Технологическая карта: Дуговая механизированная сварка порошковой проволокой арматурных выпусков в инвентарных формах
Материалы
- Газозащитная/самозащитная порошковая проволока для механизированной сварки (Ø 2,6–3,0 мм, предел текучести наплавленного металла ≥ 500 МПа)
- Сварочные электроды с основным покрытием (тип E7018 / Э50А, Ø 4,0 мм)
- Термостойкий волокнистый уплотнительный шнур (рабочая температура до 1000 °C)
- Графитовые или медные инвентарные формы (соответствующие диаметрам 16-40 мм)
- Термоиндикаторные карандаши (для контроля температуры 200 °C, 250 °C, 600 °C)
- Технический кислород и пропан-бутановая смесь для газопламенной обработки
Оборудование
- Сварочный полуавтомат промышленного класса с механизмом подачи проволоки (ток до 500 А)
- Сварочный выпрямитель (источник постоянного тока с падающей/жесткой ВАХ, 500 А)
- Портативная сушильная электропечь для прокалки сварочных материалов (нагрев до 400 °C)
- Комплект оборудования для газовой резки и нагрева (резаки, газовые горелки, редукторы, баллоны)
- Ультразвуковой дефектоскоп с наклонными ПЭП для контроля арматурных стыков
- Быстроразъемные струбцины и винтовые зажимы для фиксации форм
- Углошлифовальная машина (УШМ) с абразивными кругами
1. Область применения и общие организационные требования
Данная технология применяется для устройства жестких узлов сопряжения (ригель-колонна, колонна-колонна) в многоэтажных каркасных зданиях из сборного железобетона. Прочность бетона стыкуемых элементов должна соответствовать проектным классам (C20/25 – C40/50 по международной классификации). Технология рассчитана на сварку одиночных и спаренных выпусков арматуры диаметром от 16 до 40 мм, с пределом текучести 400-500 МПа (соответствует классам B500B / Grade 60 или стали 35ГС/25Г2С).
К руководству сварочными работами допускаются инженеры со специализированным образованием в области сварочного производства, прошедшие аттестацию согласно требованиям ISO 14731 или аналогичных стандартов. Непосредственное выполнение соединений поручается сварщикам, имеющим действующие квалификационные удостоверения на право выполнения механизированной сварки под флюсом или порошковой проволокой.
До начала работ монтажный горизонт должен быть укомплектован поверенным оборудованием. Рабочее место сварщика должно быть надежно защищено от атмосферных осадков и ветровой нагрузки. При работе на высоте более 1,3 м обязательно использование инвентарных подмостей с настилом из негорючих материалов и применение страховочных систем.
- Комплектация участка квалифицированным персоналом и поверенным оборудованием.
- Установка ограждений и укрытий монтажной зоны для защиты сварочной ванны от ветра и осадков.
- Обустройство безопасных рабочих площадок на высоте с применением негорючих материалов.
2. Подготовка и центровка арматурных выпусков
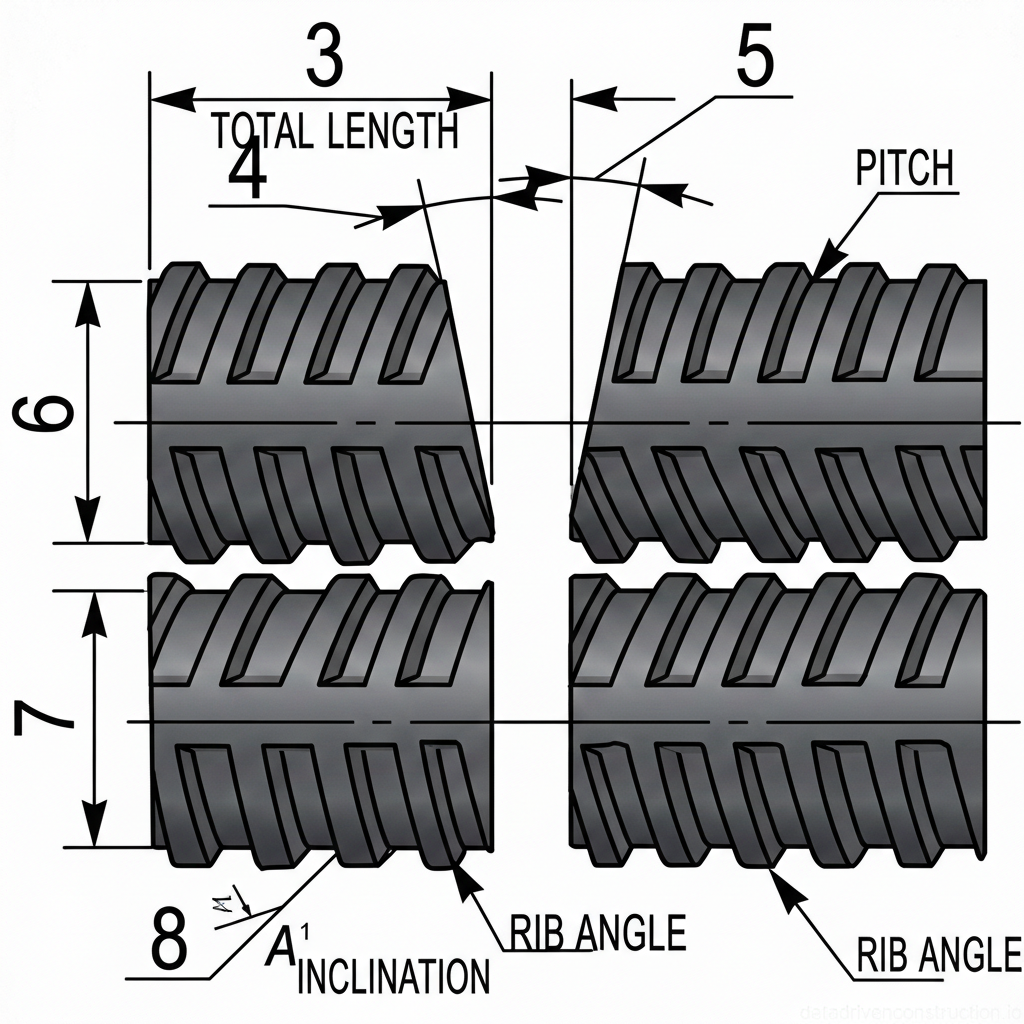
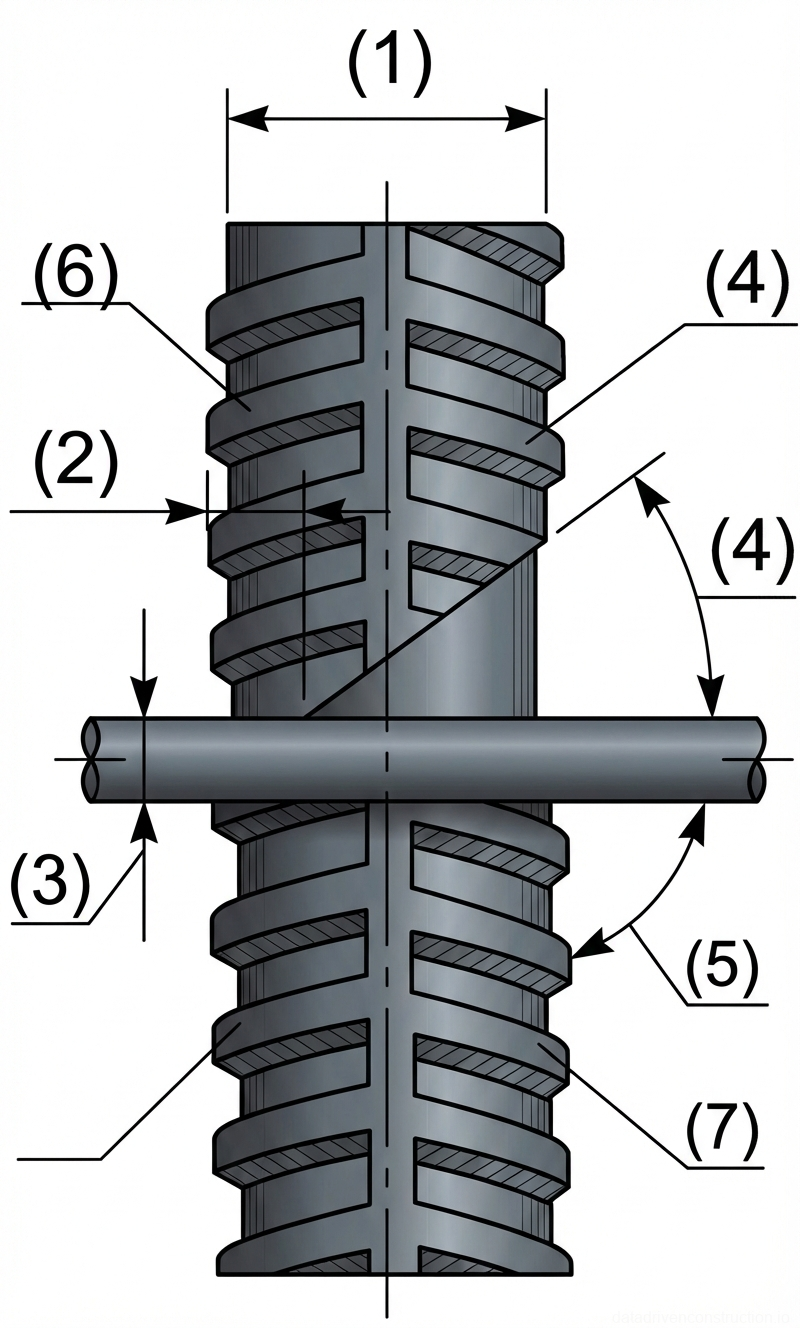
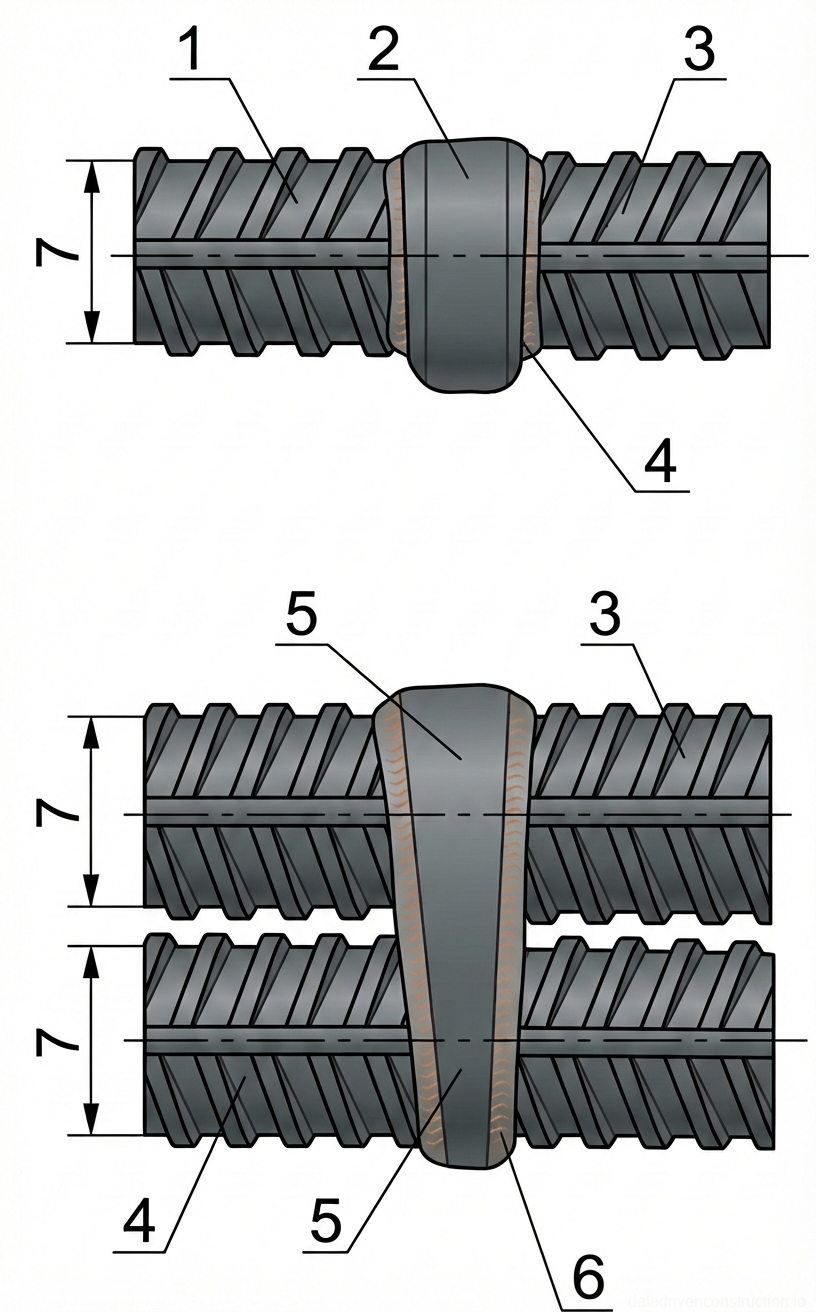
Геометрические параметры и взаимное расположение арматурных стержней должны строго соответствовать рабочим чертежам. Допустимая несоосность для арматуры диаметром 16-28 мм составляет не более 15% от номинального диаметра, а для диаметров 32-40 мм — не более 10%. Перелом осей стыкуемых стержней не должен превышать 3°. Минимальная длина чистого выпуска из тела бетона должна составлять 150 мм.
Доводку стержней до соосного положения осуществляют путем термической правки. Нагрев производят газовой горелкой до температуры 600-800 °C (визуально — до темно-вишневого цвета). Во избежание термического повреждения бетона и потери его прочностных характеристик (деструкции цементного камня), зона нагрева должна располагаться на расстоянии не ближе 70 мм от торца бетонного элемента.
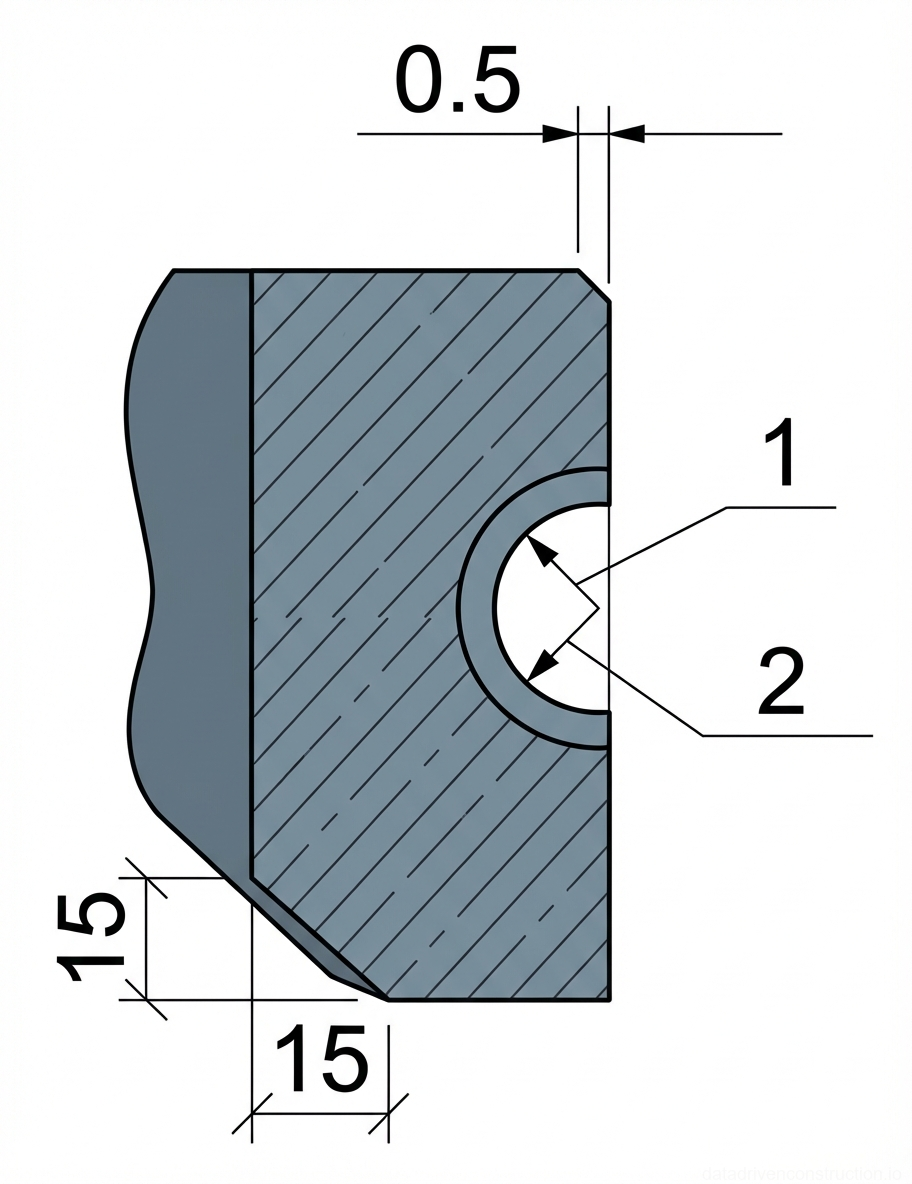
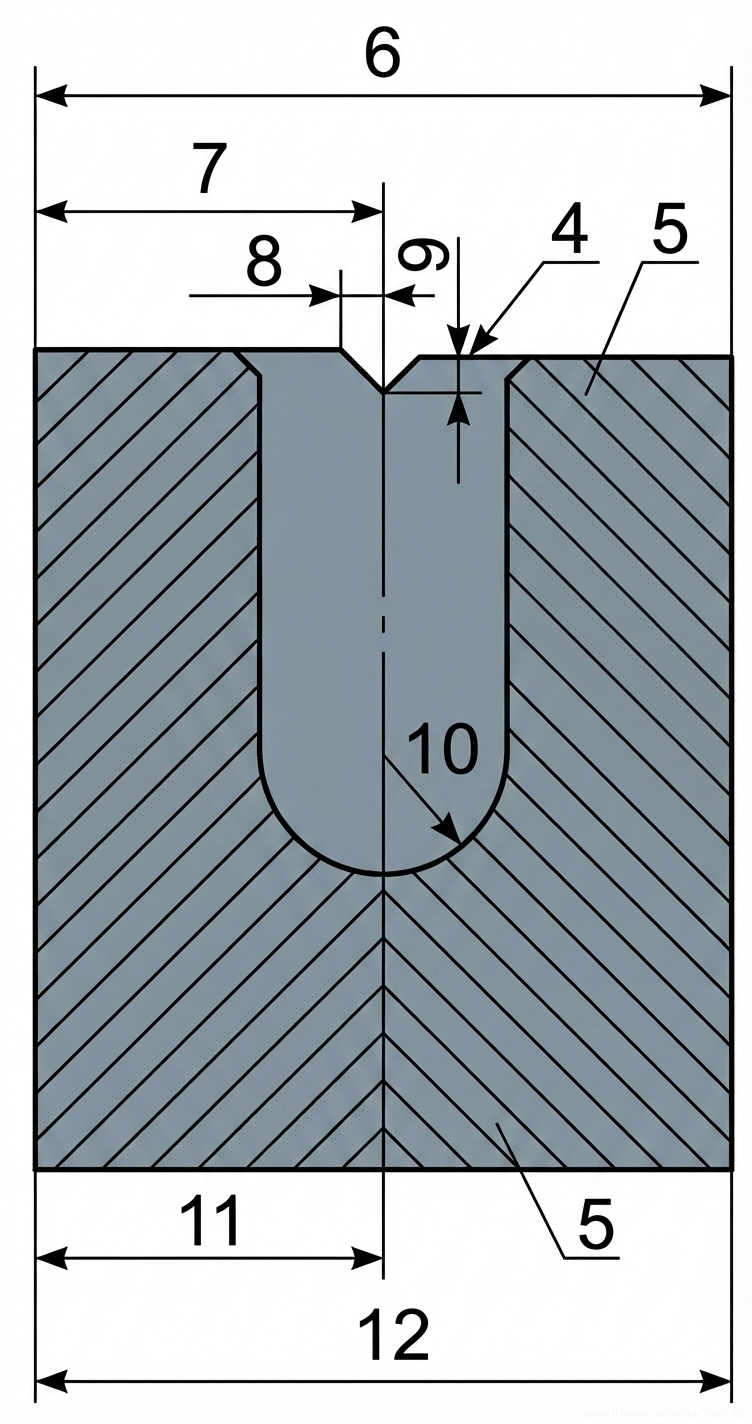
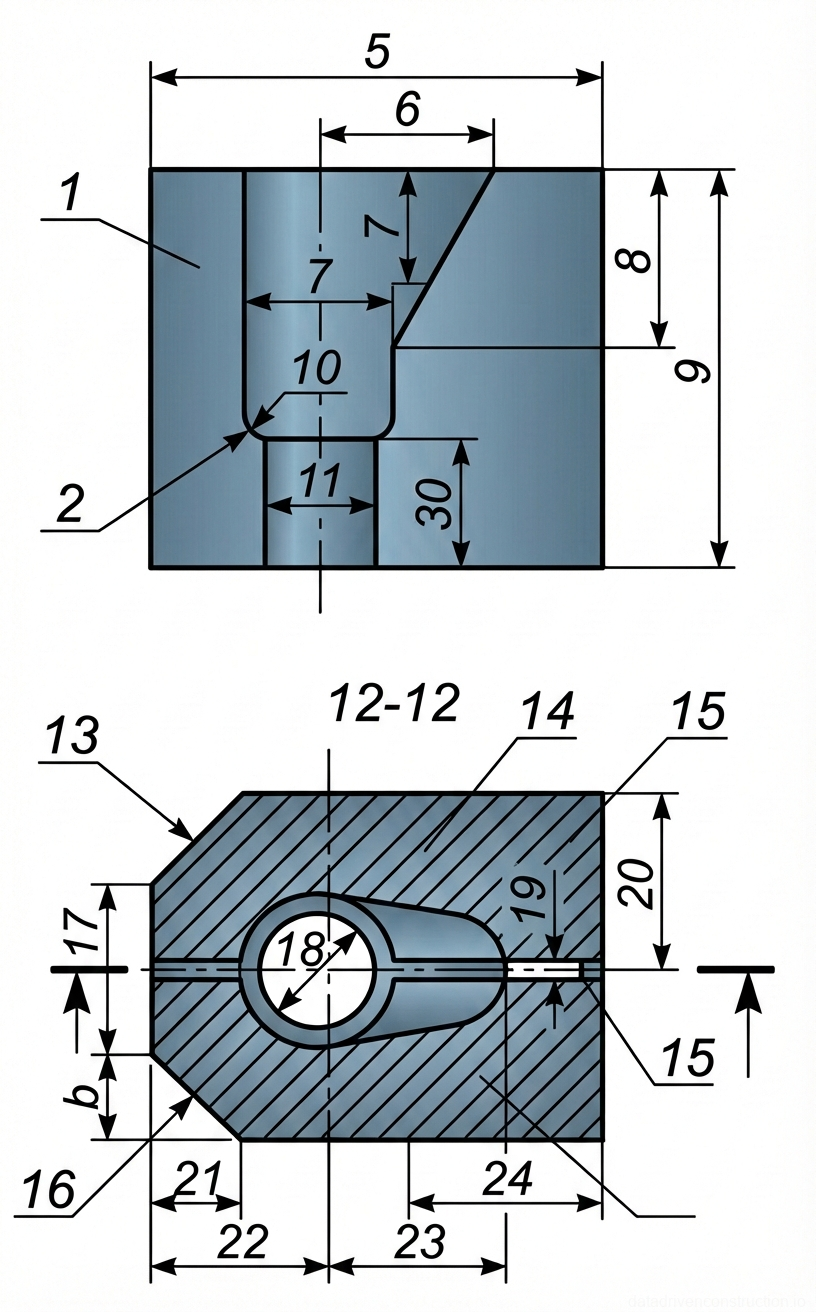
Торцы арматуры подготавливаются исключительно методом кислородной резки; обрезка электрической дугой категорически запрещена. Для горизонтальных одиночных стыков формируется фаска под углом 10-15° с зазором 12-20 мм. Для спаренных горизонтальных стержней угол составляет 12-15° (зазор 12-18 мм). Вертикальные выпуски требуют фаски в 40-50°. Зона сварки очищается металлическими щетками до металлического блеска на длину не менее 10 мм от торцов, следы влаги удаляются пламенем горелки.
- Визуальный и инструментальный контроль соосности и длины арматурных выпусков.
- Термическая правка стержней (нагрев до 600-800 °C) с соблюдением безопасного расстояния от бетона.
- Кислородная резка торцов для формирования нормативных углов раскрытия кромок.
- Механическая зачистка кромок и прилегающей зоны (минимум 10 мм) до чистого металла.
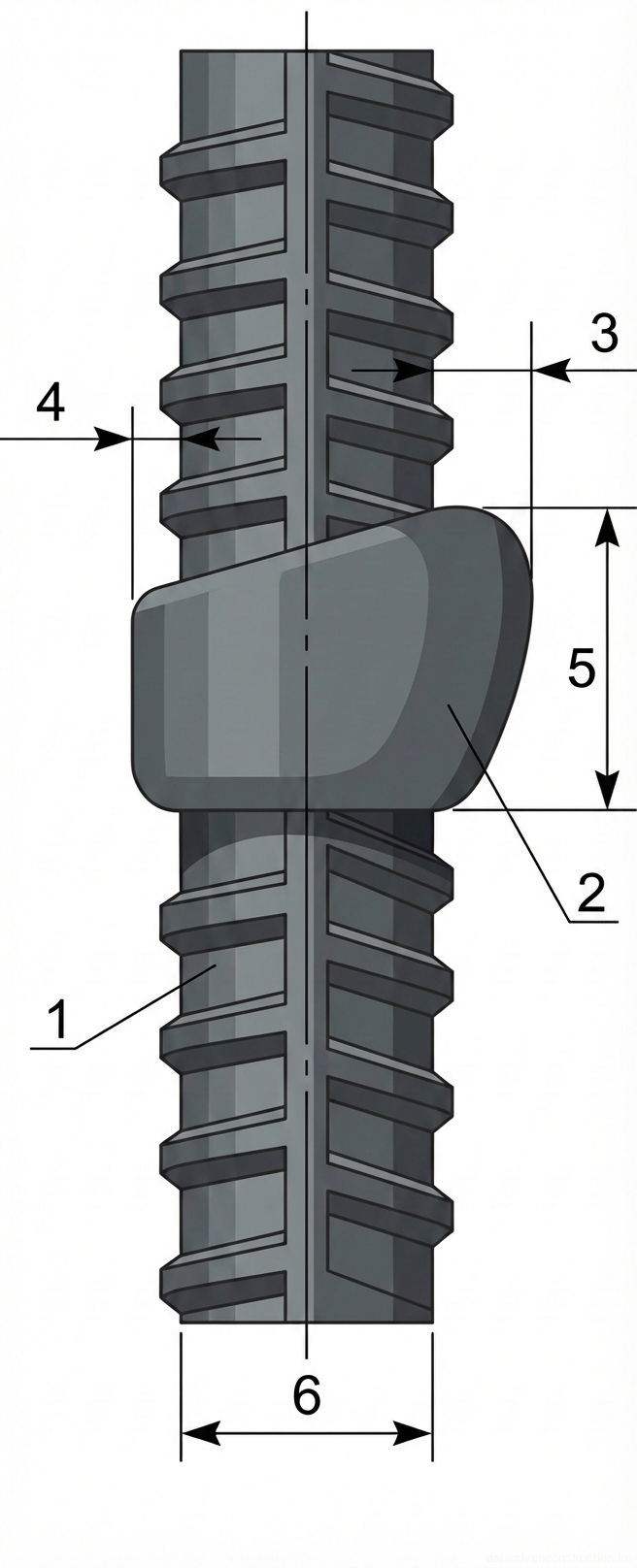
3. Установка инвентарных формующих элементов
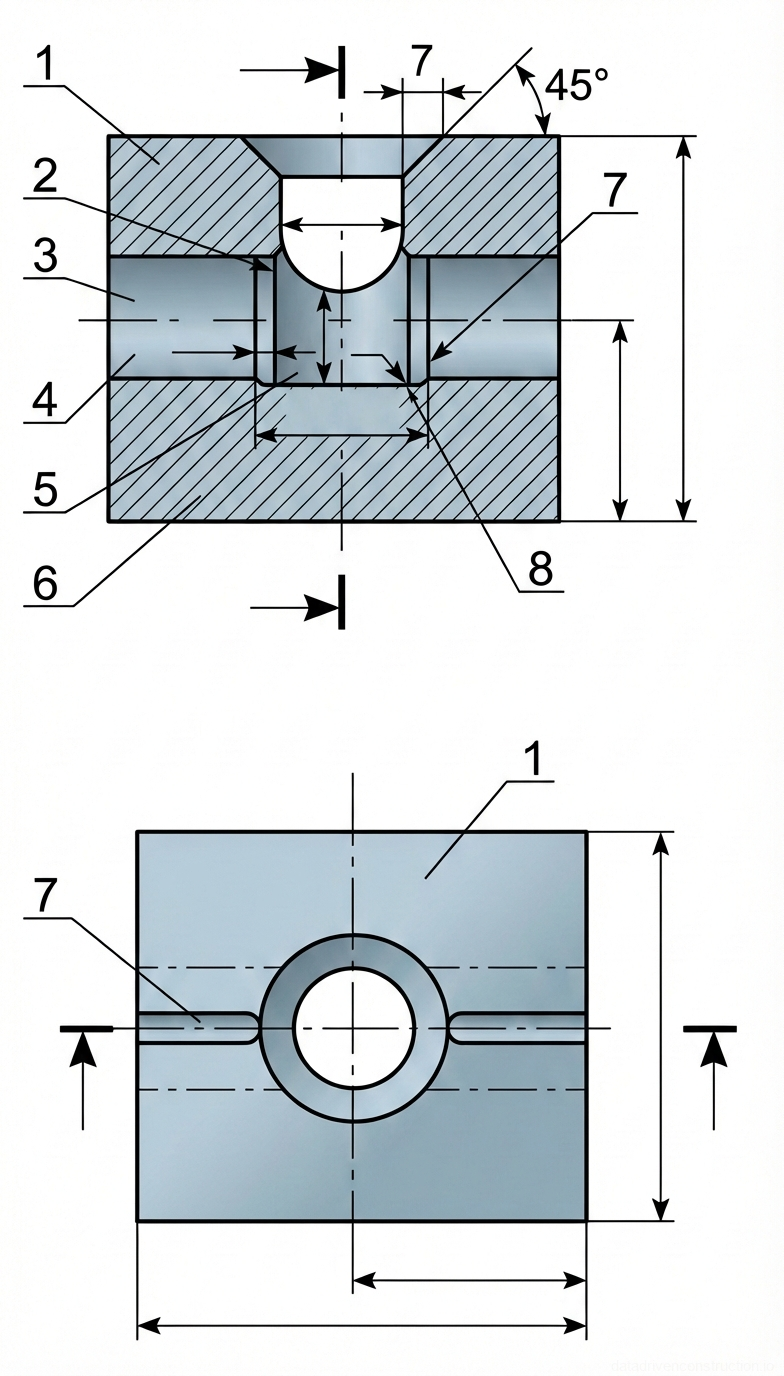
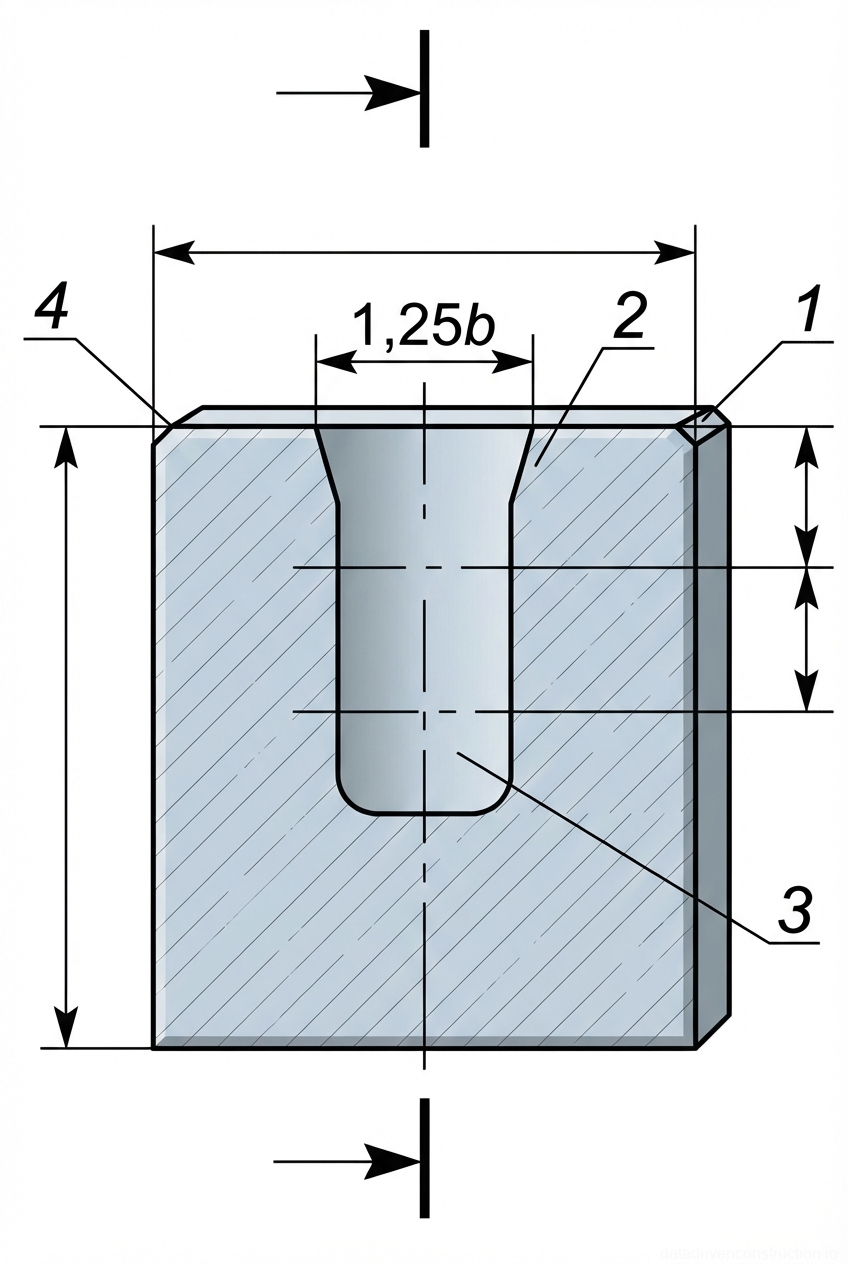
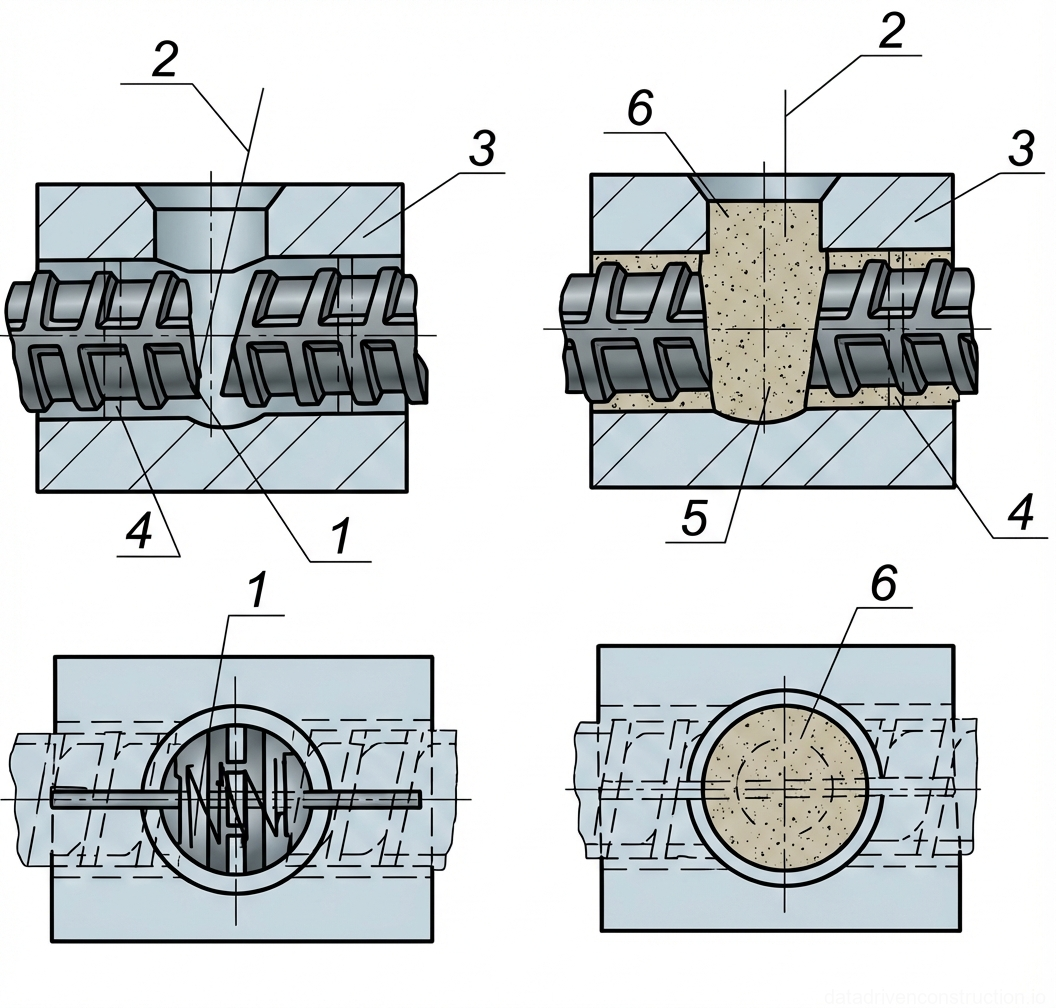
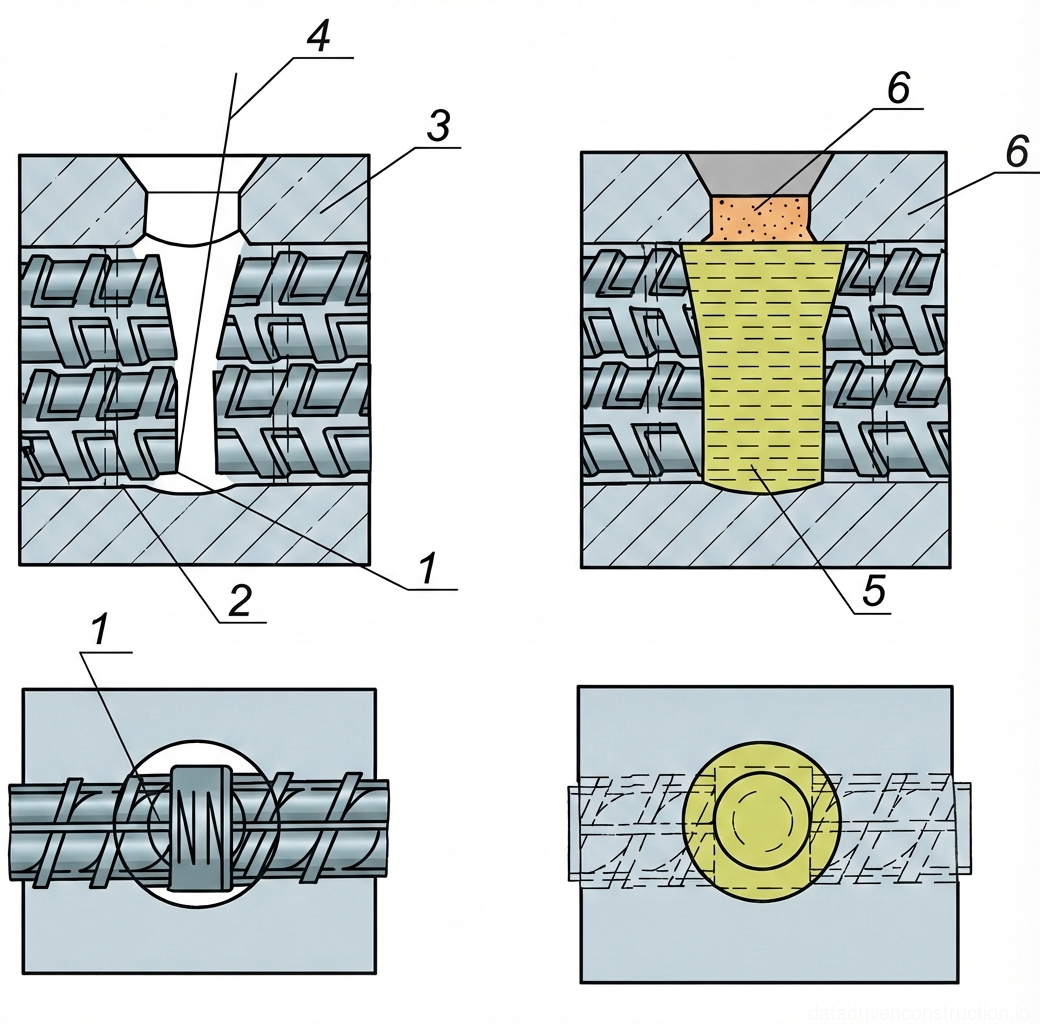
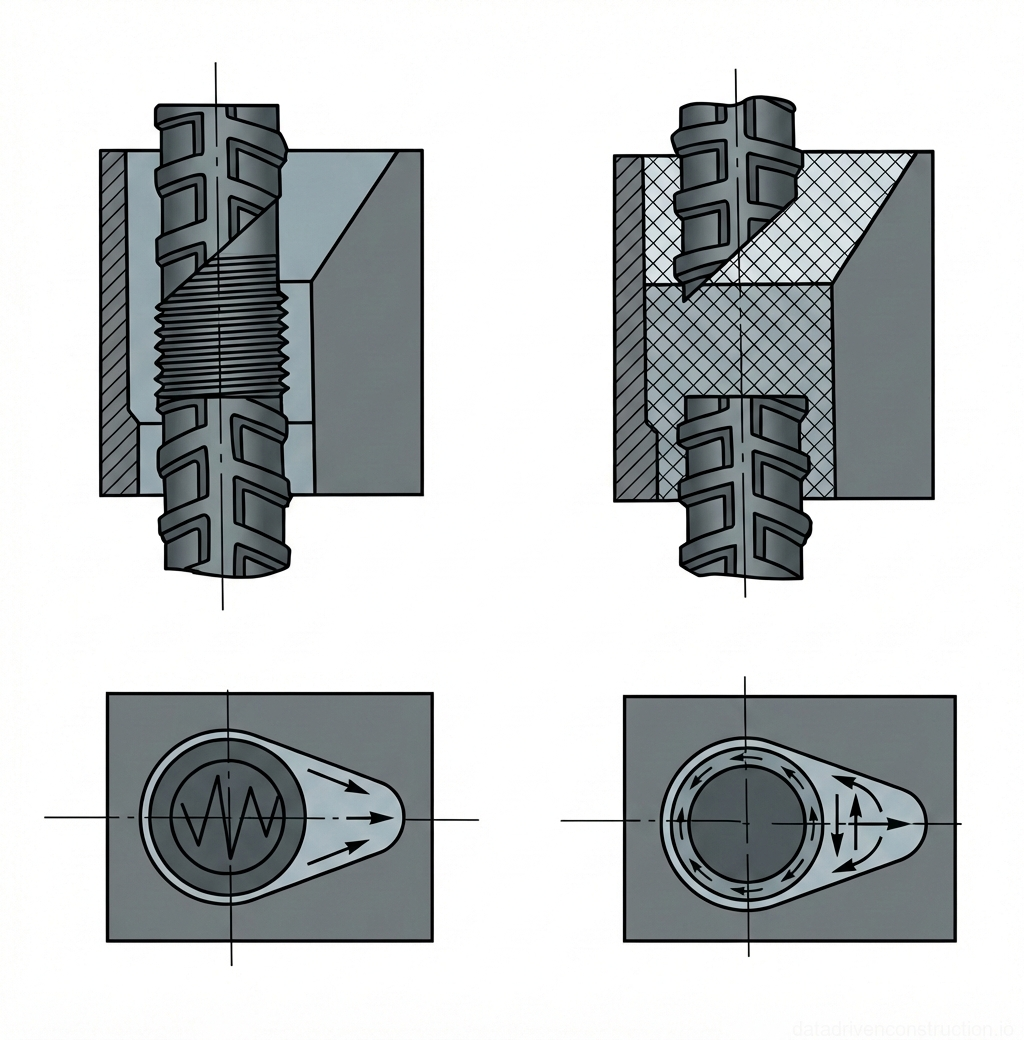
Для удержания расплавленного металла сварочной ванны и формирования геометрии шва применяются разъемные инвентарные формы, изготавливаемые из графита или меди. Форма состоит из двух симметричных половин с вертикальной плоскостью разъема, соответствующих диаметру свариваемой арматуры. Форма устанавливается строго симметрично относительно оси межторцового зазора.
Критически важным этапом является герметизация зазоров между арматурным стержнем и стенками формы для предотвращения вытекания жидкого металла и шлака, что может привести к образованию пустот и непроваров. Уплотнение выполняется термостойким волокнистым шнуром на расстоянии 15-20 мм от торцов стержней. Материал уплотнителя должен быть химически нейтральным и не выделять газов при контакте с расплавом.
Фиксация полуформ осуществляется с помощью быстроразъемных струбцин, винтовых зажимов или монтажных скоб. Усилие зажатия должно быть достаточным для предотвращения проскальзывания формы под воздействием массы сварочной ванны и температурных деформаций, но не вызывать растрескивания графитовых элементов. Допускается применение фиксирующих клиньев.
- Очистка внутренних поверхностей инвентарных форм от шлака и брызг предыдущих циклов.
- Симметричная установка полуформ на подготовленный стык.
- Герметизация зазоров термостойким уплотнительным шнуром в зоне 15-20 мм от торцов.
- Жесткая фиксация формы струбцинами с проверкой на отсутствие люфта.
4. Сварочные материалы и параметры режимов сварки
В качестве присадочного материала используется самозащитная или газозащитная порошковая проволока диаметром 2,6–3,0 мм, предназначенная для механизированной сварки. Для заварки дефектов и постановки прихваток применяются покрытые электроды с основным покрытием (тип E7018 по AWS или Э50А), диаметром 4,0 мм. Повторная термообработка (прокалка) порошковой проволоки не допускается из-за риска разрушения порошкового сердечника.
Перед использованием материалы проходят обязательную прокалку: порошковую проволоку выдерживают при 160-180 °C в течение 1,5-2,5 часа, электроды — при 350-400 °C в течение 1-2 часов. Сварочные материалы выдаются на рабочее место в объемах, не превышающих потребность одной смены, и хранятся в защищенных от влаги термопеналах.
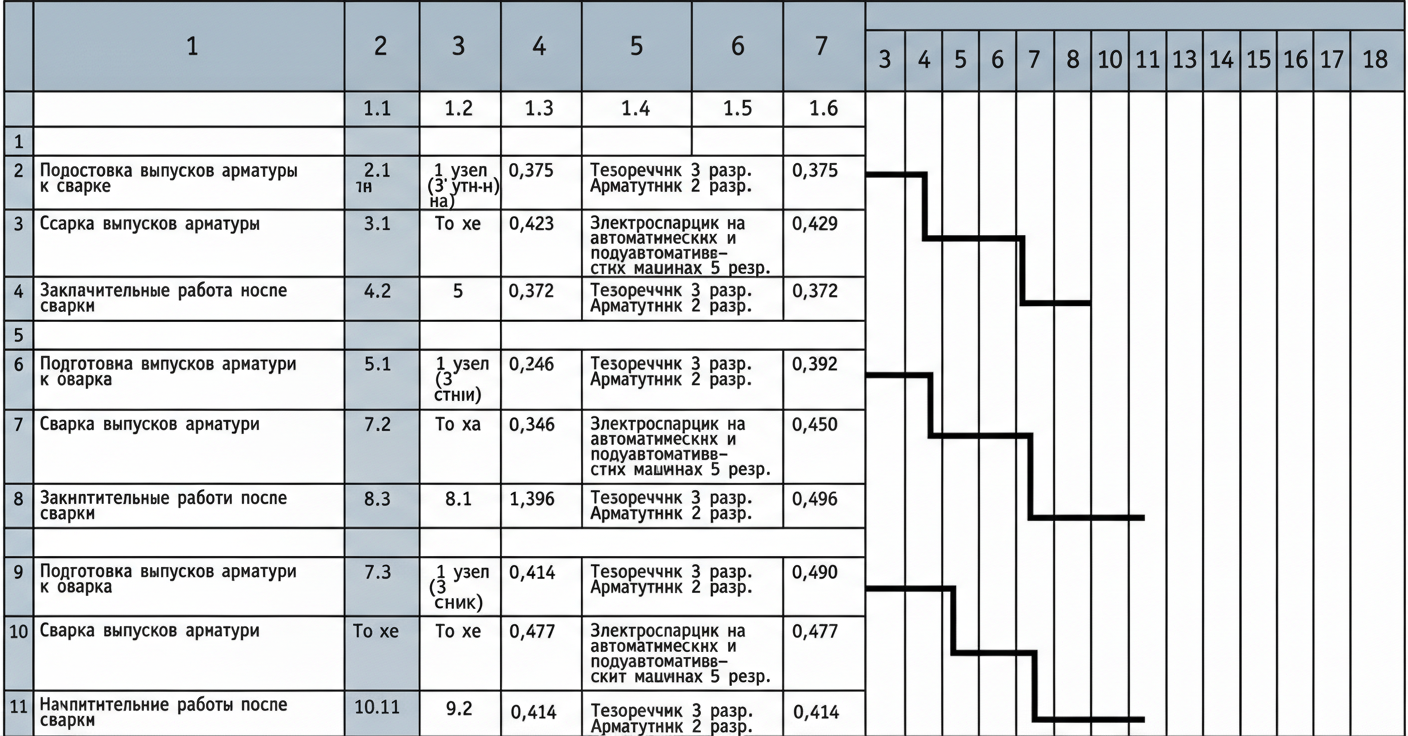
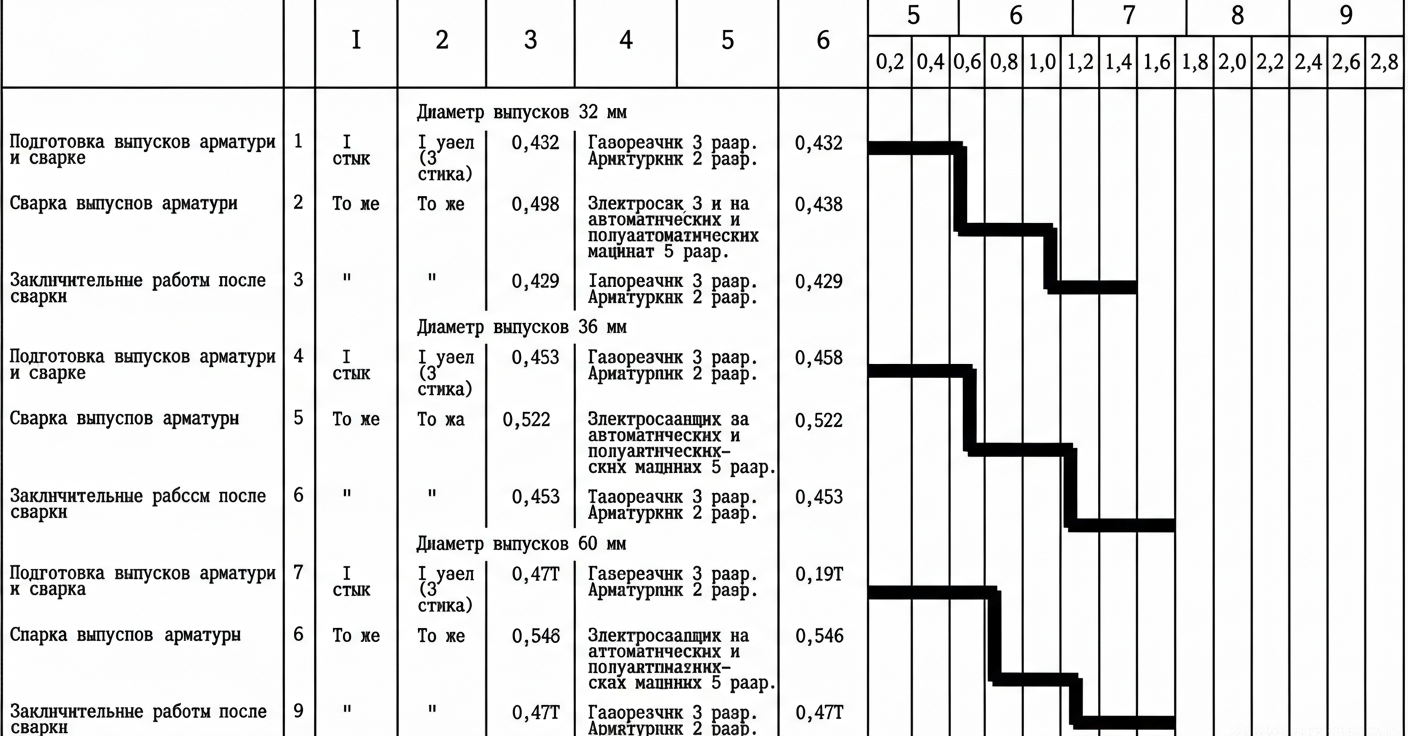
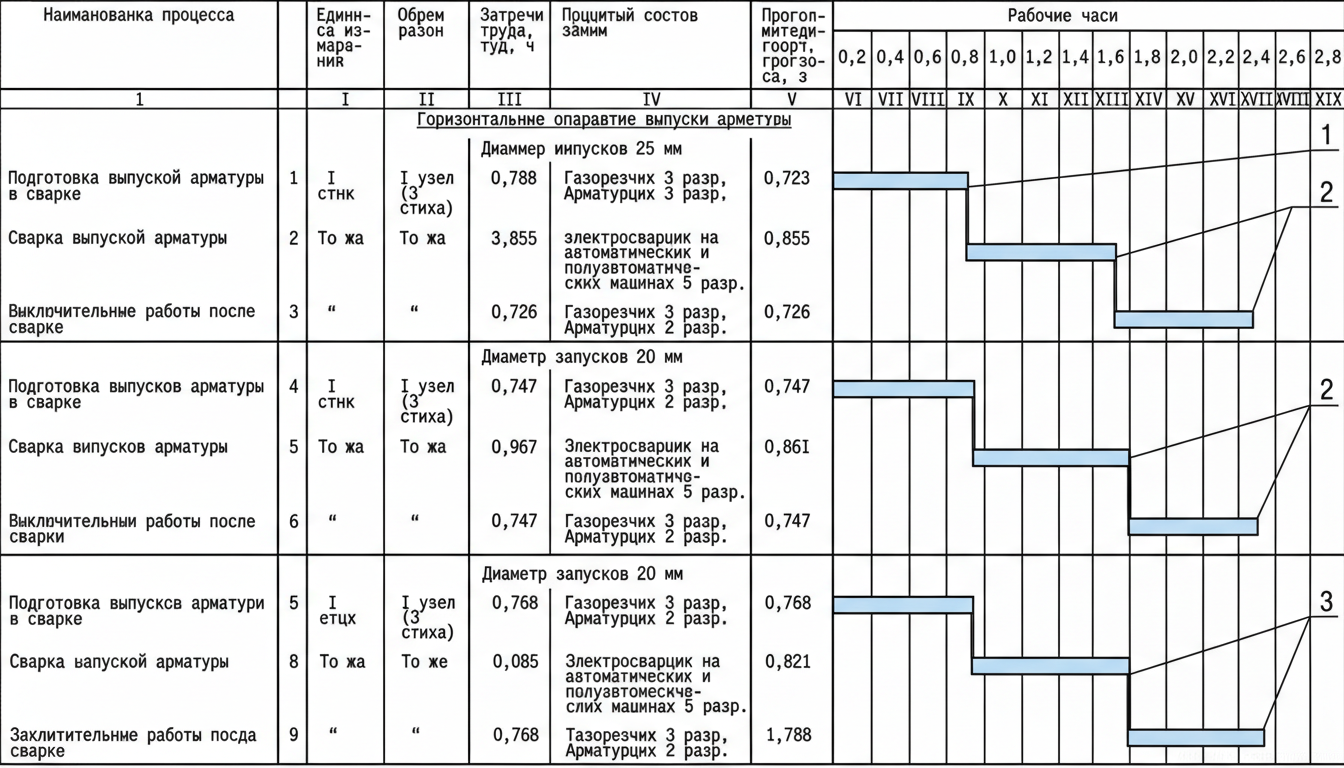
Процесс осуществляется на постоянном токе обратной полярности. Сварочные параметры строго регламентированы: для диаметров 16-25 мм рабочий ток составляет 280-300 А при напряжении на дуге 24-26 В; для диаметров 36-40 мм ток увеличивают до 350-410 А при напряжении 28-34 В. Скорость подачи проволоки настраивается в диапазоне 140-250 м/ч. Длина вылета электродной проволоки должна поддерживаться в пределах 30-80 мм в зависимости от глубины разделки.
- Прокалка сварочных материалов в электропечах согласно температурно-временным графикам.
- Настройка источника питания на постоянный ток обратной полярности.
- Установка параметров силы тока (280-410 А) и напряжения (24-34 В) в зависимости от диаметра арматуры.
- Регулировка механизма подачи для обеспечения стабильного вылета проволоки (30-80 мм).
5. Технология выполнения сварочных процессов
Возбуждение сварочной дуги производится исключительно касанием проволоки торца арматурного выпуска. Категорически запрещается зажигать дугу на элементах инвентарной формы во избежание их эрозии и загрязнения шва. При сварке горизонтальных стыков вначале проплавляется нижняя часть одного торца с поперечными колебаниями, затем дуга переводится на второй стержень. После формирования единой шлаковой и металлической ванны пространство заполняется быстрыми перемещениями дуги по краям ванны.
При вертикальных стыках дуга зажигается на торце нижнего выпуска. После образования ванны жидкого металла заполнение разделки происходит чередованием колебательных движений в районе скоса верхнего стержня с круговыми движениями по периметру формы. Проволока должна подаваться перпендикулярно поверхности расплава для минимизации разбрызгивания.
При отрицательных температурах окружающей среды требуются корректировки: на каждые 3 °C снижения температуры ниже нуля сварочный ток увеличивается на 1%. Обязателен предварительный подогрев стыка до 200-250 °C на длине 90-150 мм (контроль термоиндикаторными карандашами). Сварка при температурах ниже -30 °C запрещена. В конце процесса сварки, чтобы избежать образования усадочной раковины, делают 2-3 паузы по 3-4 секунды, выводя дугу к краям ванны. Снятие формы производится легким простукиванием не ранее чем через 5-10 минут после кристаллизации шлака.
- Подогрев стыка до 200-250 °C (при работе в условиях пониженных температур).
- Возбуждение дуги на теле арматуры и формирование первичной сварочной ванны.
- Заполнение плавильного пространства с заданными траекториями колебания электрода (зигзаг, круг).
- Выполнение 2-3 пауз в конце сварки для предотвращения усадочных раковин.
- Естественное остывание в течение 5-10 минут, демонтаж формы и зачистка от шлака.
6. Контроль качества и критерии приемки соединений
Система контроля качества включает входной, операционный и приемочный этапы. Входной контроль проверяет сертификаты материалов, исправность выпрямителей и точность сборки (зазоры, соосность). Операционный контроль, выполняемый не реже двух раз в смену, включает визуальную оценку геометрии шва, отсутствия подрезов и контроль соблюдения температурных режимов сварки.
Окончательная приемка основывается на результатах визуально-измерительного, ультразвукового и механического контроля. Поверхностные дефекты жестко лимитированы: допускается не более 5 наружных пор или шлаковых включений на один стык, при этом максимальный диаметр отдельного дефекта не должен превышать 2,0 мм. Локальные поверхностные дефекты устраняются выборкой абразивным инструментом с последующей заваркой после подогрева зоны до 200-250 °C.
Инструментальный контроль включает ультразвуковую дефектоскопию 10% от общего объема сваренных одиночных стыков. Механические испытания на статическое растяжение проводятся на 3-х контрольных образцах от каждой партии. Для арматуры класса 500 МПа среднее арифметическое значение предела прочности должно быть не менее 586 МПа, а наименьшее допустимое значение в выборке — не ниже 500 МПа. Стыки с недопустимыми внутренними дефектами подлежат вырезке и замене через промежуточную вставку (длиной не менее 80 мм) с последующим 100% УЗК контролем новых швов.
- Визуально-измерительный контроль 100% сварных соединений после очистки от шлака.
- Ультразвуковая дефектоскопия 10% одиночных стыков в партии.
- Отбор 3-х образцов-свидетелей для испытаний на статическое растяжение в лаборатории.
- Локальный ремонт поверхностных дефектов (до 2,0 мм) или полная вырезка бракованных узлов.
- Оформление исполнительной документации и постановка личного клейма сварщика.