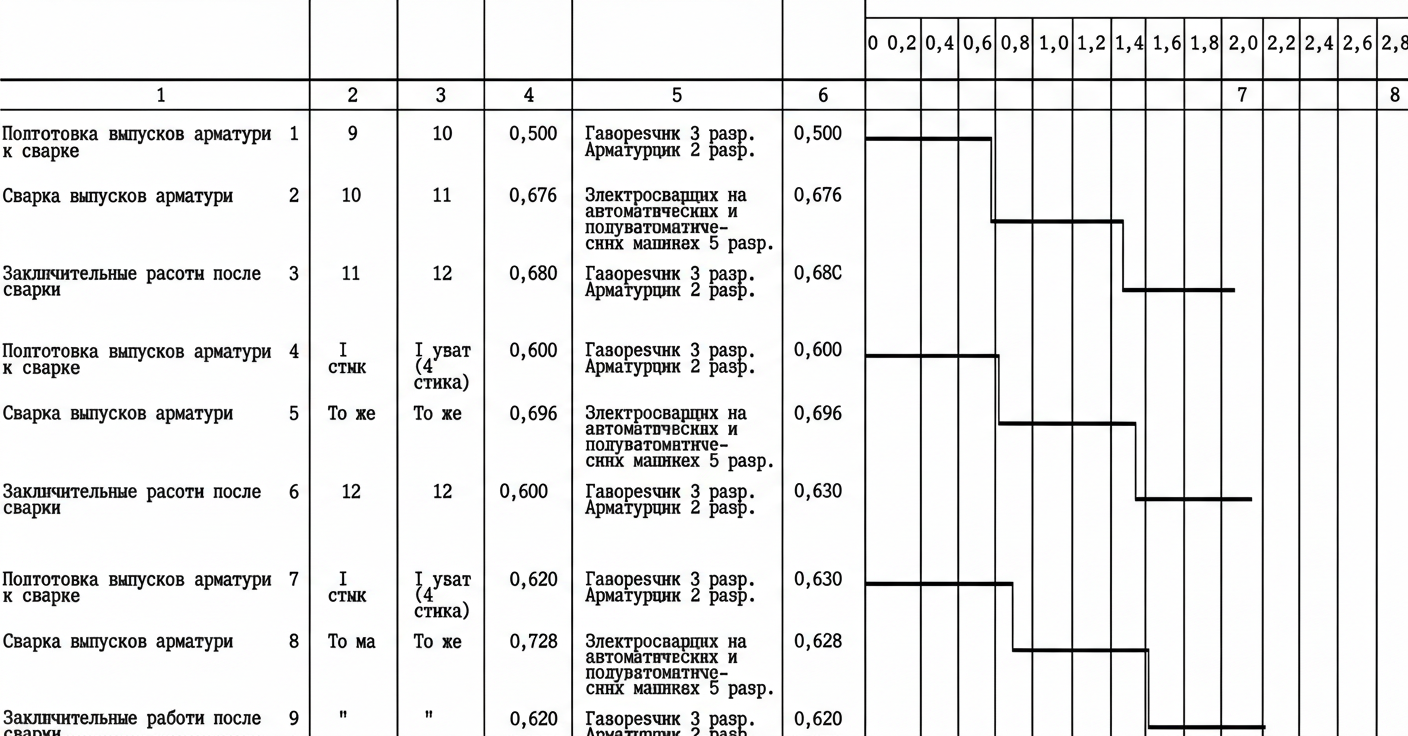
Fiche technique : Soudage à l'arc mécanisé avec fil fourré des attentes d'armature en moules réutilisables
Matériaux
- Fil fourré sans gaz (auto-protégé) / avec protection gazeuse pour soudage mécanisé (Ø 2,6 - 3,0 mm, limite d'élasticité du métal déposé ≥ 500 MPa)
- Électrodes de soudage à enrobage basique (type E7018 / E50A, Ø 4,0 mm)
- Cordon d'étanchéité en fibre thermorésistant (température de service jusqu'à 1 000 °C)
- Moules réutilisables en graphite ou en cuivre (adaptés aux diamètres de 16 à 40 mm)
- Crayons thermocolorants (pour le contrôle des températures de 200 °C, 250 °C, 600 °C)
- Oxygène technique et mélange propane-butane pour le traitement à la flamme
Équipement
- Poste à souder semi-automatique de classe industrielle avec dévidoir de fil (courant jusqu'à 500 A)
- Redresseur de soudage (source de courant continu avec caractéristique U-I plongeante/rigide, 500 A)
- Étuve électrique portable pour l'étuvage des consommables de soudage (chauffage jusqu'à 400 °C)
- Kit d'équipement pour l'oxycoupage et le chauffage (chalumeaux coupeurs, chalumeaux chauffants, détendeurs, bouteilles de gaz)
- Défectoscope à ultrasons avec traducteurs obliques (TRAD) pour le contrôle des joints d'armature
- Serre-joints à serrage rapide et presses à vis pour la fixation des moules
- Meuleuse d'angle avec disques abrasifs
1. Domaine d'application et exigences organisationnelles générales
Cette technologie est appliquée pour la réalisation de nœuds de raccordement rigides (poutre-poteau, poteau-poteau) dans les bâtiments à ossature à plusieurs étages en béton armé préfabriqué. La résistance du béton des éléments raccordés doit correspondre aux classes de conception (C20/25 – C40/50 selon la classification internationale). La technologie est conçue pour le soudage d'attentes d'armature simples et jumelées d'un diamètre de 16 à 40 mm, avec une limite d'élasticité de 400 à 500 MPa (correspondant aux classes B500B / Grade 60 ou à l'acier 35GS/25G2S).
La direction des travaux de soudage est confiée à des ingénieurs ayant une formation spécialisée en soudage et certifiés selon les exigences de la norme ISO 14731 ou de normes équivalentes. L'exécution directe des assemblages est confiée à des soudeurs possédant des certificats de qualification en cours de validité pour le soudage mécanisé sous flux ou avec fil fourré.
Avant le début des travaux, le niveau de montage doit être équipé d'un matériel étalonné. Le poste de travail du soudeur doit être protégé de manière fiable contre les précipitations atmosphériques et la charge du vent. Lors de travaux à une hauteur supérieure à 1,3 m, il est obligatoire d'utiliser des échafaudages de service avec un plancher en matériaux incombustibles et d'employer des systèmes de protection antichute.
- Dotation du chantier en personnel qualifié et en équipement étalonné.
- Installation de clôtures et d'abris sur la zone de montage pour protéger le bain de fusion du vent et des précipitations.
- Aménagement de plates-formes de travail sécurisées en hauteur utilisant des matériaux incombustibles.
2. Préparation et centrage des attentes d'armature
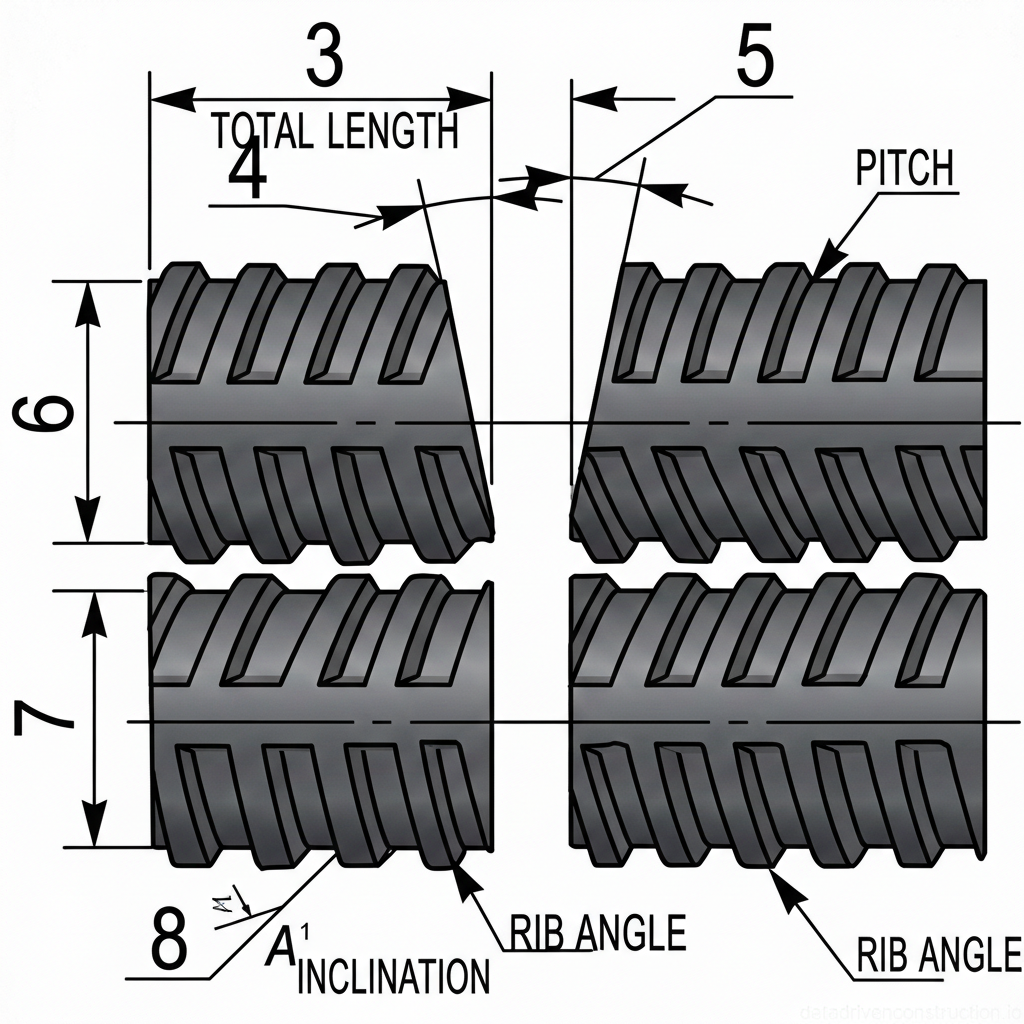
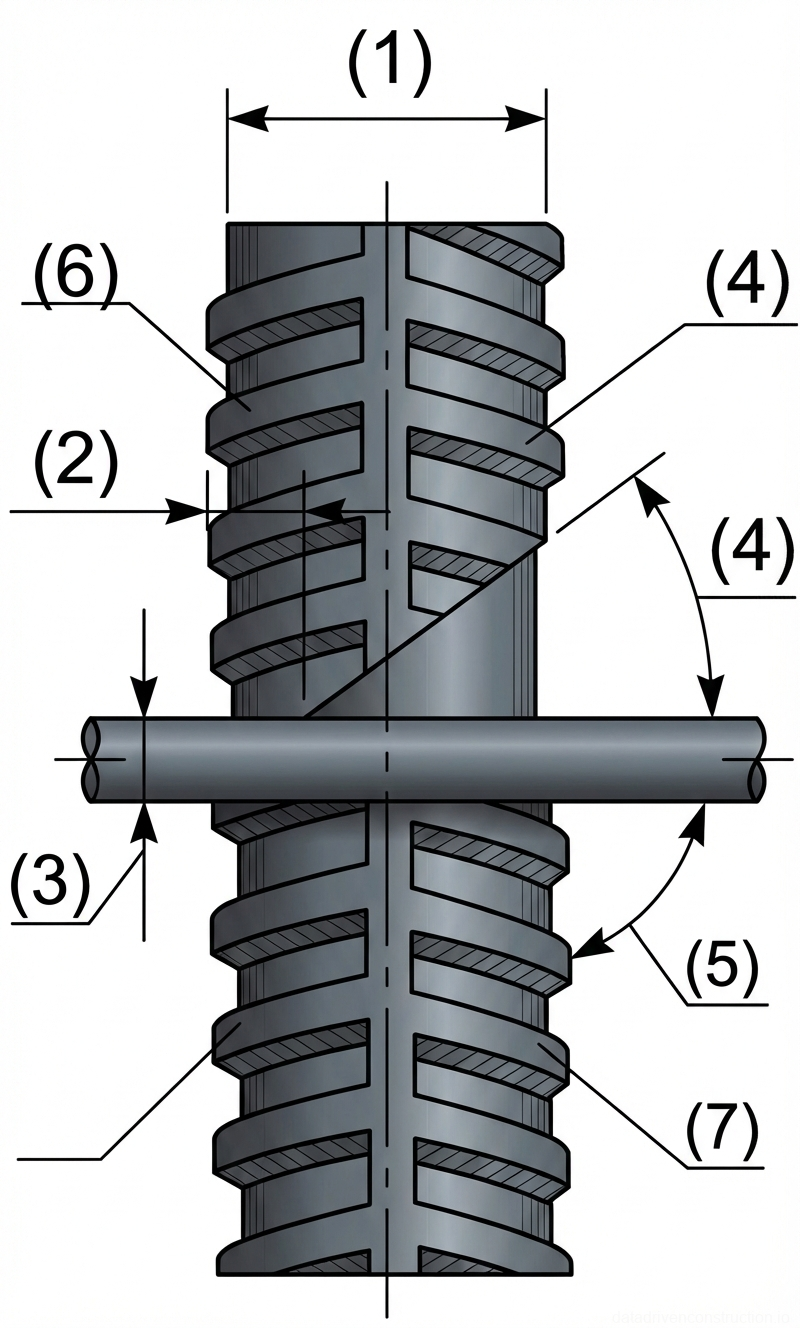
Les paramètres géométriques et la disposition mutuelle des barres d'armature doivent correspondre strictement aux plans d'exécution. Le désalignement admissible pour les armatures d'un diamètre de 16 à 28 mm ne doit pas dépasser 15 % du diamètre nominal, et pour les diamètres de 32 à 40 mm, au maximum 10 %. La brisure des axes des barres à assembler ne doit pas excéder 3°. La longueur minimale de l'attente libre sortant du béton doit être de 150 mm.
L'ajustement des barres à une position coaxiale est réalisé par redressage thermique. Le chauffage est effectué avec un chalumeau à gaz jusqu'à une température de 600 à 800 °C (visuellement, jusqu'à une couleur rouge cerise foncé). Afin d'éviter tout dommage thermique au béton et la perte de ses caractéristiques de résistance (destruction de la pâte de ciment), la zone de chauffe doit être située à une distance d'au moins 70 mm de l'extrémité de l'élément en béton.
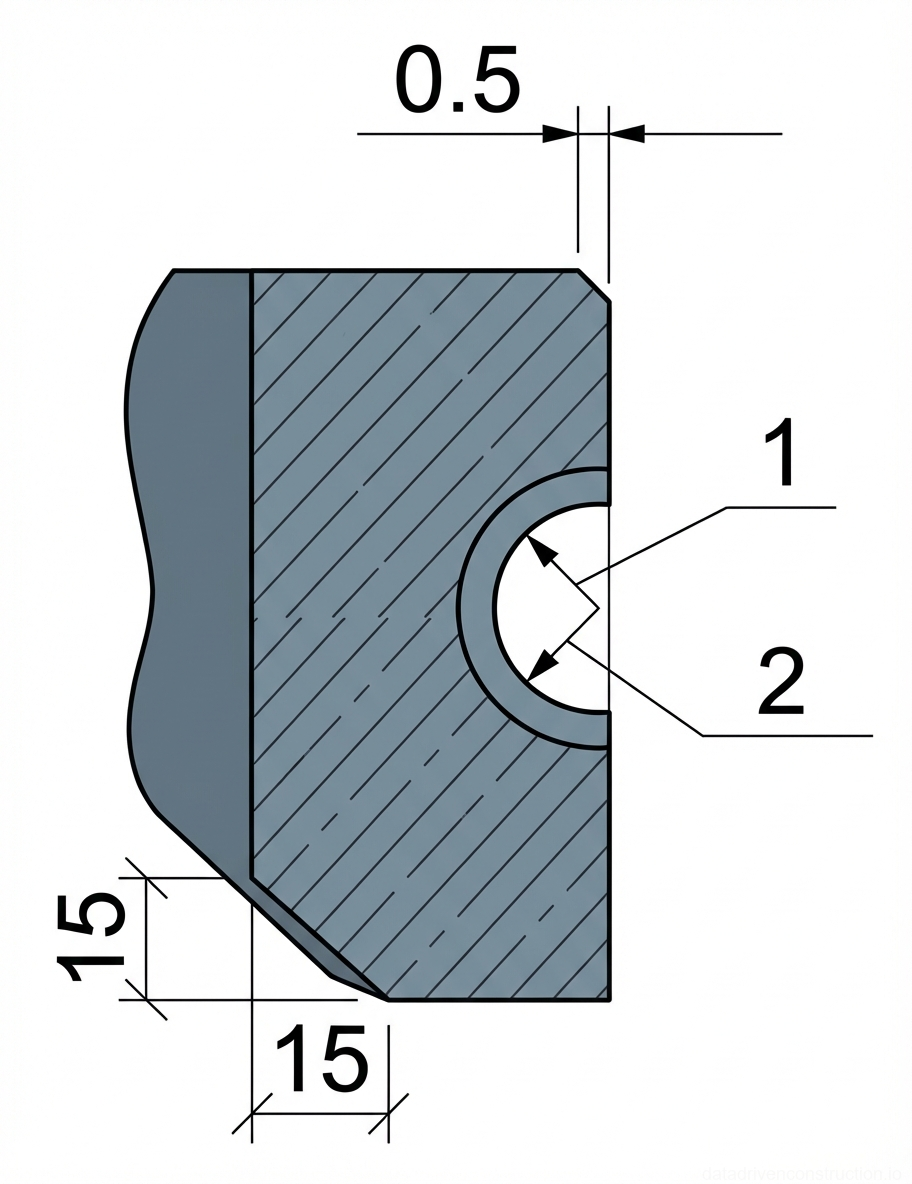
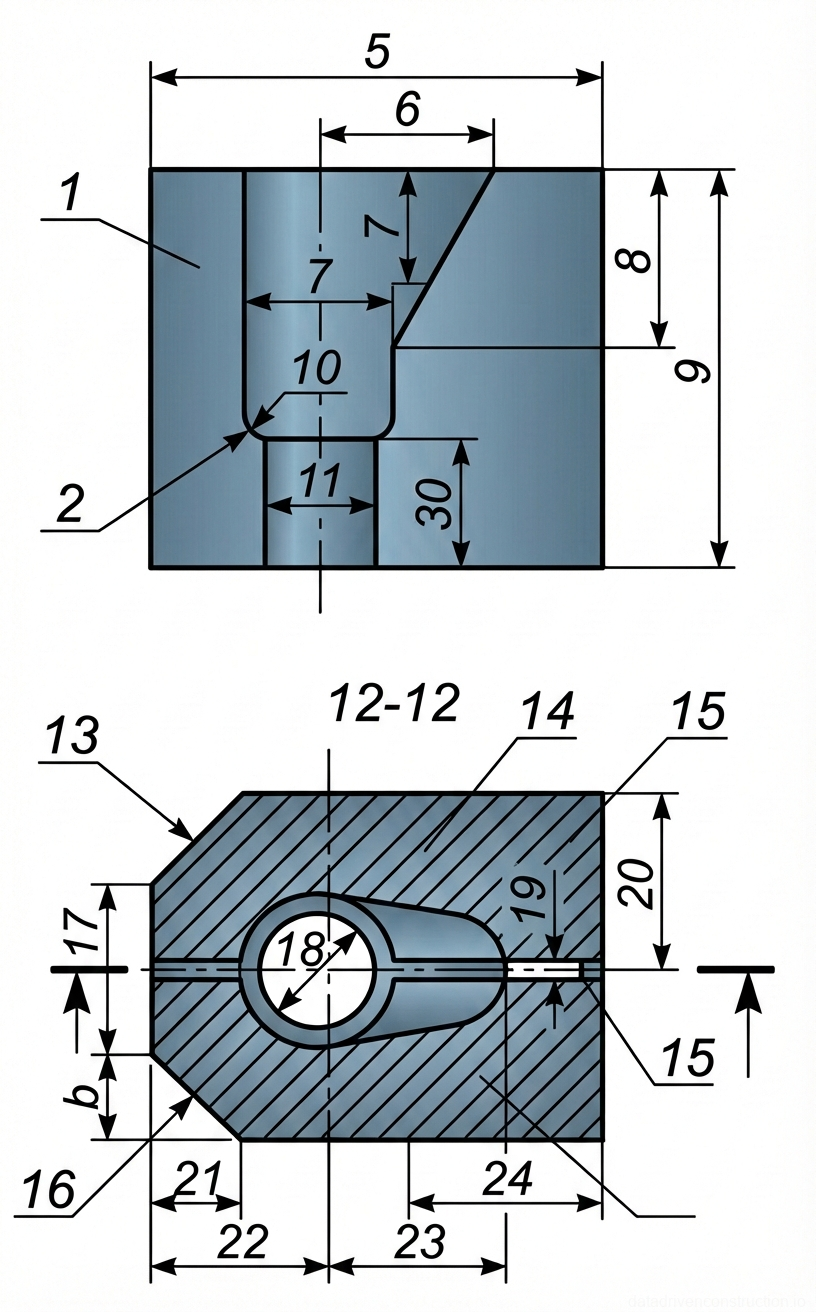
Les extrémités des armatures sont préparées exclusivement par oxycoupage ; la coupe à l'arc électrique est catégoriquement interdite. Pour les joints horizontaux simples, un chanfrein est formé avec un angle de 10 à 15° et un écartement de 12 à 20 mm. Pour les barres horizontales jumelées, l'angle est de 12 à 15° (écartement de 12 à 18 mm). Les attentes verticales nécessitent un chanfrein de 40 à 50°. La zone de soudage est nettoyée à l'aide de brosses métalliques jusqu'au brillant métallique sur une longueur d'au moins 10 mm à partir des extrémités, et les traces d'humidité sont éliminées à la flamme du chalumeau.
- Contrôle visuel et instrumental de la coaxialité et de la longueur des attentes d'armature.
- Redressage thermique des barres (chauffage à 600-800 °C) en respectant une distance de sécurité par rapport au béton.
- Oxycoupage des extrémités pour former les angles d'ouverture des bords réglementaires.
- Décapage mécanique des bords et de la zone adjacente (minimum 10 mm) jusqu'au métal nu.
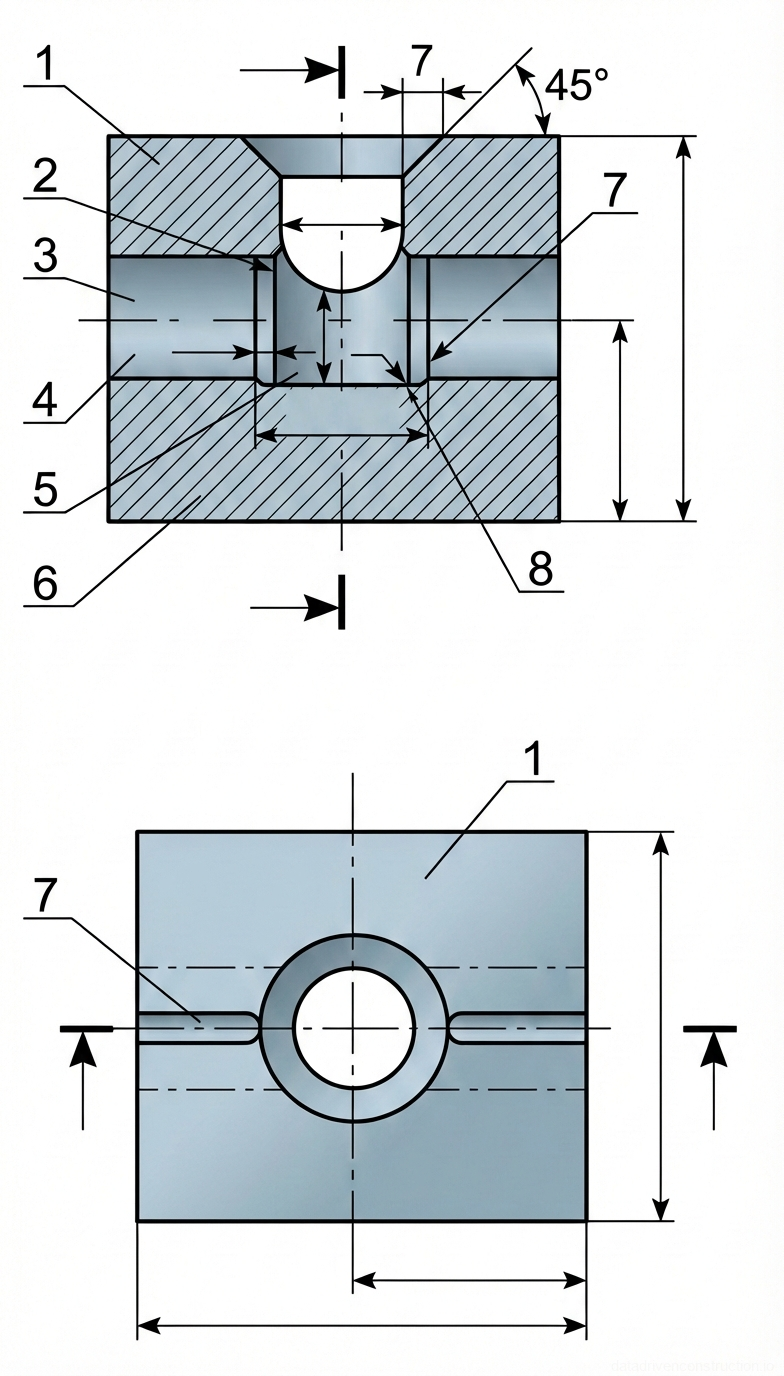
3. Installation des éléments de moulage réutilisables
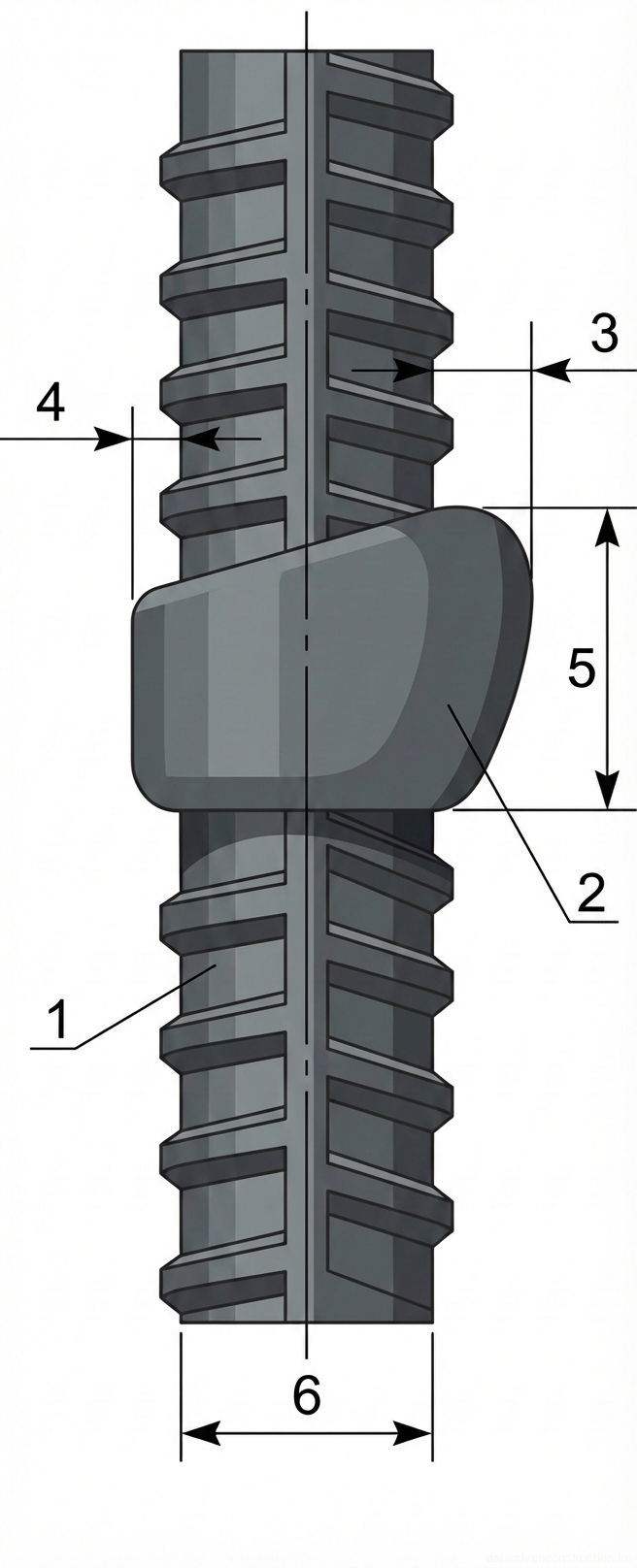
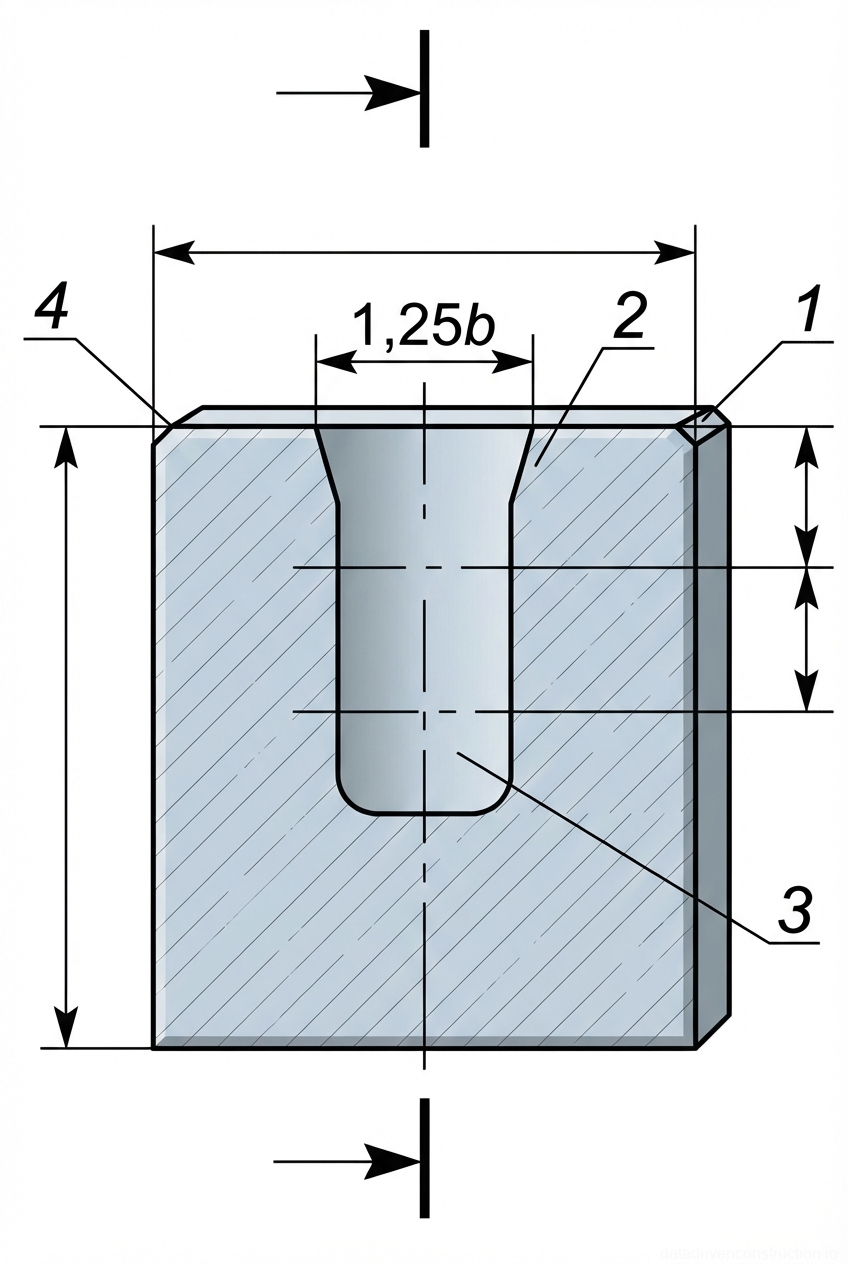
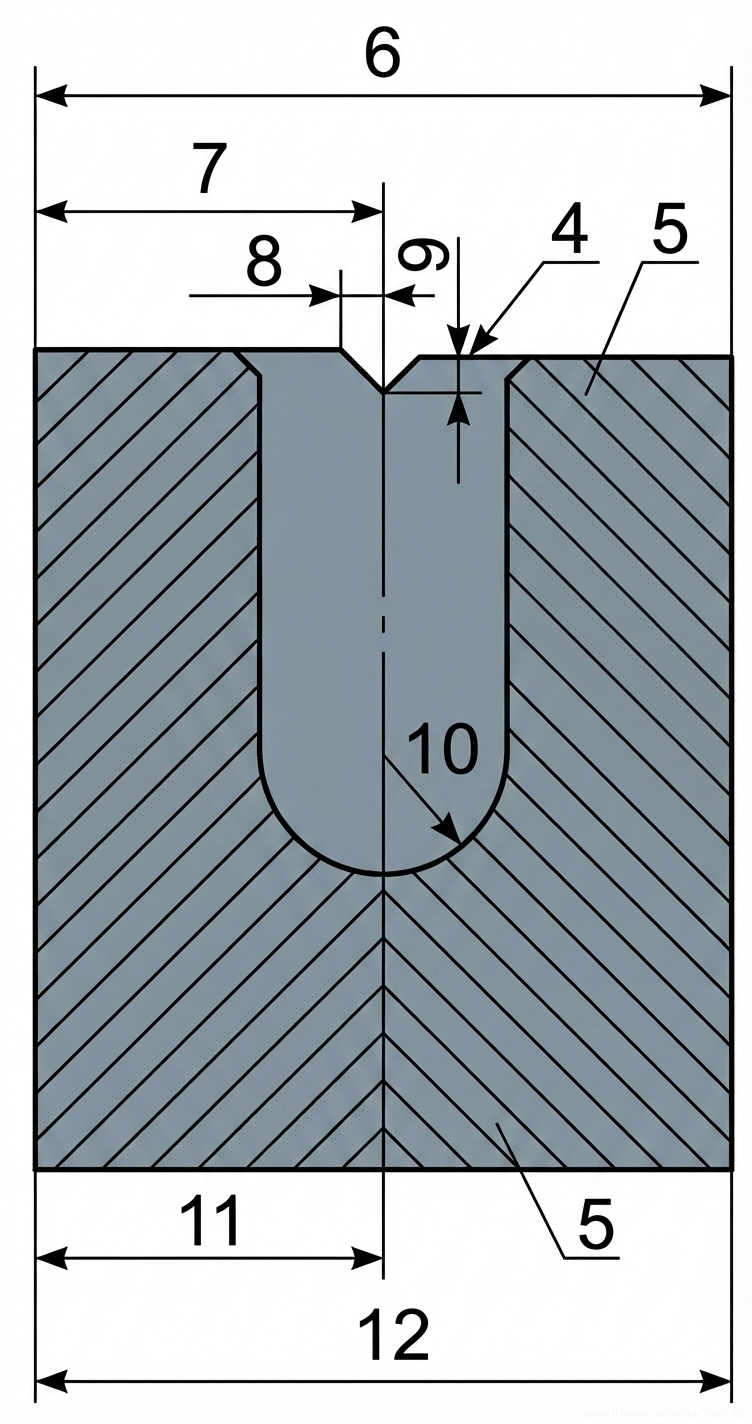
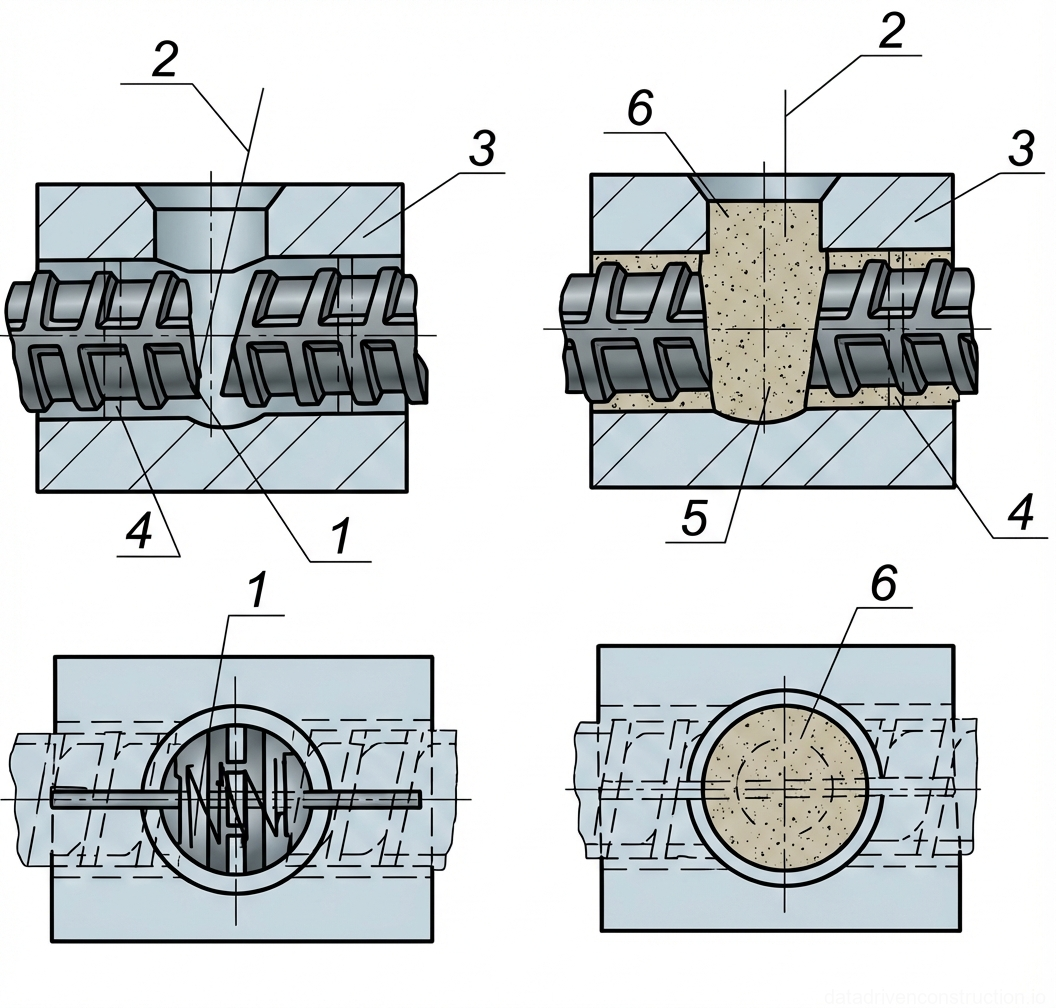
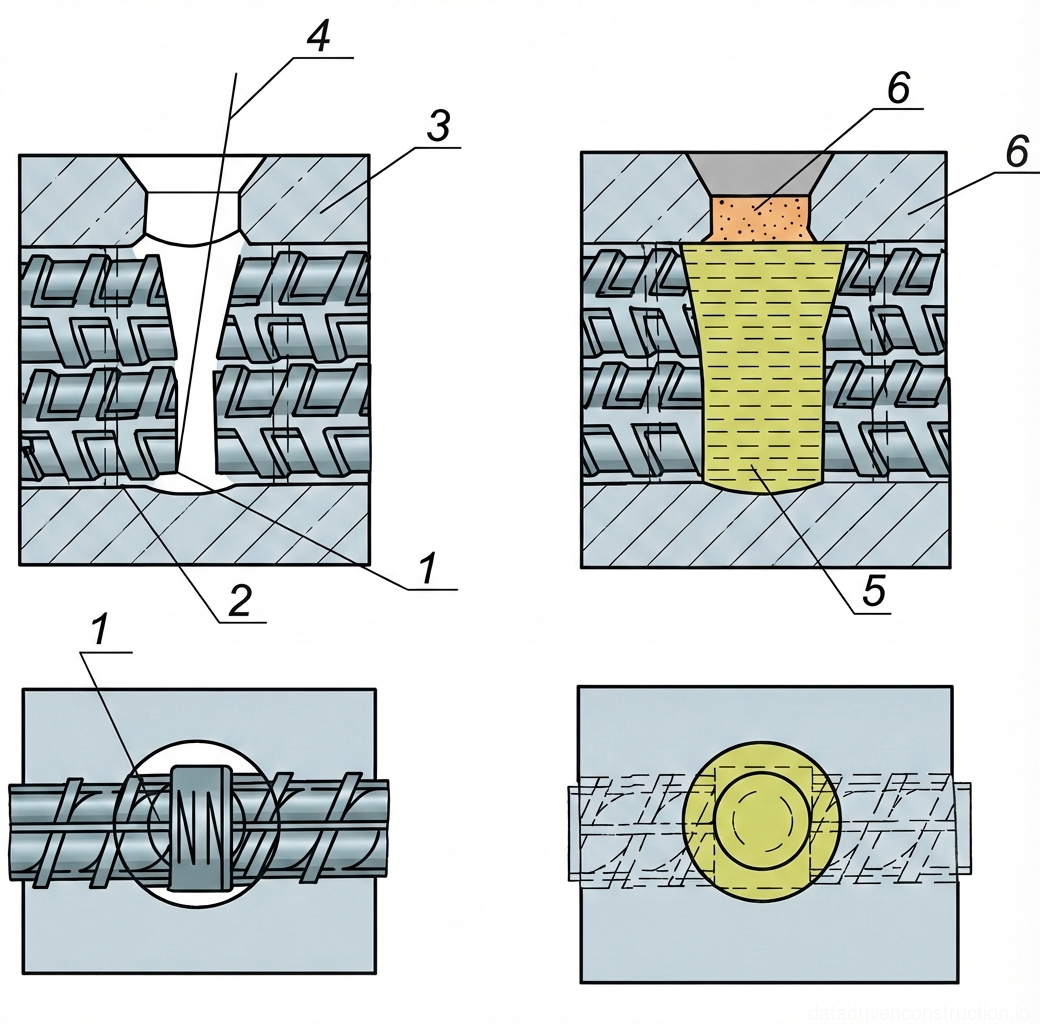
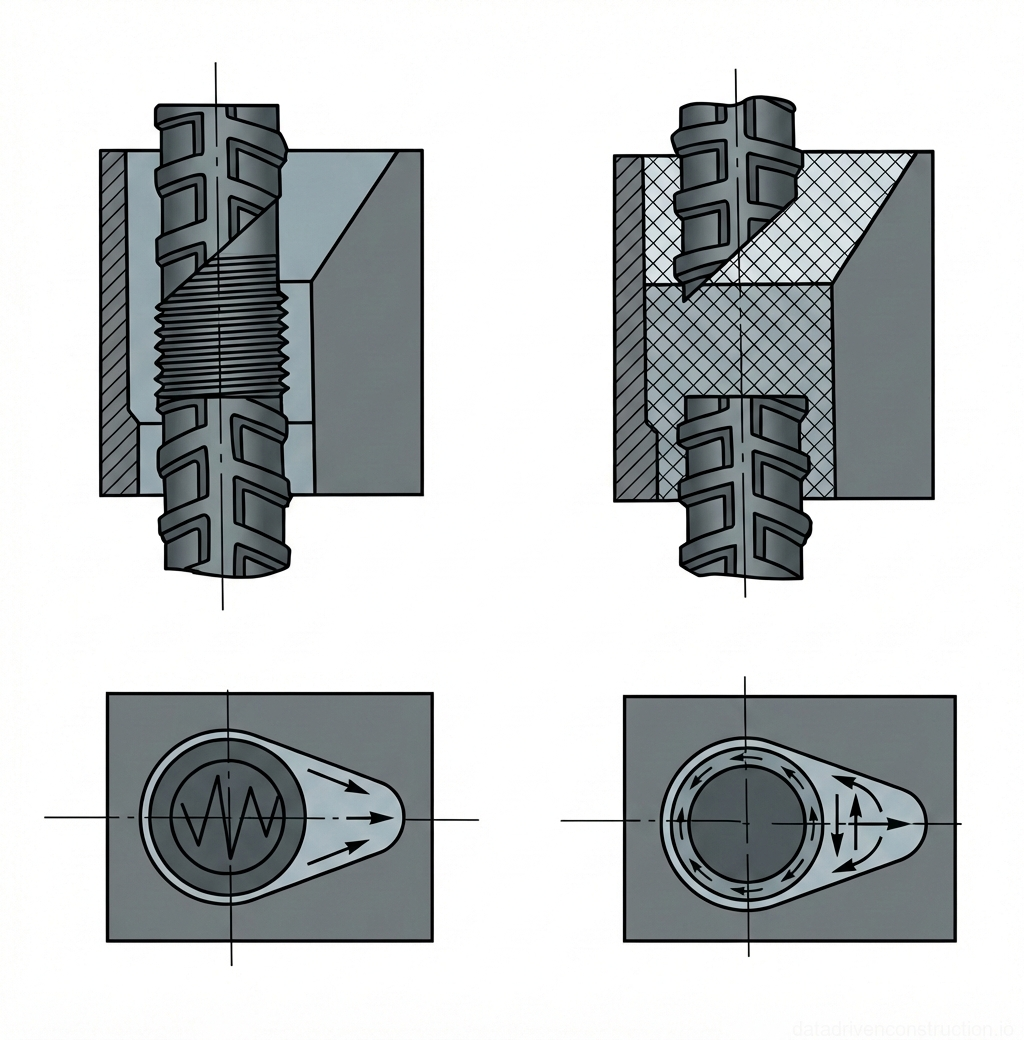
Pour retenir le métal en fusion du bain de soudage et former la géométrie du cordon de soudure, on utilise des moules démontables réutilisables, fabriqués en graphite ou en cuivre. Le moule est constitué de deux moitiés symétriques avec un plan de joint vertical, correspondant au diamètre de l'armature à souder. Le moule est installé de manière strictement symétrique par rapport à l'axe de l'écartement entre les extrémités.
Une étape critique est l'étanchéification des espaces entre la barre d'armature et les parois du moule pour empêcher l'écoulement du métal liquide et du laitier, ce qui pourrait entraîner la formation de cavités et de manques de pénétration. L'étanchéité est réalisée avec un cordon en fibre thermorésistant à une distance de 15 à 20 mm des extrémités des barres. Le matériau d'étanchéité doit être chimiquement neutre et ne pas dégager de gaz au contact de la matière en fusion.
La fixation des demi-moules s'effectue à l'aide de serre-joints à serrage rapide, de presses à vis ou de brides de montage. La force de serrage doit être suffisante pour empêcher le glissement du moule sous l'effet du poids du bain de fusion et des déformations thermiques, mais sans provoquer la fissuration des éléments en graphite. L'utilisation de coins de fixation est autorisée.
- Nettoyage des surfaces internes des moules réutilisables du laitier et des projections des cycles précédents.
- Installation symétrique des demi-moules sur le joint préparé.
- Étanchéification des interstices avec un cordon thermorésistant dans une zone de 15 à 20 mm des extrémités.
- Fixation rigide du moule avec des serre-joints et vérification de l'absence de jeu.
4. Consommables et paramètres de soudage
Comme métal d'apport, on utilise un fil fourré sans gaz (auto-protégé) ou avec protection gazeuse d'un diamètre de 2,6 à 3,0 mm, destiné au soudage mécanisé. Pour la réparation des défauts et le pointage, on emploie des électrodes enrobées à enrobage basique (type E7018 selon AWS ou E50A), d'un diamètre de 4,0 mm. Le retraitement thermique (étuvage) répété du fil fourré n'est pas autorisé en raison du risque de destruction de l'âme du fil.
Avant utilisation, les consommables subissent un étuvage obligatoire : le fil fourré est maintenu à 160-180 °C pendant 1,5 à 2,5 heures, les électrodes — à 350-400 °C pendant 1 à 2 heures. Les consommables de soudage sont distribués au poste de travail en quantités ne dépassant pas les besoins d'un poste, et sont stockés dans des étuves portatives protégées de l'humidité.
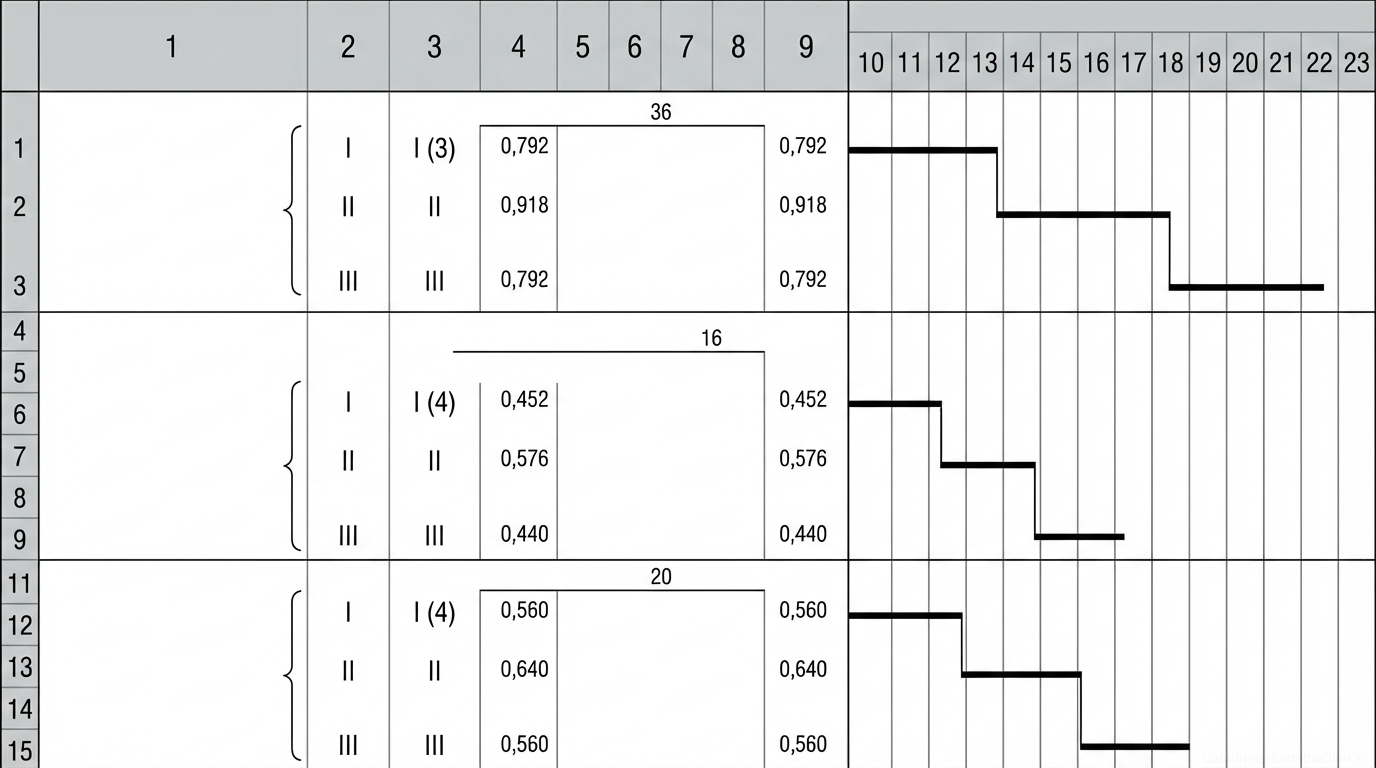
Le processus est réalisé en courant continu avec polarité inversée. Les paramètres de soudage sont strictement réglementés : pour les diamètres de 16 à 25 mm, le courant de travail est de 280 à 300 A à une tension d'arc de 24 à 26 V ; pour les diamètres de 36 à 40 mm, le courant est augmenté à 350-410 A pour une tension de 28 à 34 V. La vitesse de dévidage du fil est réglée dans une plage de 140 à 250 m/h. La longueur de la partie terminale (stick-out) du fil-électrode doit être maintenue entre 30 et 80 mm en fonction de la profondeur du chanfrein.
- Étuvage des consommables de soudage dans des fours électriques selon les graphiques temps-température.
- Réglage de la source d'alimentation sur un courant continu à polarité inversée.
- Configuration des paramètres d'intensité (280-410 A) et de tension (24-34 V) en fonction du diamètre de l'armature.
- Réglage du mécanisme de dévidage pour assurer une longueur de partie terminale (stick-out) stable (30 à 80 mm).
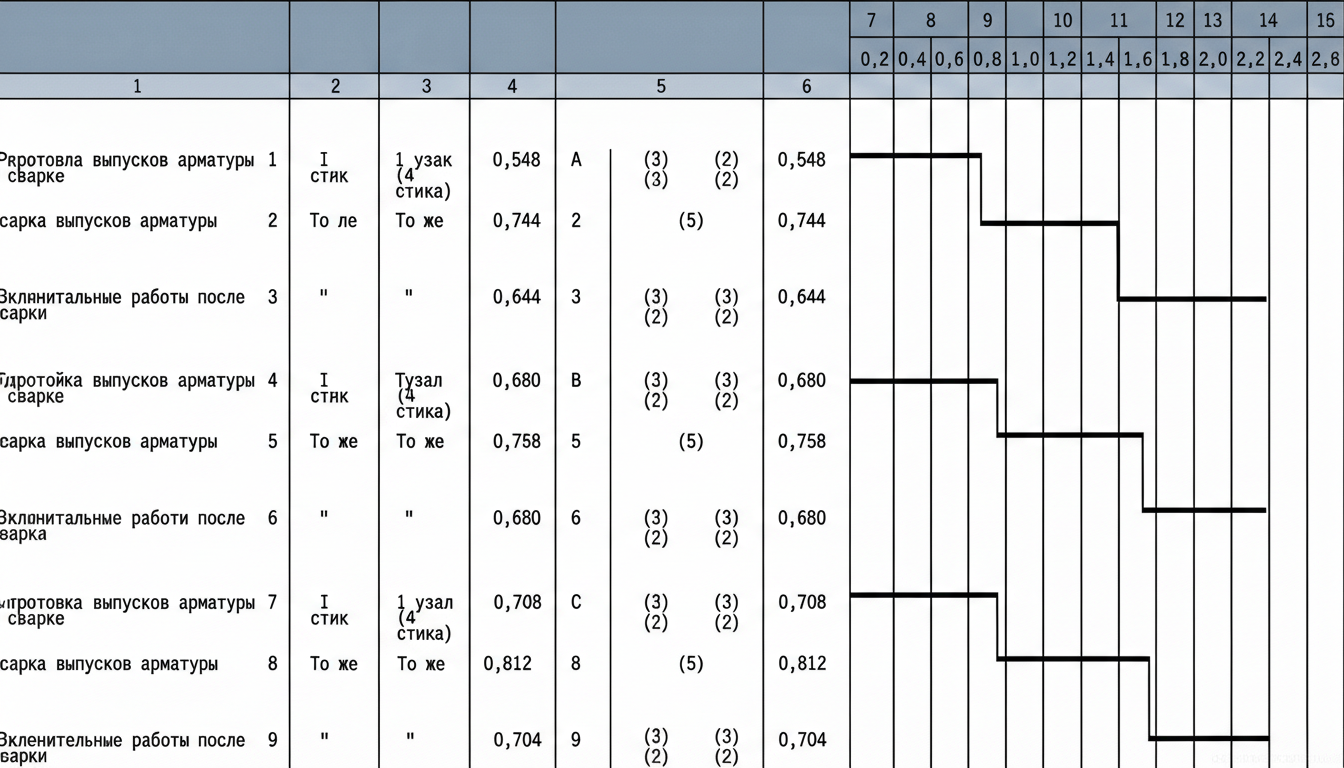
5. Technologie d'exécution des processus de soudage
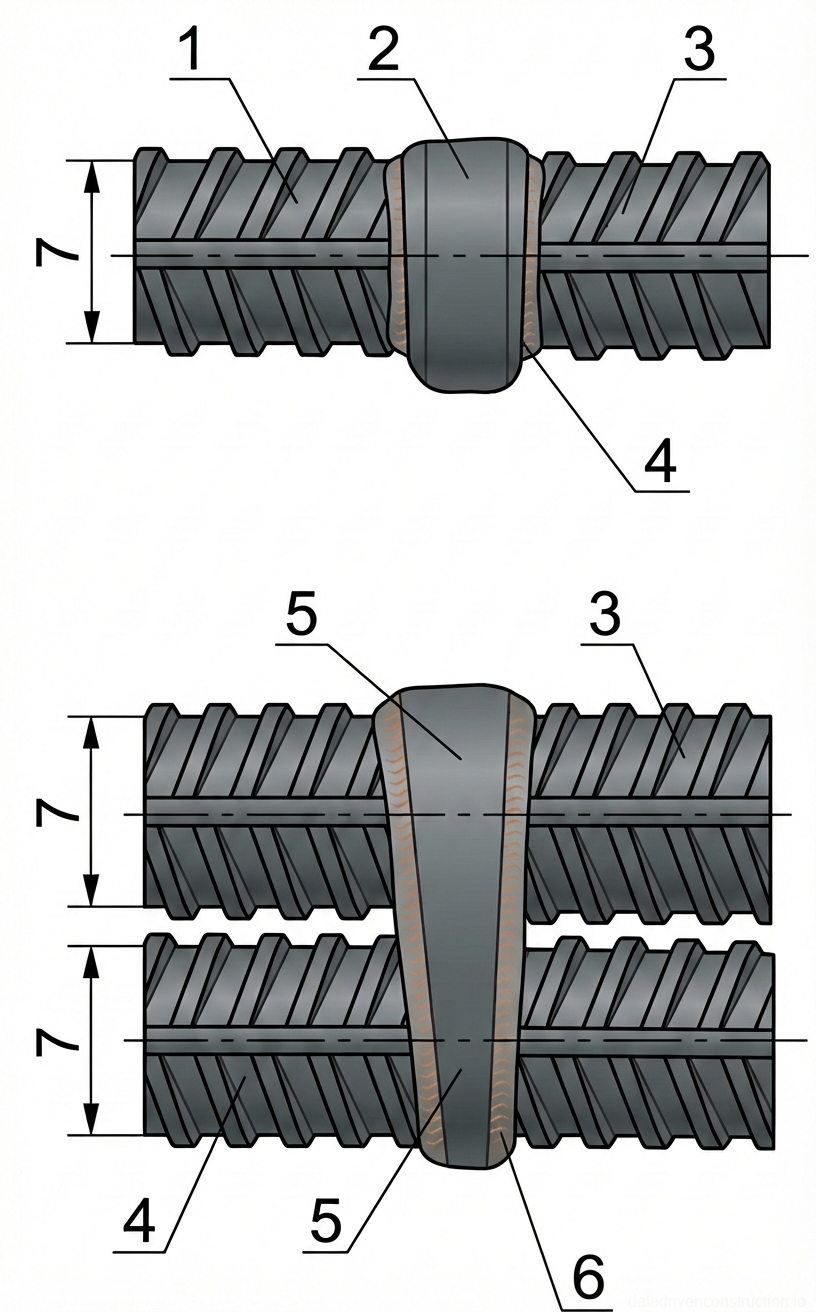
L'amorçage de l'arc de soudage s'effectue exclusivement par le contact du fil avec l'extrémité de l'attente d'armature. Il est formellement interdit d'amorcer l'arc sur les éléments du moule réutilisable afin d'éviter leur érosion et la contamination de la soudure. Lors du soudage de joints horizontaux, la partie inférieure d'une des extrémités est d'abord fondue par des balayages transversaux, puis l'arc est transféré sur la seconde barre. Une fois le bain unique de laitier et de métal formé, l'espace est rempli par des mouvements rapides de l'arc sur les bords du bain.
Pour les joints verticaux, l'arc est amorcé sur l'extrémité de l'attente inférieure. Après la formation du bain de métal liquide, le remplissage du chanfrein s'effectue en alternant des mouvements de balayage près du biseau de la barre supérieure avec des mouvements circulaires sur le périmètre du moule. Le fil doit être dévidé perpendiculairement à la surface du bain en fusion pour minimiser les projections.
En cas de températures ambiantes négatives, des ajustements sont nécessaires : pour chaque baisse de 3 °C en dessous de zéro, le courant de soudage est augmenté de 1 %. Un préchauffage obligatoire du joint à 200-250 °C sur une longueur de 90 à 150 mm est requis (contrôlé par des crayons thermocolorants). Le soudage à des températures inférieures à -30 °C est interdit. À la fin du processus de soudage, pour éviter la formation d'une retassure, on effectue 2 à 3 pauses de 3 à 4 secondes en dirigeant l'arc vers les bords du bain. Le démoulage s'effectue par de légers tapotements, au plus tôt 5 à 10 minutes après la cristallisation du laitier.
- Préchauffage du joint à 200-250 °C (en cas de travail à basse température).
- Amorçage de l'arc sur le corps de l'armature et formation du bain de fusion primaire.
- Remplissage de l'espace de fusion avec des trajectoires de balayage de l'électrode prédéfinies (zigzag, cercle).
- Exécution de 2 à 3 pauses à la fin du soudage pour éviter les retassures.
- Refroidissement naturel pendant 5 à 10 minutes, démontage du moule et élimination du laitier.
6. Contrôle qualité et critères d'acceptation des assemblages
Le système de contrôle de la qualité comprend des étapes de contrôle à la réception, opérationnel et d'acceptation. Le contrôle à la réception vérifie les certificats des matériaux, le bon état des redresseurs et la précision de l'assemblage (écartements, coaxialité). Le contrôle opérationnel, effectué au moins deux fois par poste, comprend l'évaluation visuelle de la géométrie du cordon de soudure, l'absence de morsures et le contrôle du respect des températures de soudage.
L'acceptation finale est basée sur les résultats des contrôles visuel et dimensionnel, par ultrasons et mécaniques. Les défauts de surface sont strictement limités : on n'autorise pas plus de 5 pores externes ou inclusions de laitier par joint, et le diamètre maximal d'un défaut isolé ne doit pas dépasser 2,0 mm. Les défauts de surface locaux sont éliminés par affouillement à l'aide d'un outil abrasif suivi d'un resoudage après préchauffage de la zone à 200-250 °C.
Le contrôle instrumental comprend la défectoscopie par ultrasons de 10 % du volume total des joints simples soudés. Des essais mécaniques de traction statique sont réalisés sur 3 échantillons de contrôle pour chaque lot. Pour les armatures de la classe 500 MPa, la valeur moyenne arithmétique de la résistance à la traction doit être d'au moins 586 MPa, et la valeur minimale admissible dans l'échantillon ne doit pas être inférieure à 500 MPa. Les joints présentant des défauts internes inadmissibles doivent être découpés et remplacés par un insert intermédiaire (d'une longueur minimale de 80 mm) avec un contrôle ultrasonore à 100 % des nouvelles soudures.
- Contrôle visuel et dimensionnel de 100 % des assemblages soudés après élimination du laitier.
- Défectoscopie par ultrasons sur 10 % des joints simples du lot.
- Prélèvement de 3 échantillons témoins pour les essais de traction statique en laboratoire.
- Réparation locale des défauts de surface (jusqu'à 2,0 mm) ou découpage complet des nœuds défectueux.
- Établissement des dossiers de récolement et apposition du poinçon personnel du soudeur.