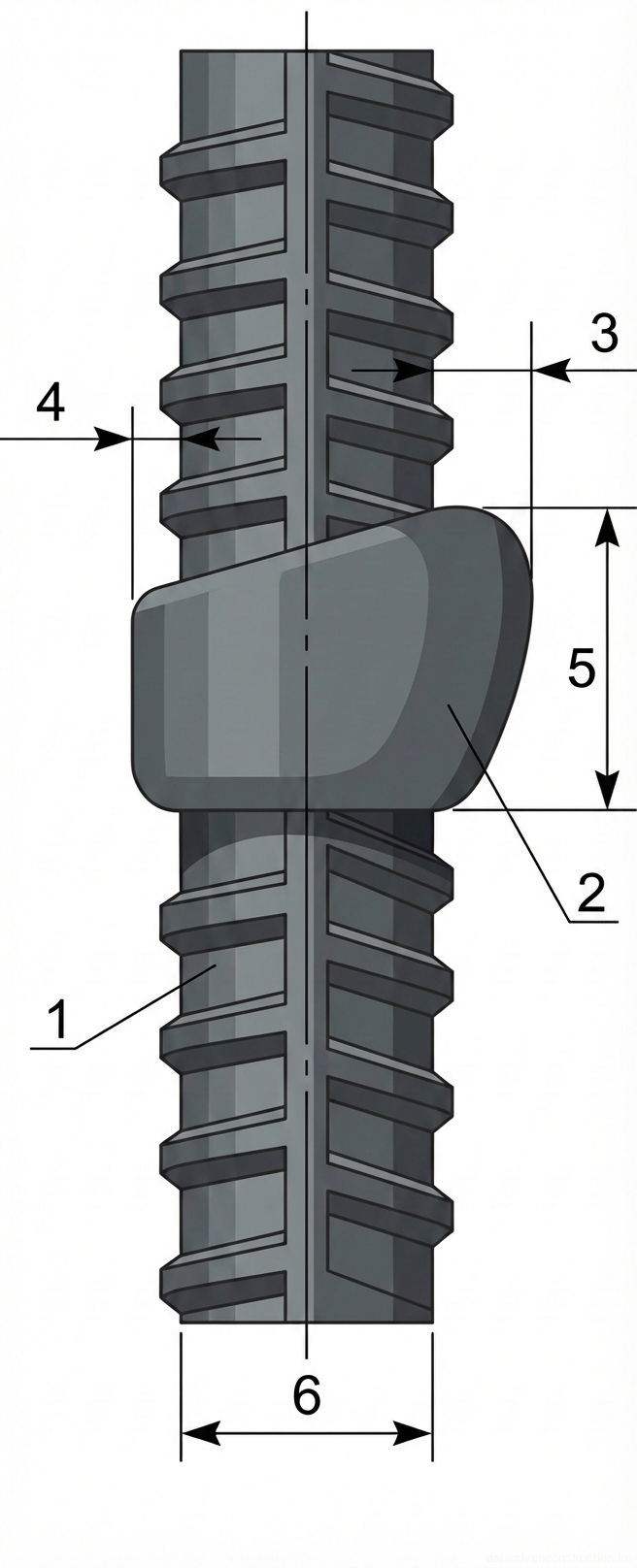
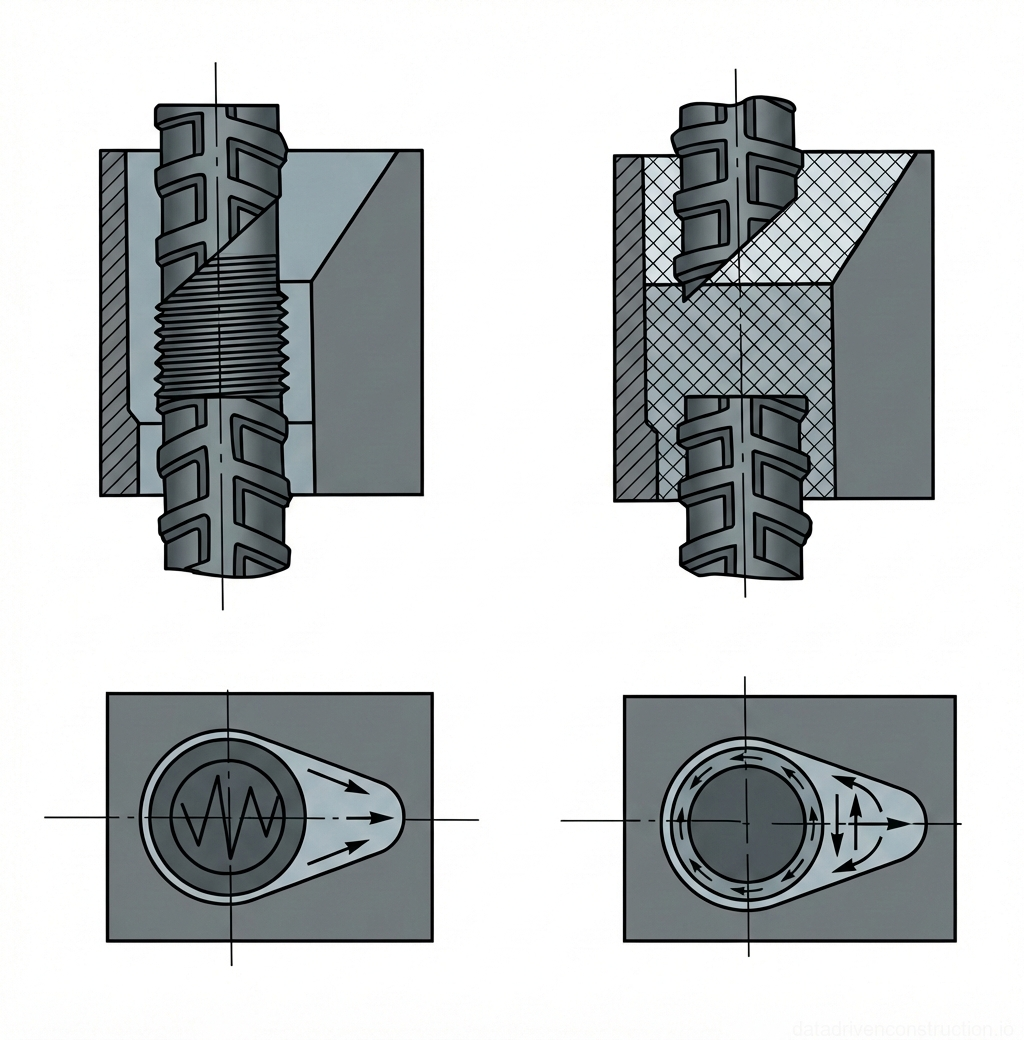
3. Instalação de moldes reutilizáveis de contenção
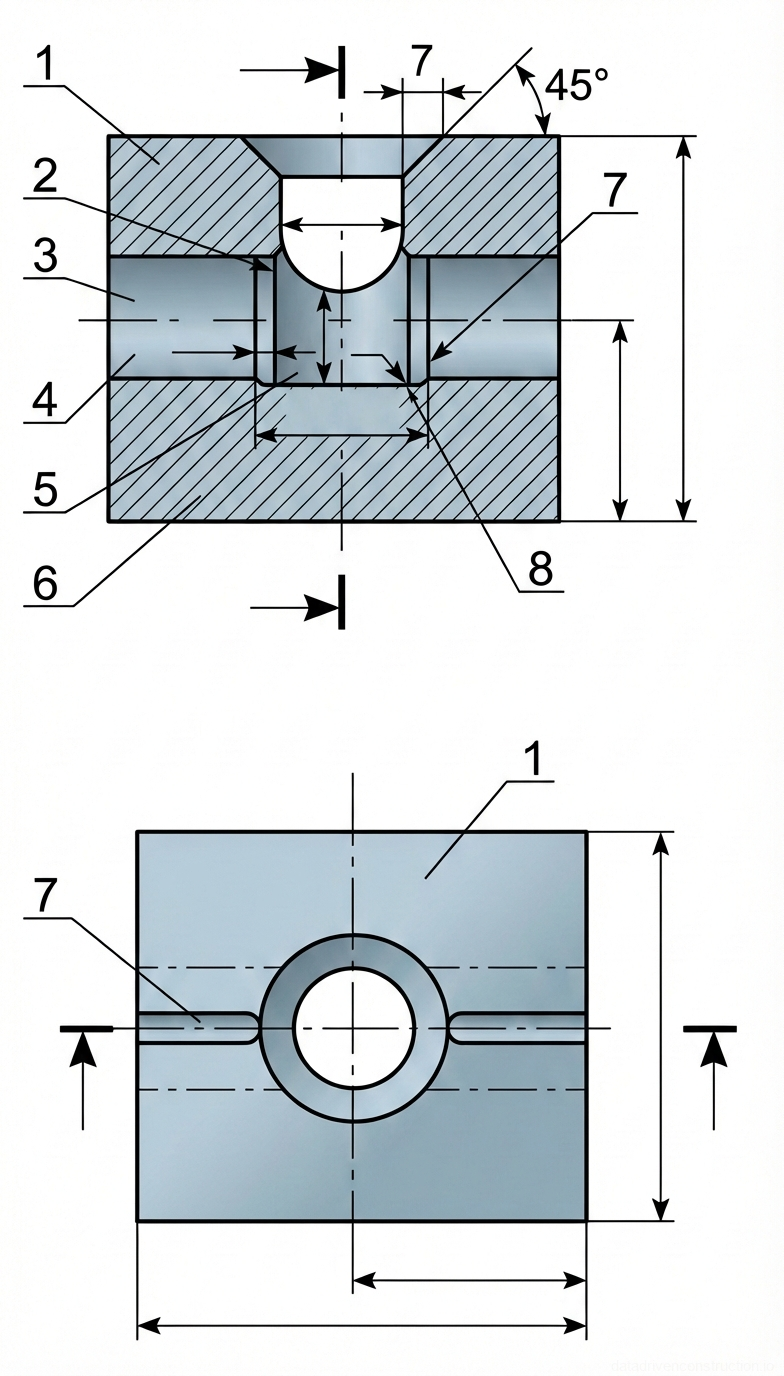
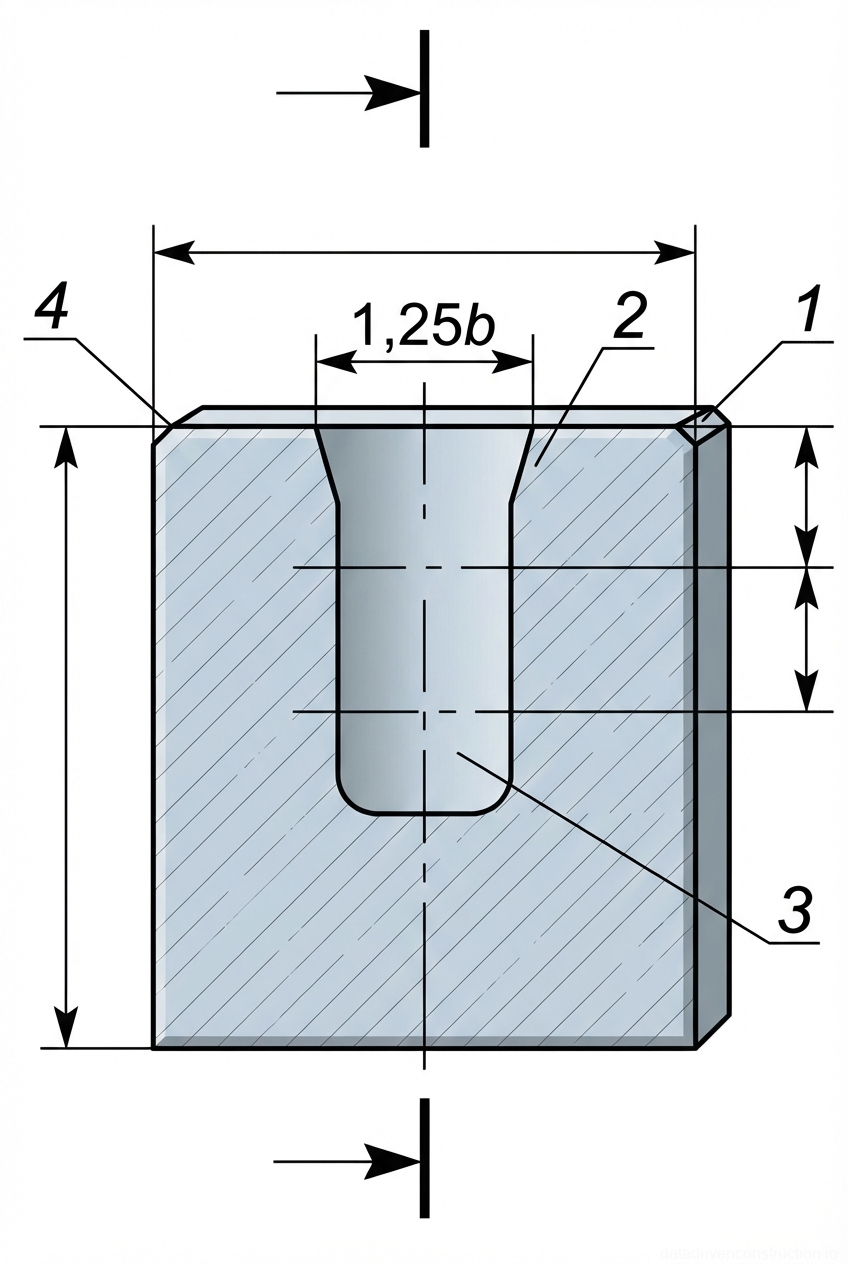
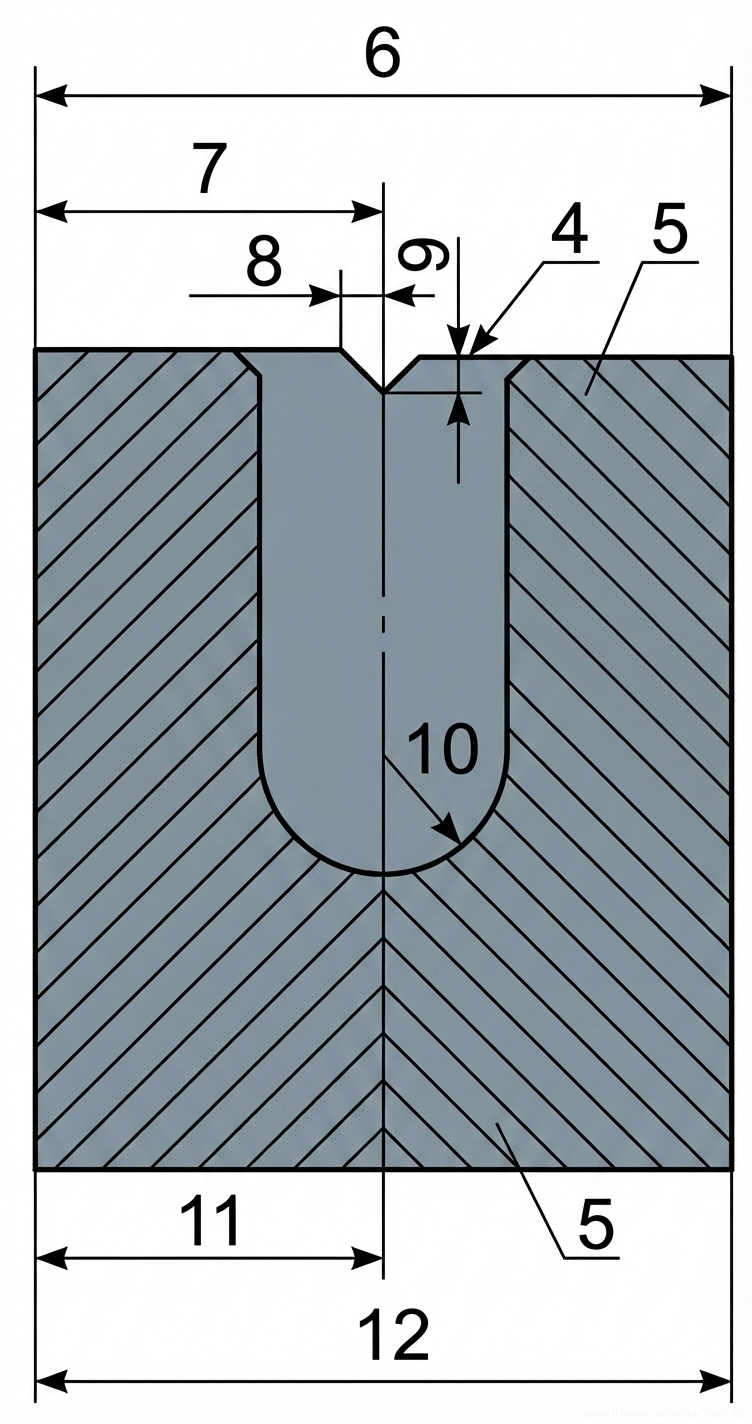
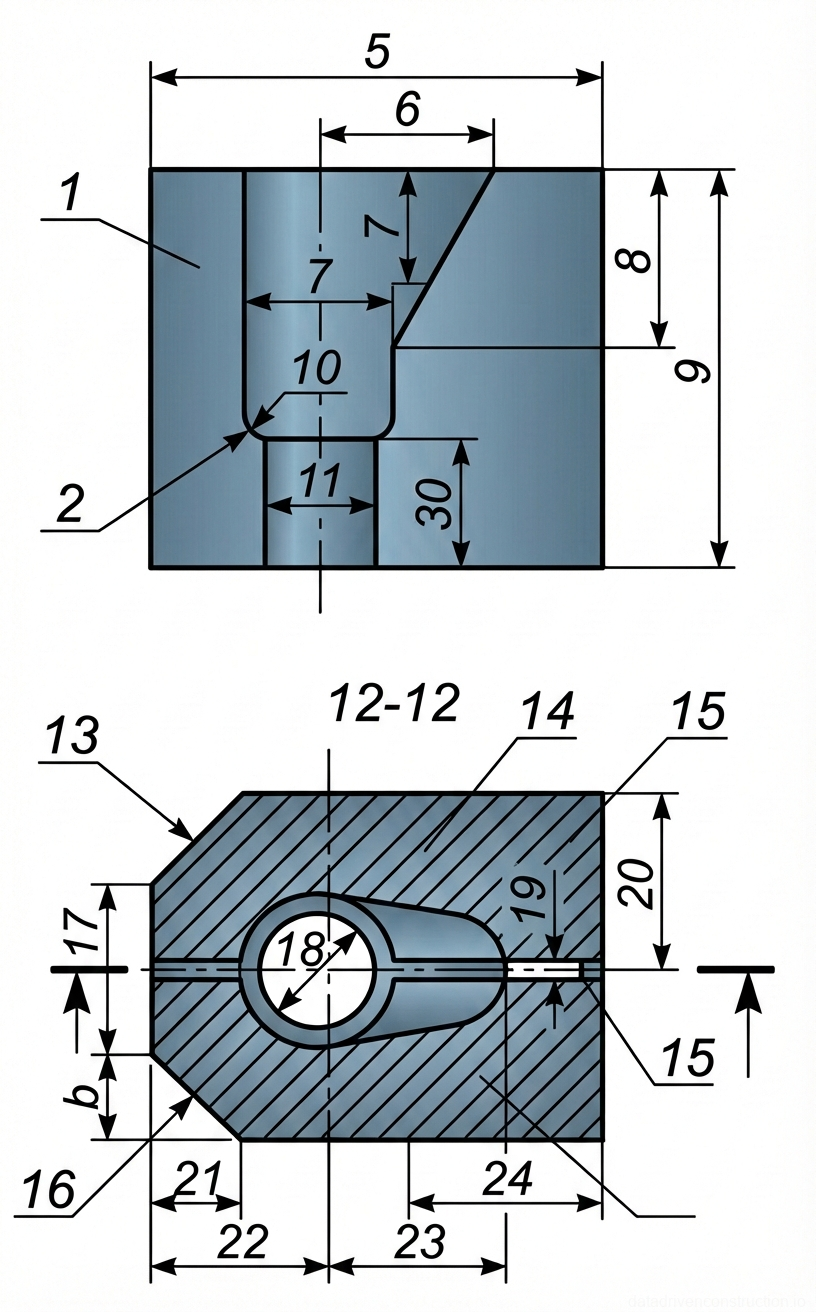
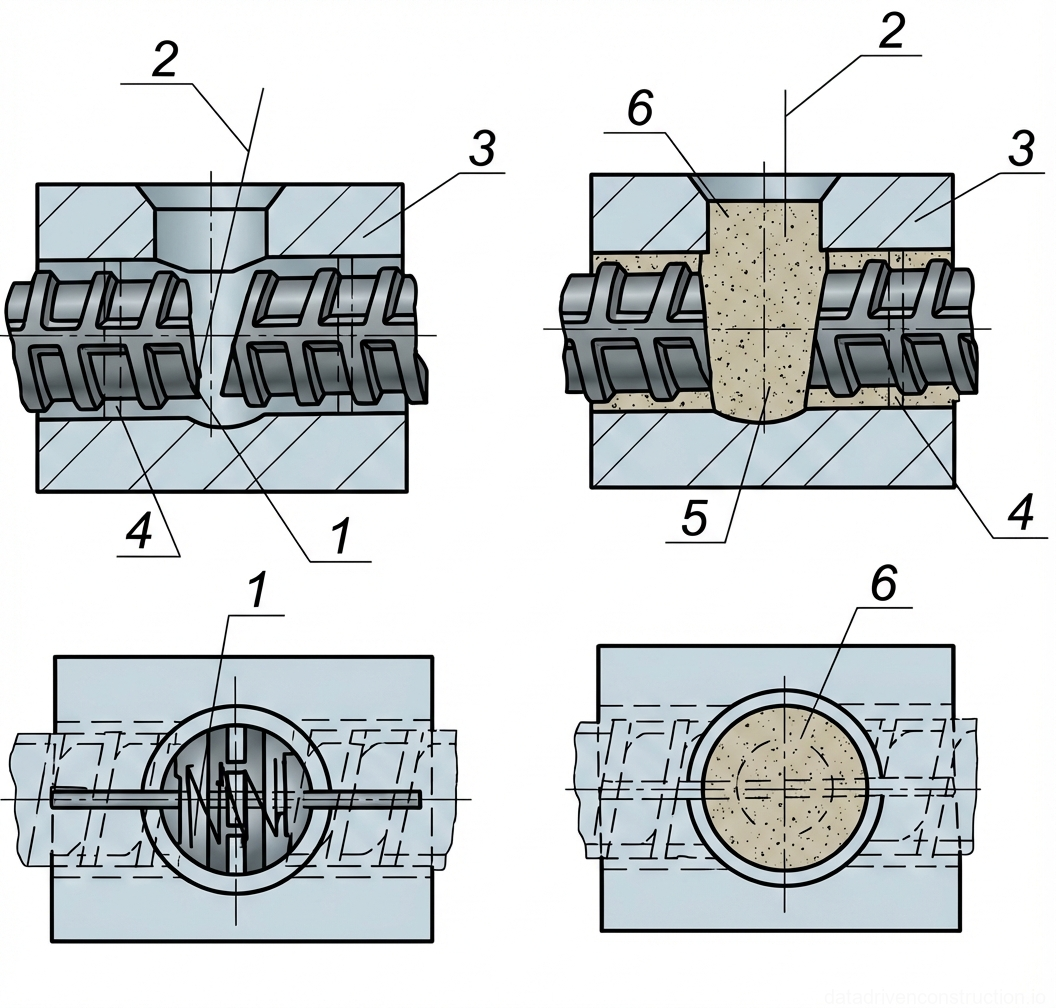
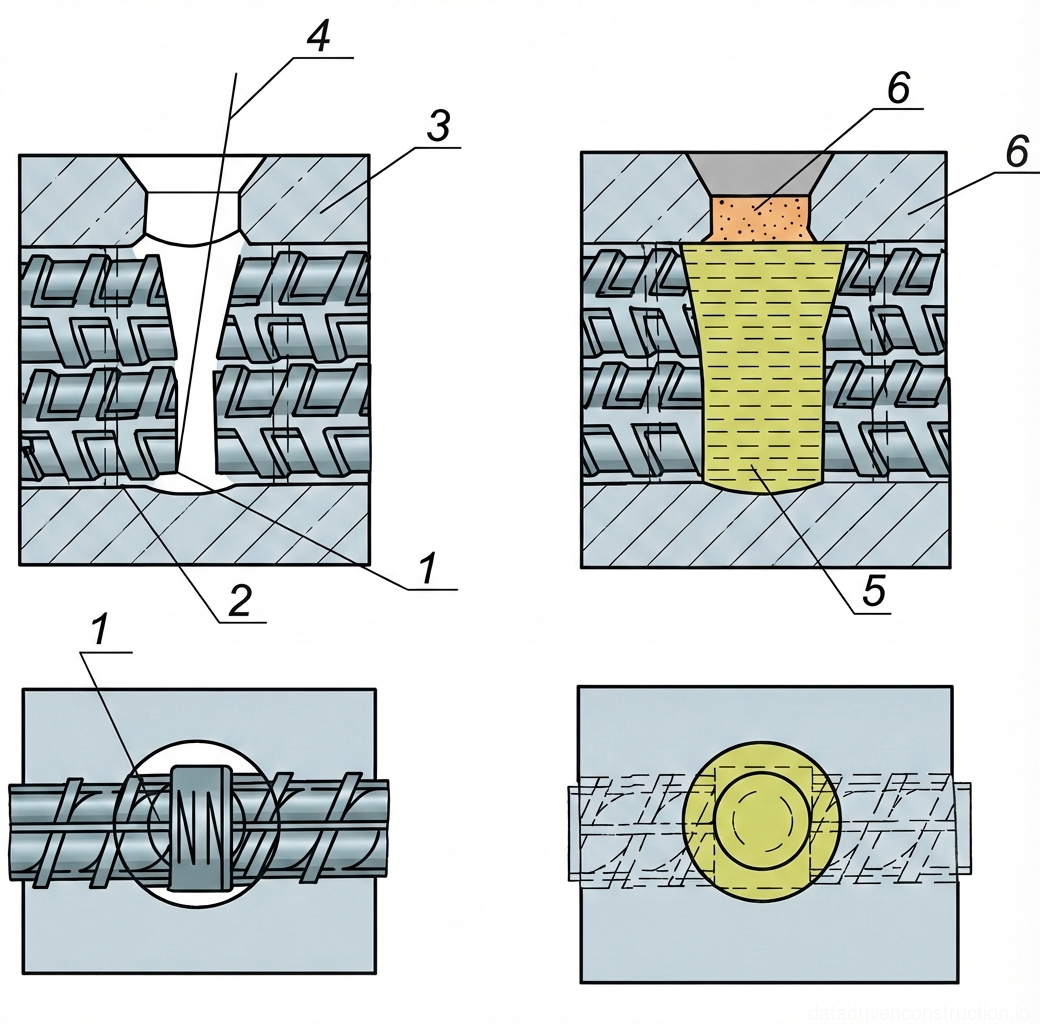
Para conter o metal líquido da poça de fusão e conformar a geometria do cordão, utilizam-se moldes reutilizáveis bipartidos, fabricados em grafite ou cobre. O molde é constituído por duas metades simétricas com plano de divisão vertical, correspondentes ao diâmetro da armadura a ser soldada. O molde deve ser instalado com rigorosa simetria em relação ao eixo da folga entre as extremidades.
Uma etapa crítica é a vedação das folgas entre a barra de armadura e as paredes do molde para evitar o vazamento do metal líquido e da escória, o que poderia causar a formação de vazios e falta de penetração. A vedação é executada com um cordão de fibra termorresistente a uma distância de 15-20 mm das extremidades das barras. O material vedante deve ser quimicamente neutro e não emitir gases ao entrar em contato com a fusão.
A fixação das metades do molde é realizada com o auxílio de grampos de aperto rápido, sargentos roscados ou presilhas de montagem. A força de aperto deve ser suficiente para evitar o escorregamento do molde sob o efeito do peso da poça de fusão e das deformações térmicas, mas sem causar trincas nos elementos de grafite. Permite-se o uso de cunhas de fixação.
- Limpeza das superfícies internas dos moldes reutilizáveis para remoção de escória e respingos de ciclos anteriores.
- Instalação simétrica das metades do molde sobre a junta preparada.
- Vedação das folgas com cordão de vedação termorresistente em uma zona de 15-20 mm das extremidades.
- Fixação rígida do molde com sargentos, verificando a ausência de folgas (jogo).
4. Consumíveis e parâmetros dos regimes de soldagem
Como material de adição, utiliza-se arame tubular autoprotegido ou com proteção gasosa de diâmetro 2,6–3,0 mm, destinado para soldagem mecanizada. Para a reparação de defeitos e realização de ponteamentos, utilizam-se eletrodos revestidos com revestimento básico (tipo E7018 pela norma AWS ou E50A), com diâmetro de 4,0 mm. A ressecagem repetida (secagem secundária) do arame tubular não é permitida devido ao risco de degradação do núcleo de fluxo.
Antes do uso, os materiais passam por ressecagem obrigatória: o arame tubular é mantido a 160-180 °C durante 1,5-2,5 horas; os eletrodos — a 350-400 °C durante 1-2 horas. Os consumíveis de soldagem são fornecidos ao local de trabalho em volumes que não superem a necessidade de um turno, sendo armazenados em estufas portáteis (termopenais) protegidas da umidade.
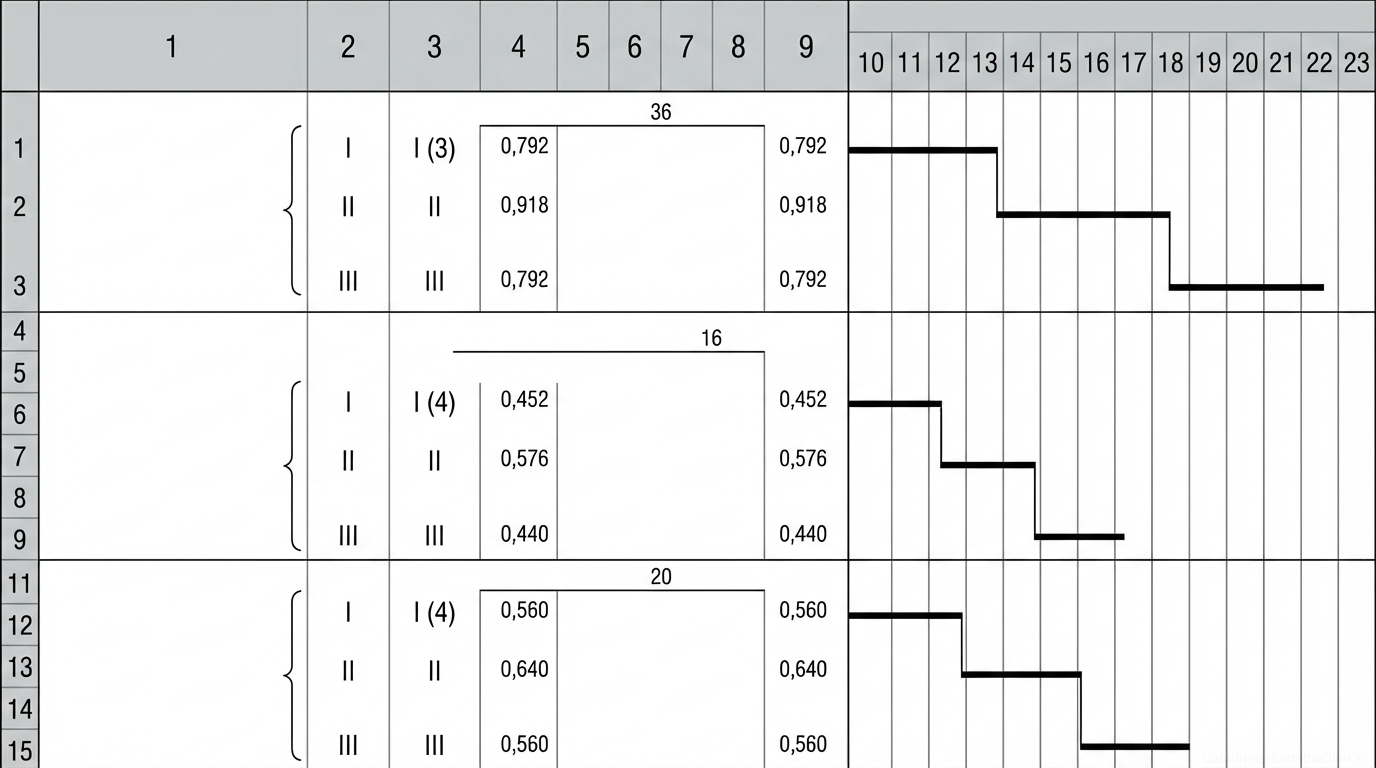
O processo é realizado em corrente contínua com polaridade inversa (CC+). Os parâmetros de soldagem são rigorosamente estabelecidos: para diâmetros de 16-25 mm, a corrente de trabalho é de 280-300 A com tensão no arco de 24-26 V; para diâmetros de 36-40 mm, a corrente aumenta para 350-410 A com tensão de 28-34 V. A velocidade de alimentação do arame é ajustada num intervalo de 140-250 m/h. O comprimento da extensão livre do arame (stick-out) deve ser mantido entre 30-80 mm dependendo da profundidade do chanfro.
- Ressecagem dos consumíveis de soldagem em estufas elétricas conforme os gráficos tempo-temperatura.
- Ajuste da fonte de energia para corrente contínua com polaridade inversa.
- Configuração dos parâmetros de corrente (280-410 A) e tensão (24-34 V) dependendo do diâmetro da armadura.
- Ajuste do mecanismo de alimentação para garantir a extensão livre do arame estável (30-80 mm).
5. Tecnologia de execução dos processos de soldagem
A abertura do arco de soldagem deve ser efetuada exclusivamente pelo toque do arame na face da espera da armadura. É terminantemente proibido abrir o arco nos elementos do molde reutilizável a fim de evitar a sua erosão e a contaminação do cordão. Na soldagem de juntas horizontais, inicialmente, funde-se a parte inferior de uma extremidade com movimentos transversais oscilatórios, em seguida o arco é transferido para a segunda barra. Após a formação de uma poça única de metal e escória, o espaço é preenchido mediante rápidos deslocamentos do arco pelas extremidades da poça.
Para juntas verticais, o arco é aberto na extremidade da espera inferior. Após a formação da poça de metal líquido, o preenchimento do chanfro prossegue com a alternância de movimentos oscilatórios na área do chanfro da barra superior com movimentos circulares pelo perímetro do molde. O arame deve ser alimentado perpendicularmente à superfície do material fundido para minimizar os respingos.
Em caso de temperaturas ambientes negativas, são necessários ajustes: para cada 3 °C de diminuição da temperatura abaixo de zero, a corrente de soldagem deve ser aumentada em 1%. É obrigatório o pré-aquecimento da junta a 200-250 °C em uma extensão de 90-150 mm (controlado através de lápis termoindicadores). A soldagem em temperaturas abaixo de -30 °C é proibida. No final do processo de soldagem, a fim de evitar a formação de crateras de retração (rechupes), devem ser feitas 2 a 3 pausas de 3 a 4 segundos, direcionando o arco para as bordas da poça. A remoção do molde é efetuada por batidas leves não antes de 5 a 10 minutos após a cristalização da escória.
- Pré-aquecimento da junta a 200-250 °C (ao trabalhar em condições de baixas temperaturas).
- Abertura do arco no corpo da armadura e formação da poça de fusão inicial.
- Preenchimento do espaço de fusão com trajetórias oscilatórias predefinidas do eletrodo (zigue-zague, circular).
- Execução de 2 a 3 pausas no final da soldagem para prevenir crateras de retração.
- Resfriamento natural durante 5-10 minutos, desmontagem do molde e limpeza da escória.
6. Controle de qualidade e critérios de aceitação
O sistema de controle de qualidade engloba as fases de inspeção de recebimento, inspeção de processo e inspeção de aceitação final. A inspeção de recebimento verifica os certificados dos materiais, o funcionamento dos retificadores e a exatidão da montagem (folgas, alinhamento). A inspeção de processo, realizada pelo menos duas vezes por turno, abrange a avaliação visual da geometria do cordão, a ausência de mordeduras e o controle da manutenção das temperaturas e parâmetros de soldagem.
A aceitação final fundamenta-se nos resultados da inspeção visual e dimensional, inspeção por ultrassom (END) e ensaios mecânicos. Os defeitos superficiais são rigorosamente limitados: permite-se no máximo 5 poros ou inclusões de escória na superfície por junta, desde que o diâmetro máximo de um defeito individual não exceda 2,0 mm. Defeitos superficiais locais podem ser reparados por meio de esmerilhamento com ferramenta abrasiva e posterior ressoldagem após pré-aquecimento da área para 200-250 °C.
A inspeção instrumental engloba o ensaio por ultrassom (UT) em 10% do volume total de juntas simples soldadas. Os ensaios mecânicos de tração estática são efetuados em 3 corpos de prova de controle para cada lote. Para armaduras de classe 500 MPa, o valor médio aritmético do limite de resistência não deve ser inferior a 586 MPa, e o menor valor admitido na amostragem não deve ser inferior a 500 MPa. Juntas com defeitos internos inaceitáveis devem ser cortadas e substituídas utilizando um inserto intermediário (comprimento mínimo de 80 mm), seguido de controle de 100% por ultrassom dos novos cordões.
- Inspeção visual e dimensional de 100% das juntas soldadas após a limpeza da escória.
- Inspeção por ensaio de ultrassom (UT) de 10% das juntas simples do lote.
- Coleta de 3 corpos de prova de controle para ensaios mecânicos de tração estática em laboratório.
- Reparação local de defeitos superficiais (até 2,0 mm) ou recorte total de nós rejeitados.
- Elaboração de documentação as-built (conforme construído) e aposição do sinete pessoal do soldador.