Verfahrensanweisung: Mechanisiertes Lichtbogenschweißen mit Fülldraht von Bewehrungsanschlüssen in wiederverwendbaren Formen
Materialien
- Gasgeschützter/selbstschützender Fülldraht für das mechanisierte Schweißen (Ø 2,6 - 3,0 mm, Streckgrenze des Schweißgutes ≥ 500 MPa)
- Stabelektroden mit basischer Umhüllung (Typ E7018 / E50A, Ø 4,0 mm)
- Hitzebeständige Faser-Dichtungsschnur (Betriebstemperatur bis 1000 °C)
- Wiederverwendbare Formen aus Graphit oder Kupfer (entsprechend den Durchmessern 16-40 mm)
- Temperaturmessstifte (zur Kontrolle der Temperatur 200 °C, 250 °C, 600 °C)
- Technischer Sauerstoff und Propan-Butan-Gemisch für die Autogentechnik
Ausrüstung
- Industrie-Schweißhalbautomat mit Drahtvorschubkoffer (Stromstärke bis 500 A)
- Schweißgleichrichter (Gleichstromquelle mit fallender/starrer Kennlinie, 500 A)
- Tragbarer Elektrotrockenofen zur Rücktrocknung von Schweißzusatzwerkstoffen (Erwärmung bis 400 °C)
- Ausrüstungssatz zum Brennschneiden und Anwärmen (Schneidbrenner, Gasbrenner, Druckminderer, Gasflaschen)
- Ultraschallprüfgerät mit Winkelprüfköpfen zur Prüfung von Bewehrungsstößen
- Schnellspannzwingen und Schraubzwingen zur Fixierung der Formen
- Winkelschleifer mit Trenn- und Schruppscheiben
1. Anwendungsbereich und allgemeine organisatorische Anforderungen
Diese Technologie wird für die Ausführung biegesteifer Verbindungsknoten (Riegel-Stütze, Stütze-Stütze) in mehrgeschossigen Skelettbauten aus Stahlbetonfertigteilen angewendet. Die Betonfestigkeit der zu verbindenden Elemente muss den Planungsklassen (C20/25 – C40/50 nach internationaler Klassifikation) entsprechen. Die Technologie ist für das Schweißen von einzelnen und gepaarten Bewehrungsanschlüssen mit einem Durchmesser von 16 bis 40 mm und einer Streckgrenze von 400-500 MPa (entsprechend den Klassen B500B / Grade 60 oder dem Stahl 35GS/25G2S) ausgelegt.
Mit der Leitung der Schweißarbeiten dürfen nur Ingenieure mit einer Fachausbildung im Bereich Schweißtechnik betraut werden, die gemäß den Anforderungen der ISO 14731 oder vergleichbarer Normen zertifiziert sind. Die unmittelbare Ausführung der Verbindungen wird Schweißern übertragen, die über gültige Qualifikationsnachweise für das mechanisierte Unterpulverschweißen oder Fülldrahtschweißen verfügen.
Vor Beginn der Arbeiten muss die Montageebene mit geprüfter Ausrüstung ausgestattet sein. Der Arbeitsplatz des Schweißers muss zuverlässig vor Niederschlag und Windlasten geschützt sein. Bei Arbeiten in einer Höhe von mehr als 1,3 m ist die Verwendung von Systemgerüsten mit Belägen aus nicht brennbaren Materialien und der Einsatz von Absturzsicherungen zwingend erforderlich.
- Ausstattung des Arbeitsbereichs mit qualifiziertem Personal und kalibrierter Ausrüstung.
- Aufstellung von Abschrankungen und Einhausungen des Montagebereichs zum Schutz des Schweißbades vor Wind und Niederschlag.
- Einrichtung sicherer Arbeitsbühnen in der Höhe unter Verwendung nicht brennbarer Materialien.
2. Vorbereitung und Ausrichtung der Bewehrungsanschlüsse
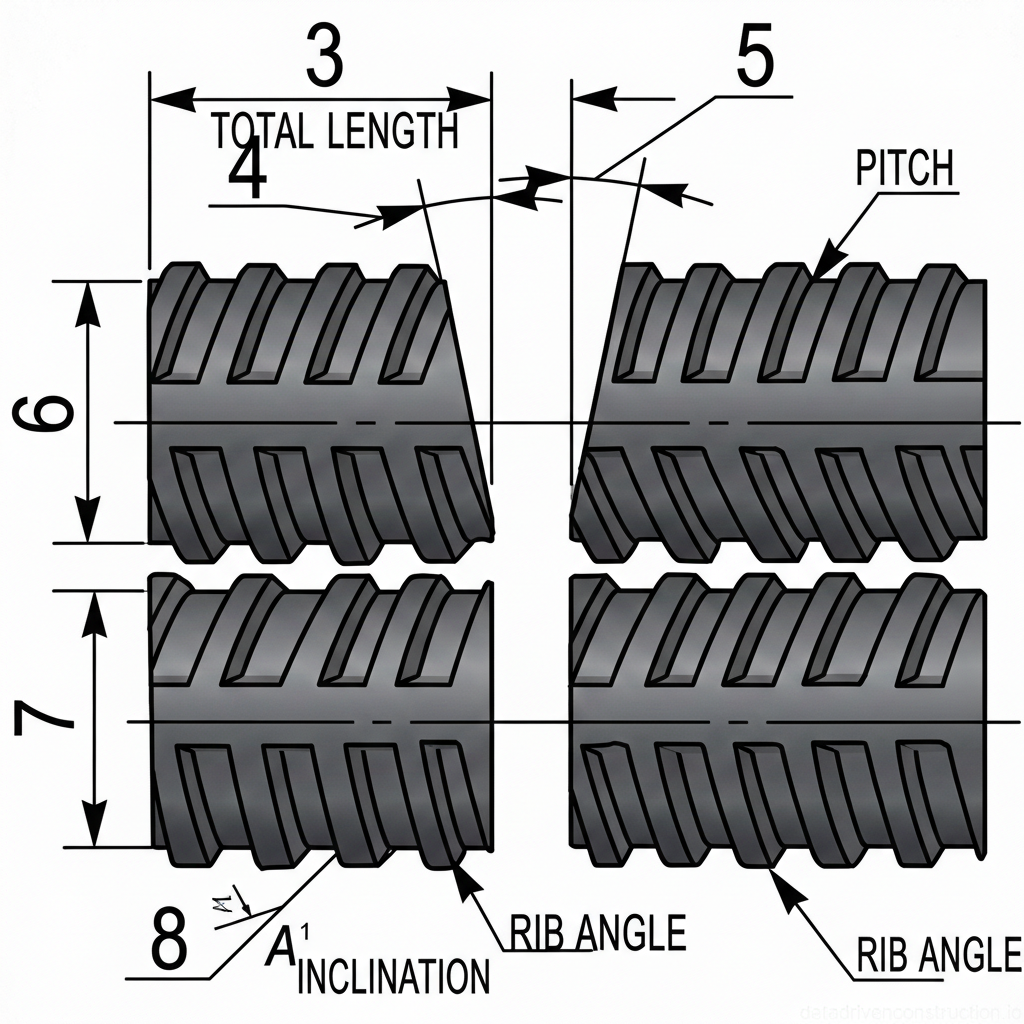
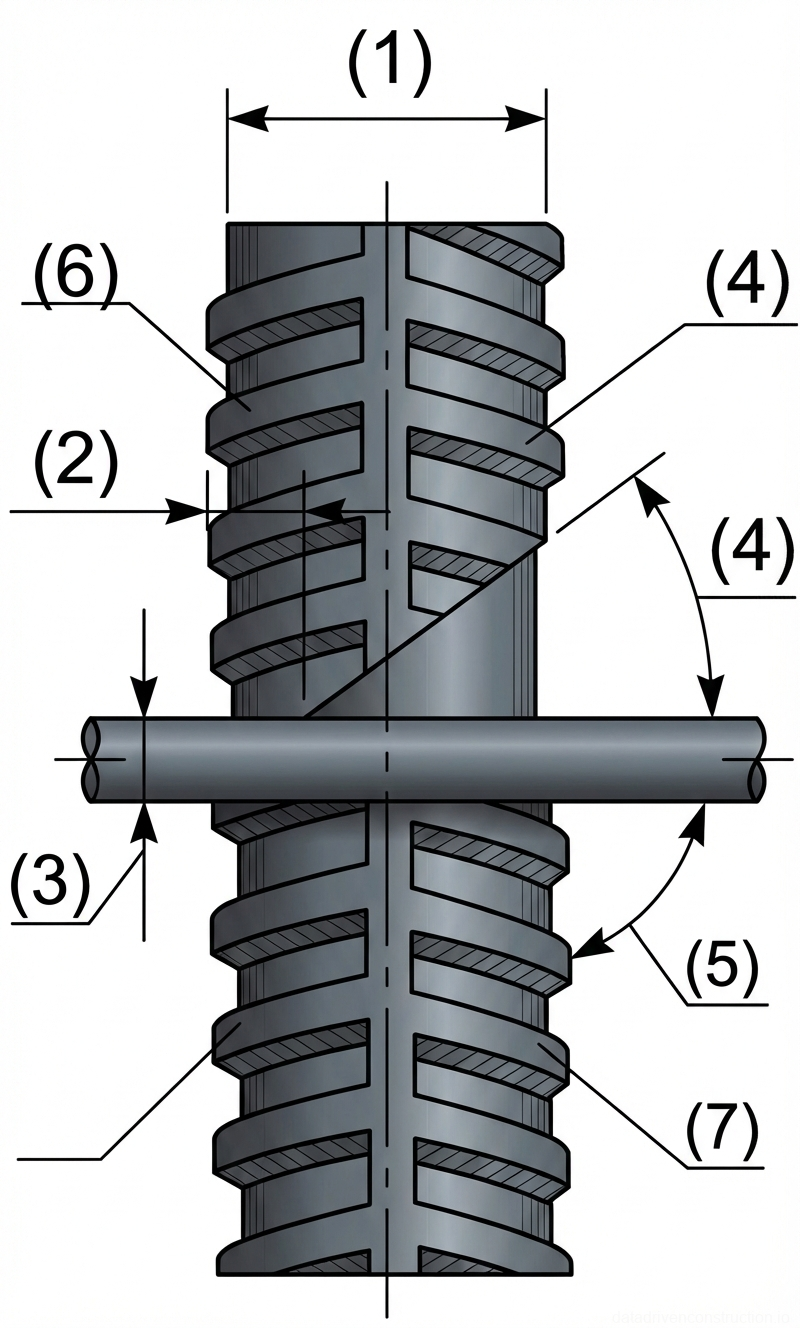
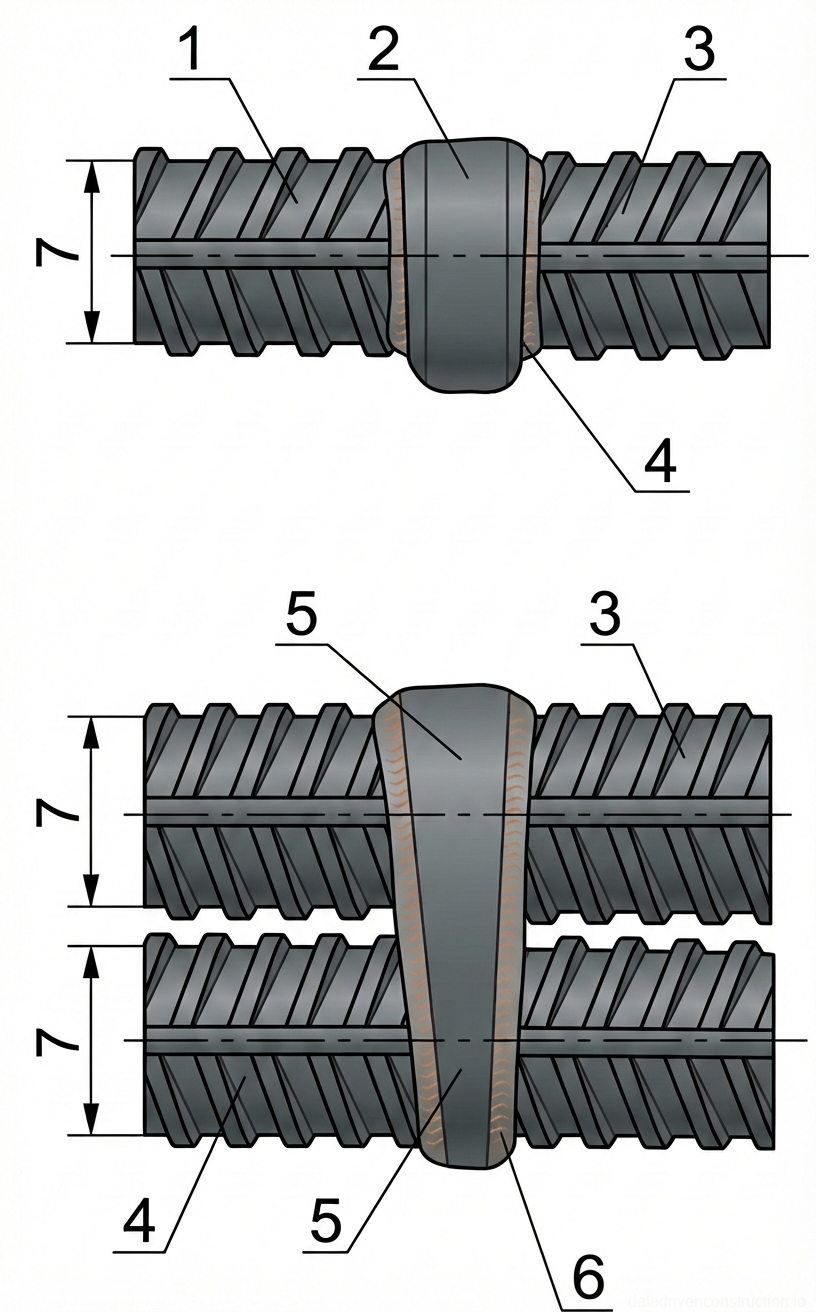
Die geometrischen Parameter und die gegenseitige Anordnung der Bewehrungsstäbe müssen streng den Ausführungsplänen entsprechen. Der zulässige Achsversatz darf für Bewehrungen mit einem Durchmesser von 16-28 mm nicht mehr als 15 % des Nenndurchmessers und für Durchmesser von 32-40 mm nicht mehr als 10 % betragen. Der Knick der Achsen der zu verbindenden Stäbe darf 3° nicht überschreiten. Die Mindestlänge des freiliegenden Anschlusses aus dem Beton muss 150 mm betragen.
Das Ausrichten der Stäbe in die koaxiale Position erfolgt durch Flammrichten. Die Erwärmung erfolgt mit einem Gasbrenner auf eine Temperatur von 600-800 °C (optisch: bis zu einer dunkelroten Glühfarbe). Um thermische Schäden am Beton und einen Verlust seiner Festigkeitseigenschaften (Zerstörung des Zementsteins) zu vermeiden, muss sich die Erwärmungszone in einem Abstand von mindestens 70 mm von der Stirnseite des Betonelements befinden.
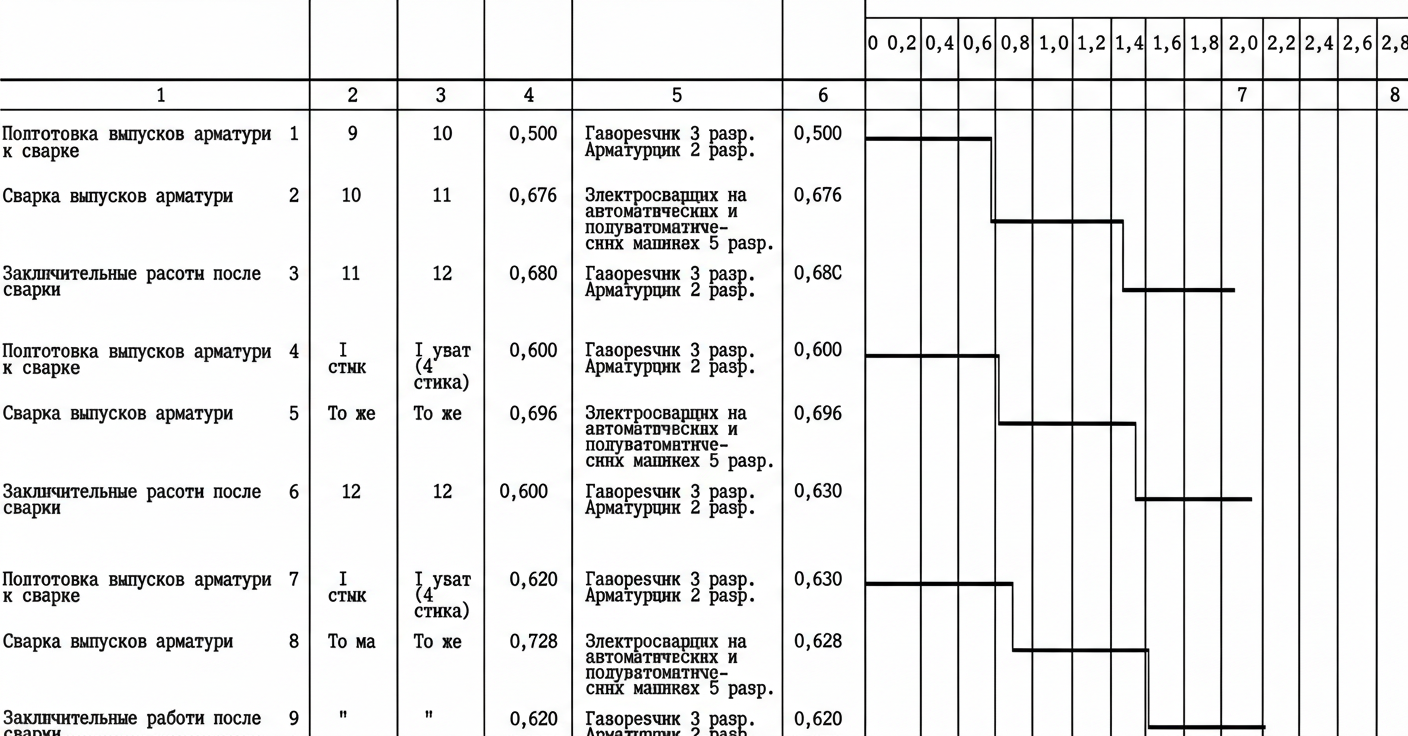
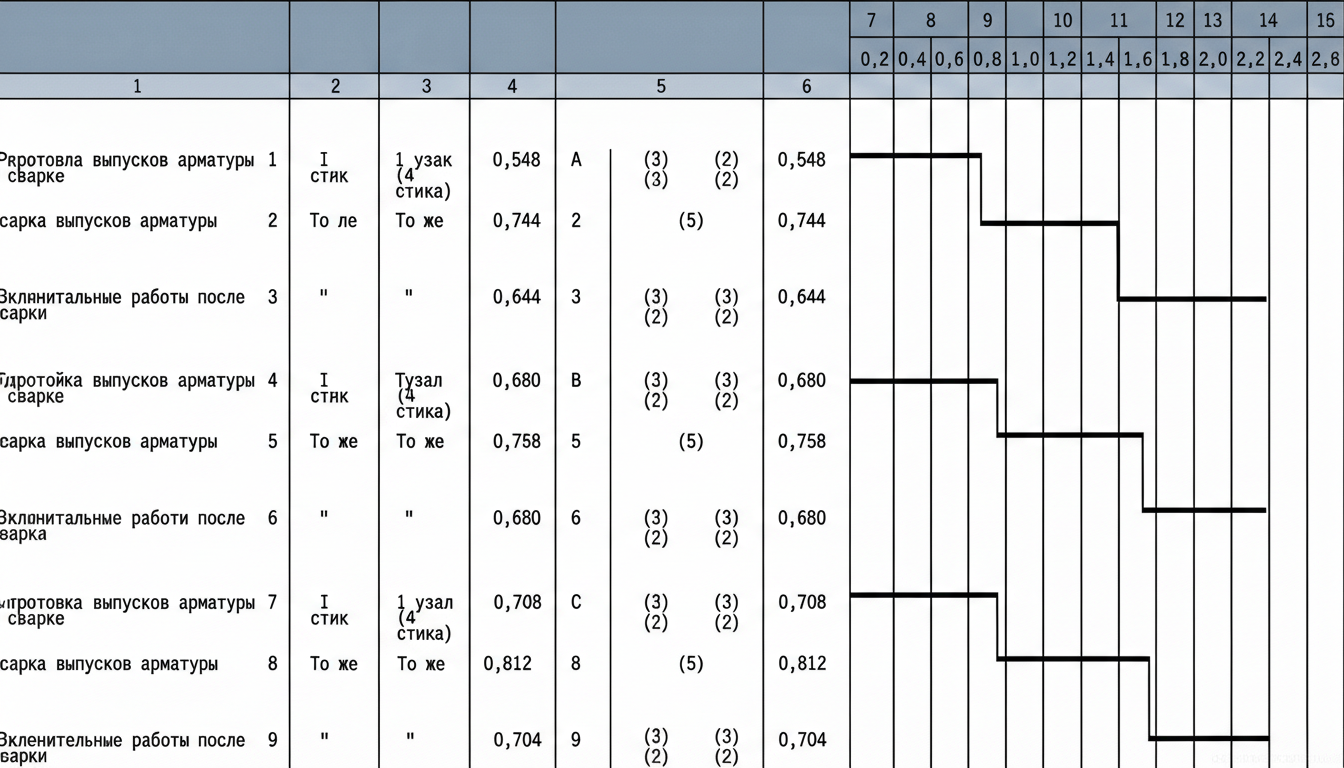
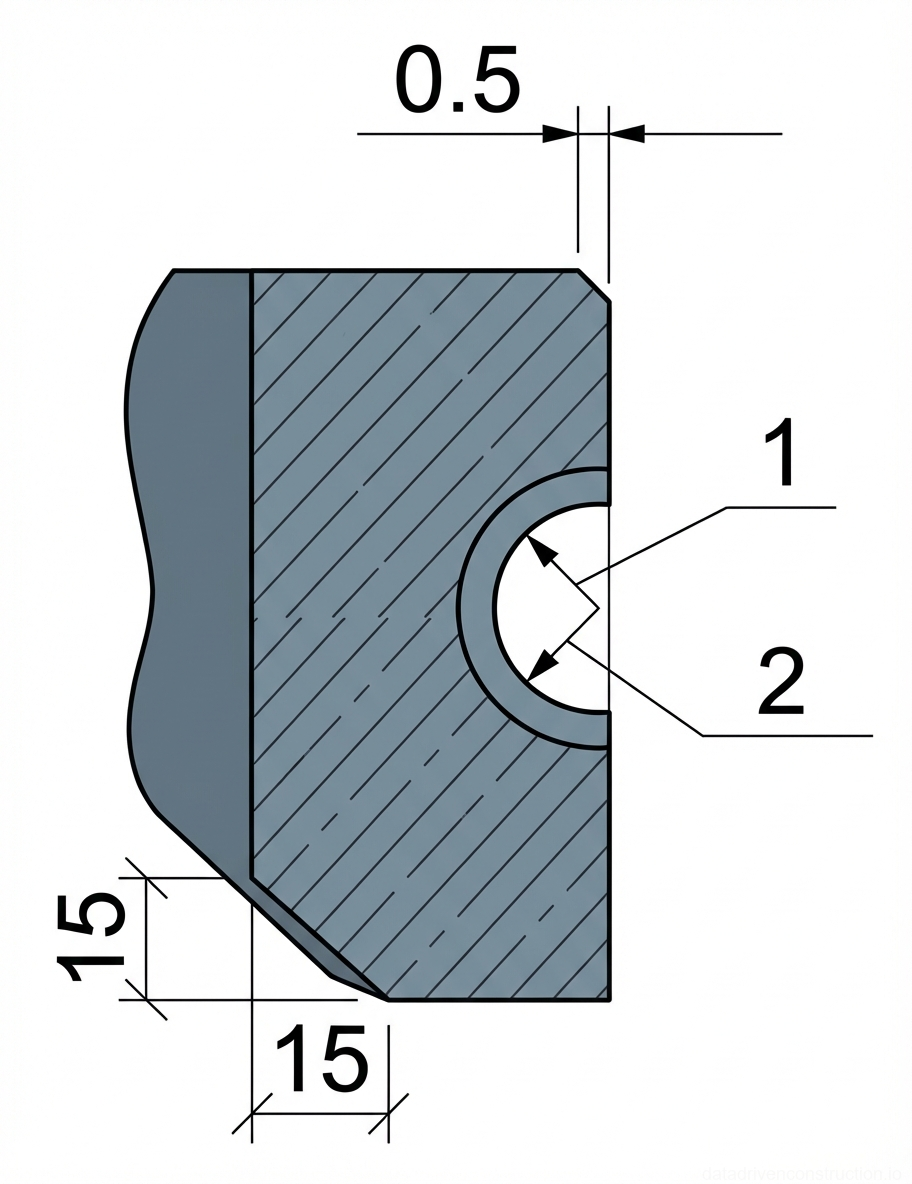
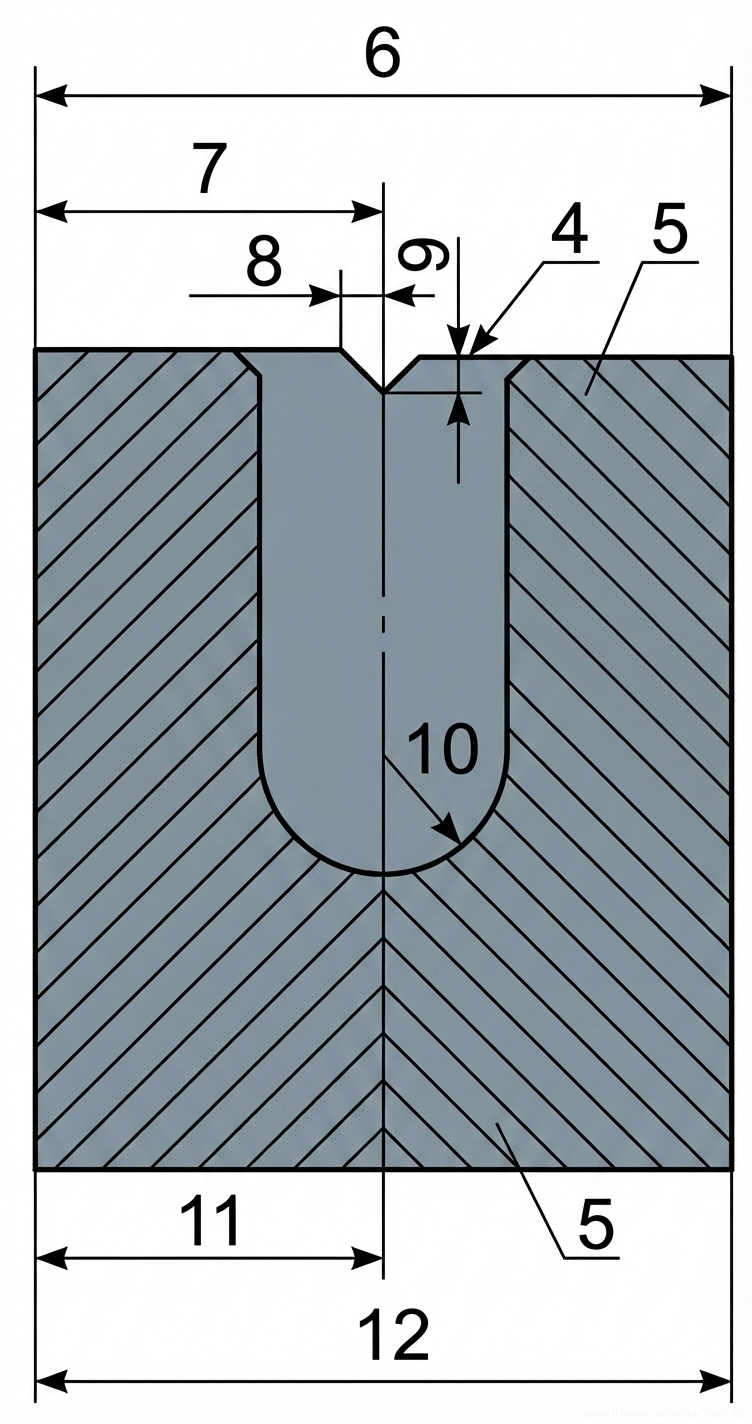
Die Stirnseiten der Bewehrung werden ausschließlich durch Autogenes Schneiden (Brennschneiden) vorbereitet; das Abschneiden mit dem elektrischen Lichtbogen ist strengstens verboten. Für horizontale Einzelstöße wird eine Fase unter einem Winkel von 10-15° mit einem Spalt von 12-20 mm ausgebildet. Bei gepaarten horizontalen Stäben beträgt der Winkel 12-15° (Spalt 12-18 mm). Vertikale Anschlüsse erfordern eine Fase von 40-50°. Der Schweißbereich wird mit Drahtbürsten auf einer Länge von mindestens 10 mm ab den Stirnseiten bis auf den metallischen Glanz gereinigt, Feuchtigkeitsspuren werden mit der Brennerflamme entfernt.
- Visuelle und instrumentelle Kontrolle der Ausrichtung und Länge der Bewehrungsanschlüsse.
- Flammrichten der Stäbe (Erwärmung auf 600-800 °C) unter Einhaltung eines sicheren Abstands zum Beton.
- Autogenes Schneiden der Stirnseiten zur Herstellung der normgerechten Fasenwinkel.
- Mechanische Reinigung der Kanten und des angrenzenden Bereichs (mindestens 10 mm) bis auf das blanke Metall.
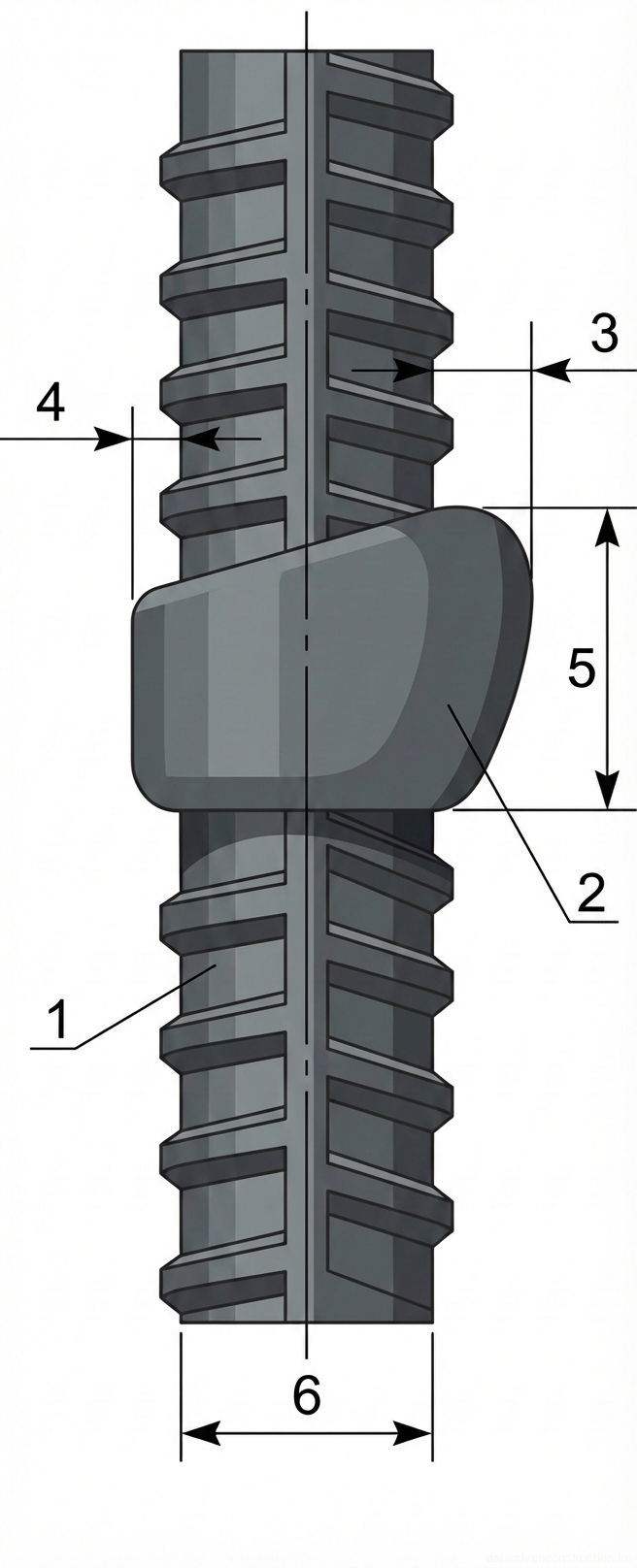
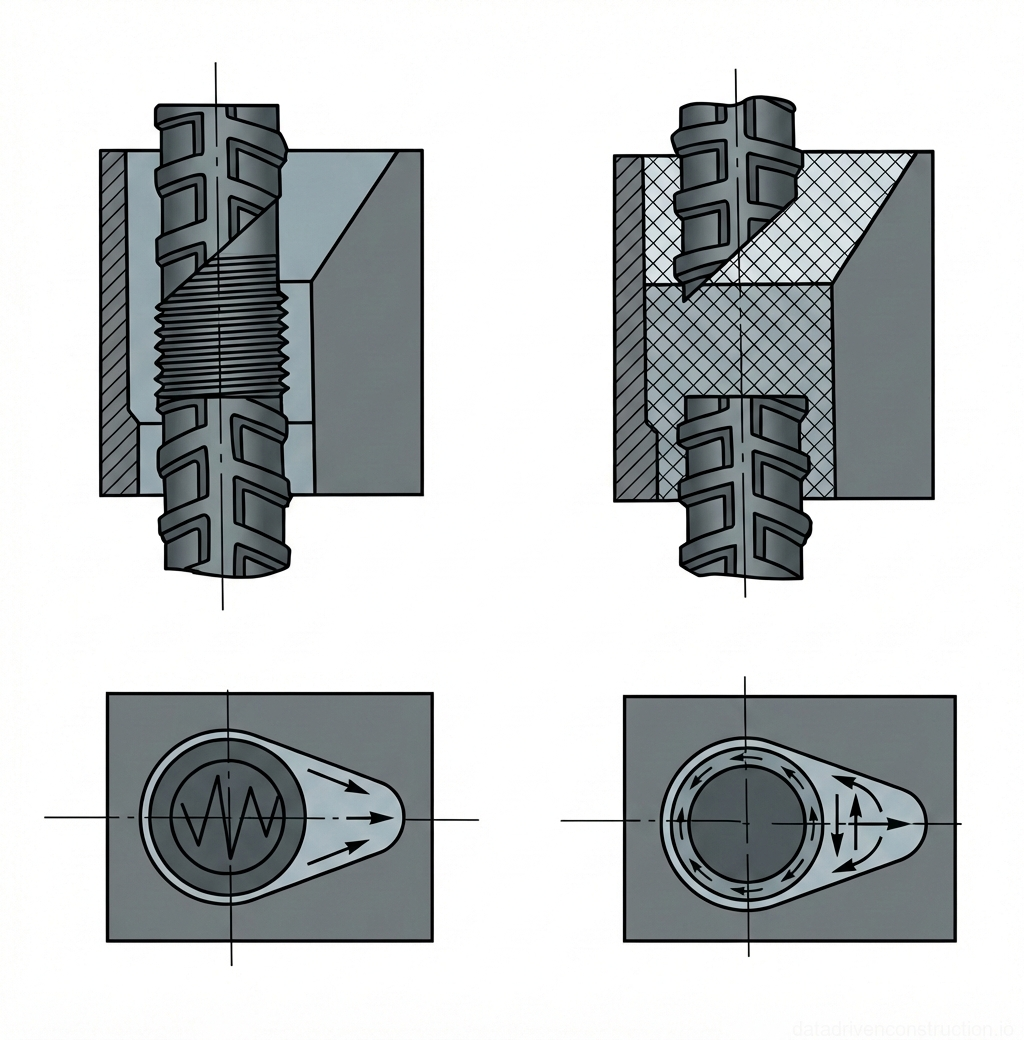
3. Montage der wiederverwendbaren Formelemente
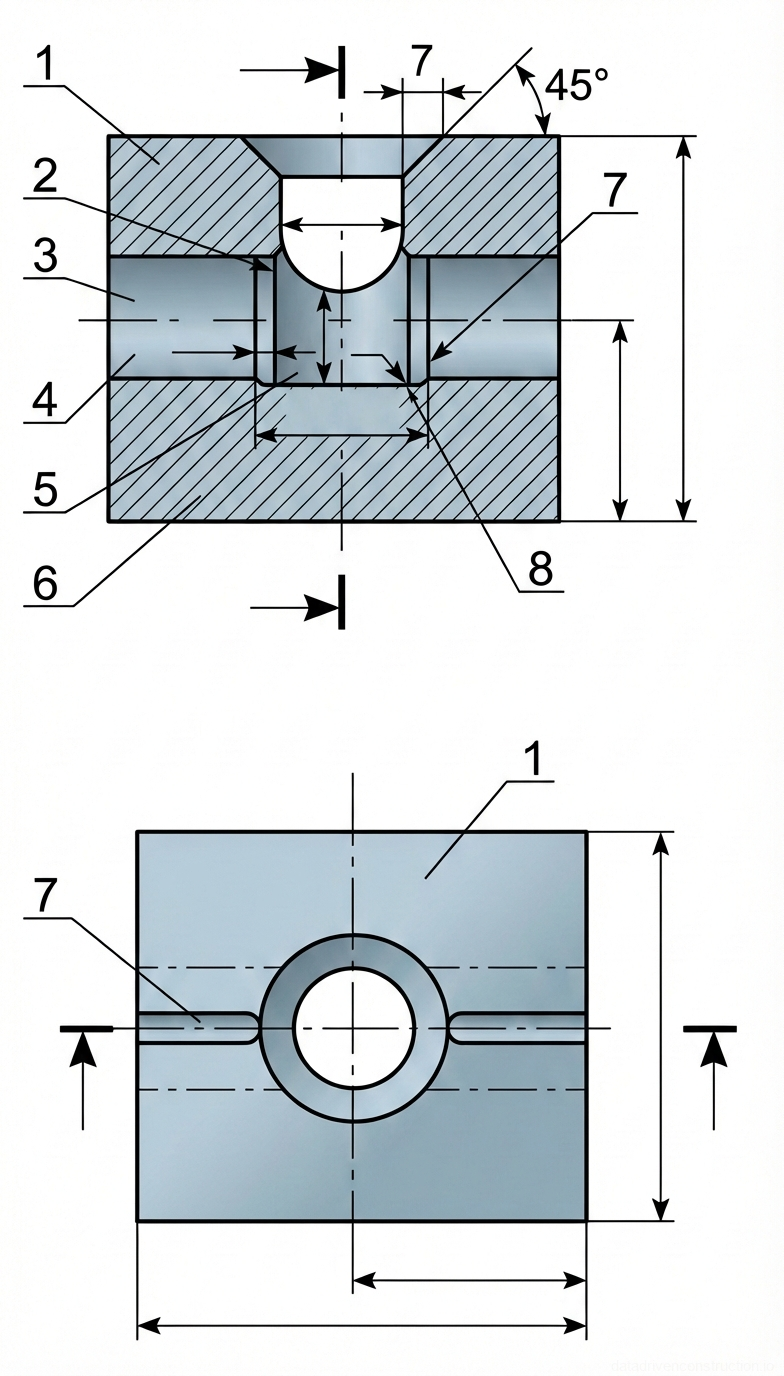
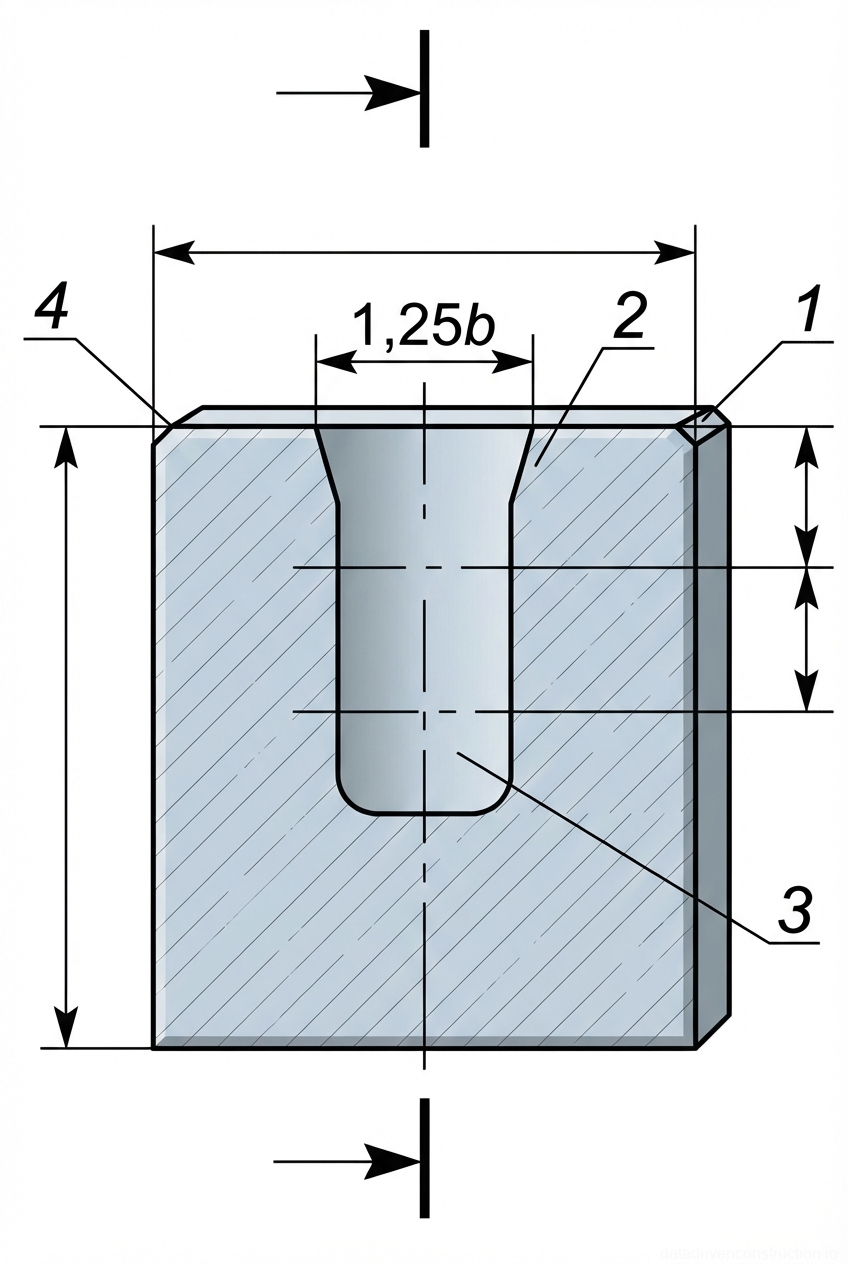
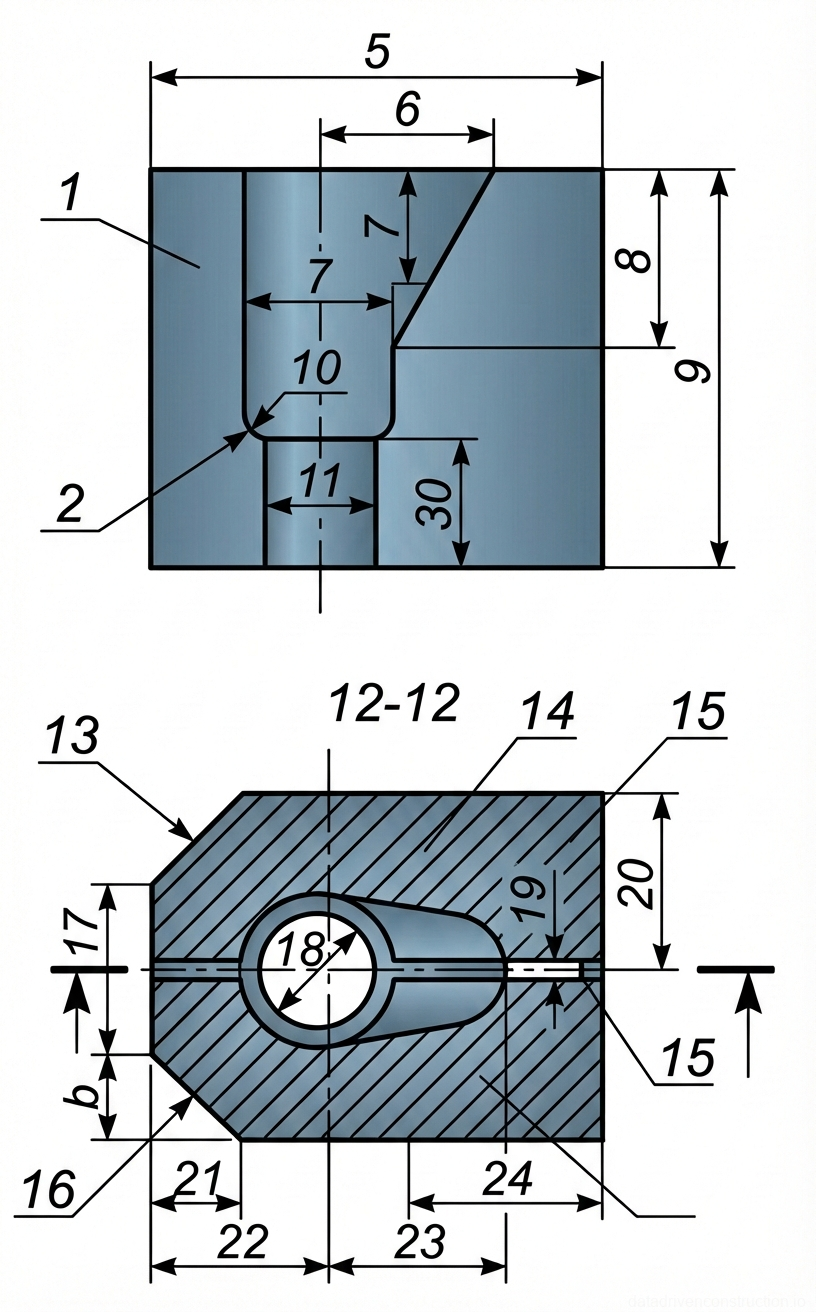
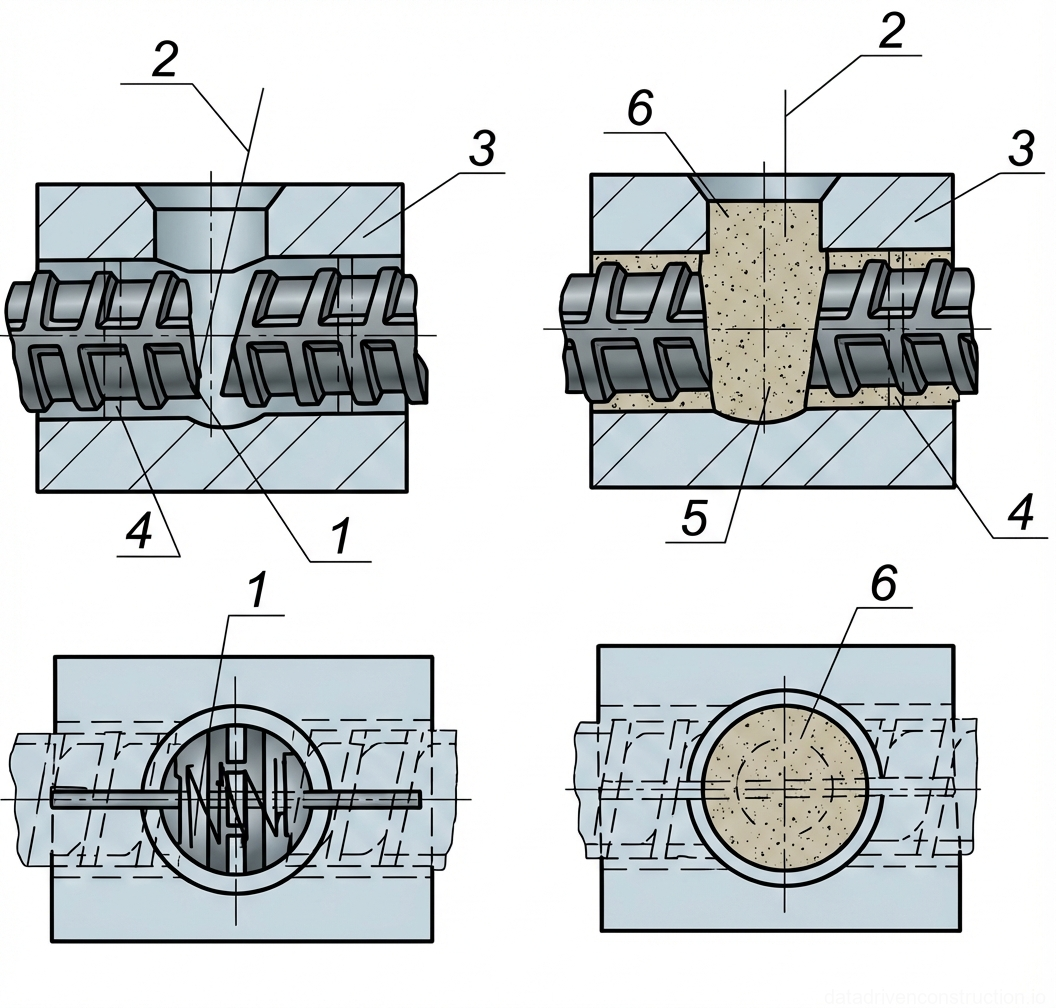
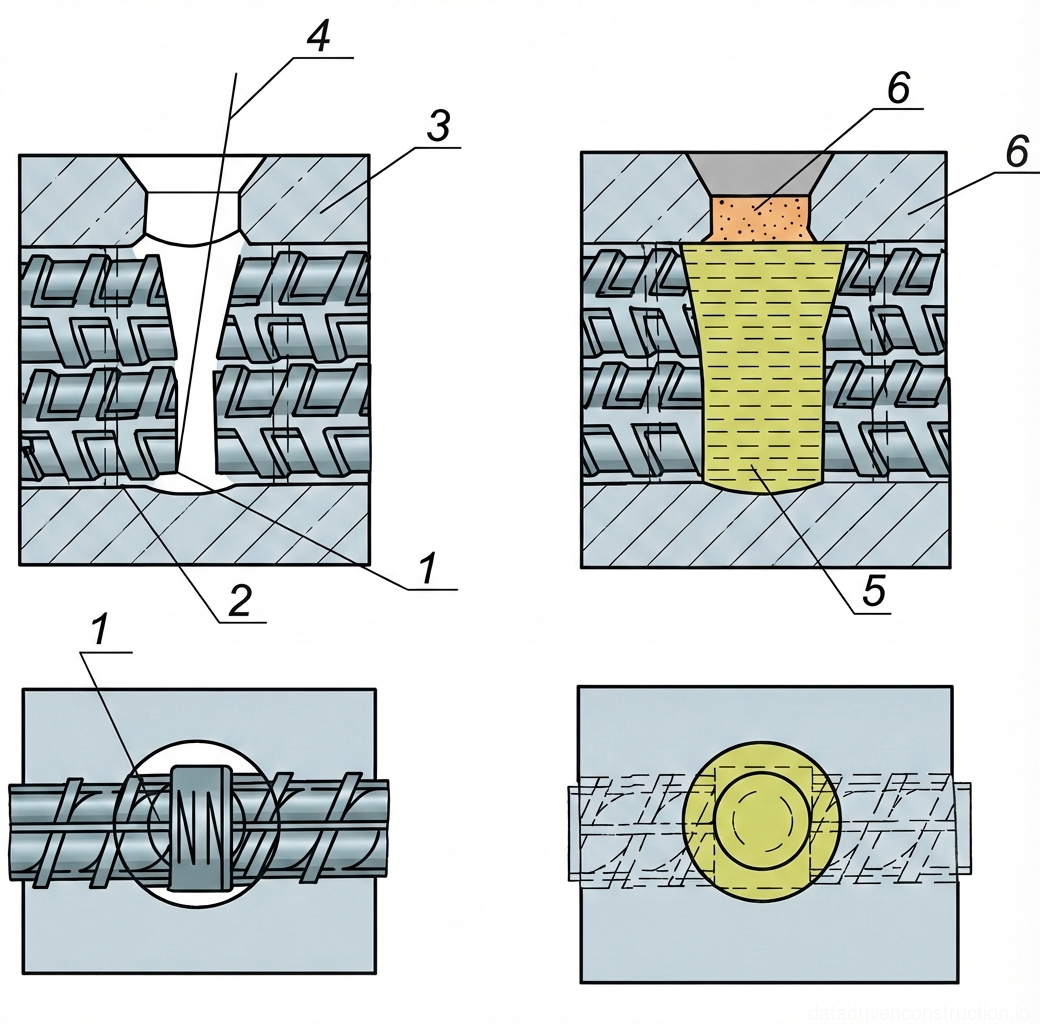
Zum Zurückhalten des flüssigen Metalls im Schweißbad und zur Formgebung der Schweißnaht werden teilbare wiederverwendbare Formen aus Graphit oder Kupfer verwendet. Die Form besteht aus zwei symmetrischen Hälften mit einer vertikalen Trennebene, die dem Durchmesser der zu schweißenden Bewehrung entsprechen. Die Form wird streng symmetrisch zur Achse des Stirnspalts montiert.
Ein kritischer Arbeitsschritt ist die Abdichtung der Spalte zwischen dem Bewehrungsstab und den Formwänden, um das Auslaufen von flüssigem Metall und Schlacke zu verhindern, was zur Bildung von Hohlräumen und Bindefehlern führen kann. Die Abdichtung erfolgt mit einer hitzebeständigen Faserschnur in einem Abstand von 15-20 mm von den Stirnseiten der Stäbe. Das Dichtungsmaterial muss chemisch neutral sein und darf beim Kontakt mit der Schmelze keine Gase freisetzen.
Die Fixierung der Formhälften erfolgt mittels Schnellspannzwingen, Schraubzwingen oder Montagebügeln. Die Spannkraft muss ausreichend sein, um ein Verrutschen der Form unter dem Einfluss des Schweißbadgewichts und thermischer Verformungen zu verhindern, darf aber nicht zur Rissbildung in den Graphitelementen führen. Die Verwendung von Fixierkeilen ist zulässig.
- Reinigung der Innenflächen der wiederverwendbaren Formen von Schlacke und Spritzern vorheriger Zyklen.
- Symmetrische Montage der Formhälften am vorbereiteten Stoß.
- Abdichtung der Spalte mit einer hitzebeständigen Dichtungsschnur in einem Bereich von 15-20 mm ab den Stirnseiten.
- Feste Fixierung der Form mit Schraubzwingen und Überprüfung auf Spielfreiheit.
4. Schweißzusatzwerkstoffe und Schweißparameter
Als Schweißzusatzwerkstoff wird ein selbstschützender oder gasgeschützter Fülldraht mit einem Durchmesser von 2,6-3,0 mm verwendet, der für das mechanisierte Schweißen vorgesehen ist. Für das Ausschweißen von Fehlern und das Setzen von Heftschweißungen werden basisch umhüllte Stabelektroden (Typ E7018 nach AWS oder E50A) mit einem Durchmesser von 4,0 mm verwendet. Ein erneutes Rücktrocknen des Fülldrahtes ist wegen der Gefahr der Zerstörung des Pulverkerns nicht zulässig.
Vor der Verwendung müssen die Materialien zwingend rückgetrocknet werden: Fülldraht wird bei 160-180 °C für 1,5-2,5 Stunden gehalten, Elektroden bei 350-400 °C für 1-2 Stunden. Die Schweißzusatzwerkstoffe werden an den Arbeitsplatz in Mengen ausgegeben, die den Bedarf einer Schicht nicht überschreiten, und in vor Feuchtigkeit geschützten Trockenköchern aufbewahrt.
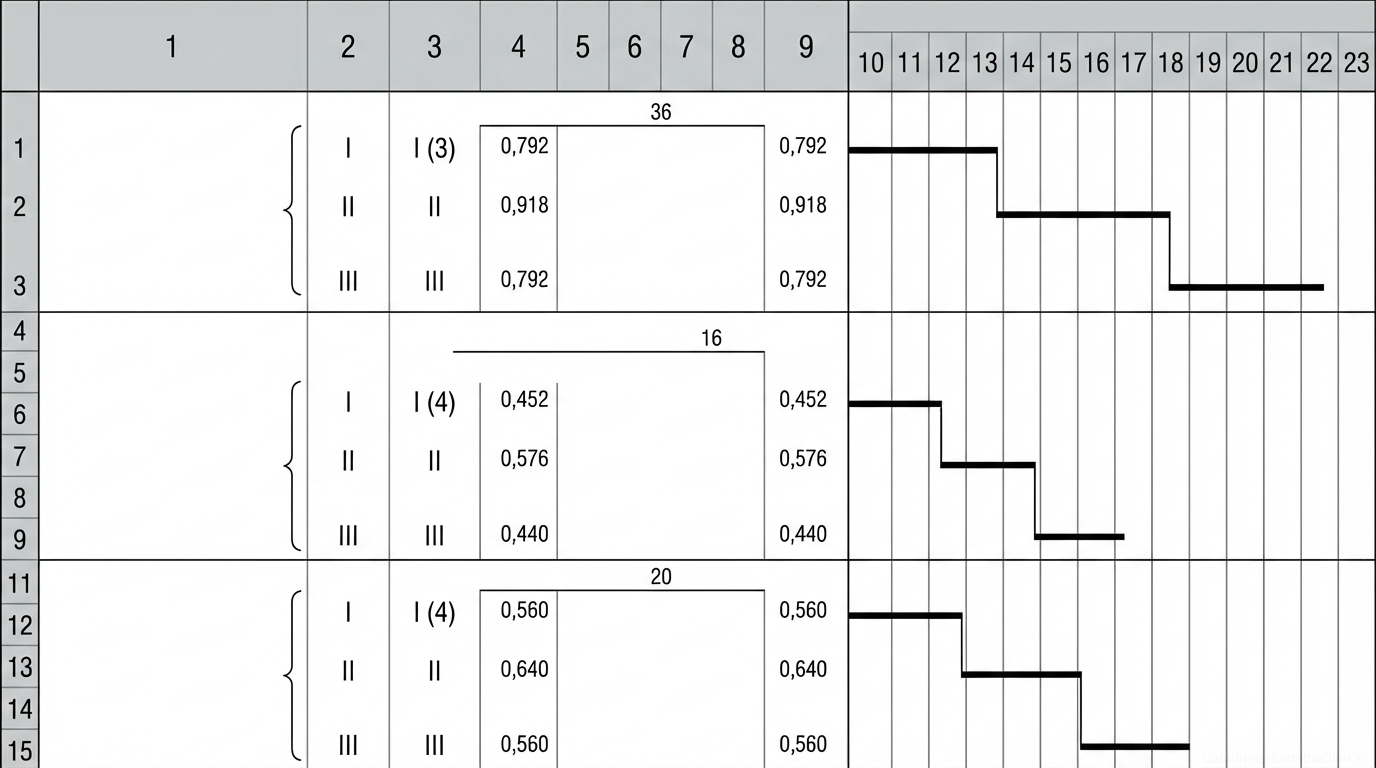
Der Prozess wird mit Gleichstrom und umgekehrter Polarität durchgeführt. Die Schweißparameter sind streng geregelt: Für Durchmesser von 16-25 mm beträgt der Arbeitsstrom 280-300 A bei einer Lichtbogenspannung von 24-26 V; für Durchmesser von 36-40 mm wird der Strom auf 350-410 A bei einer Spannung von 28-34 V erhöht. Die Drahtvorschubgeschwindigkeit wird im Bereich von 140-250 m/h eingestellt. Die Länge des freien Drahtendes (Stick-out) muss je nach Fugentiefe im Bereich von 30-80 mm gehalten werden.
- Rücktrocknung der Schweißzusatzwerkstoffe in Elektroöfen gemäß den Temperatur-Zeit-Diagrammen.
- Einstellung der Stromquelle auf Gleichstrom mit umgekehrter Polarität.
- Einstellung der Stromstärke (280-410 A) und der Spannung (24-34 V) in Abhängigkeit vom Bewehrungsdurchmesser.
- Regulierung des Vorschubmechanismus zur Gewährleistung eines stabilen freien Drahtendes (30-80 mm).
5. Technologie der Schweißprozesse
Das Zünden des Lichtbogens erfolgt ausschließlich durch Berühren des Drahtes mit der Stirnseite des Bewehrungsanschlusses. Es ist strengstens verboten, den Lichtbogen an Elementen der wiederverwendbaren Form zu zünden, um deren Erosion und die Verunreinigung der Schweißnaht zu vermeiden. Beim Schweißen von horizontalen Stößen wird zunächst der untere Teil einer Stirnseite mit Querpendelbewegungen aufgeschmolzen, dann wird der Lichtbogen auf den zweiten Stab geführt. Nach der Bildung eines gemeinsamen Schlacken- und Metallbades wird der Raum durch schnelle Bewegungen des Lichtbogens an den Rändern des Bades gefüllt.
Bei vertikalen Stößen wird der Lichtbogen an der Stirnseite des unteren Anschlusses gezündet. Nach der Bildung des Schmelzbades erfolgt die Füllung der Fuge durch einen Wechsel von Pendelbewegungen im Bereich der Fase des oberen Stabes und kreisförmigen Bewegungen entlang des Formumfangs. Der Draht muss senkrecht zur Schmelzoberfläche zugeführt werden, um Spritzer zu minimieren.
Bei negativen Umgebungstemperaturen sind Anpassungen erforderlich: Für jede 3 °C Temperaturabsenkung unter null wird der Schweißstrom um 1 % erhöht. Ein Vorwärmen des Stoßes auf 200-250 °C auf einer Länge von 90-150 mm (Kontrolle durch Temperaturmessstifte) ist zwingend erforderlich. Das Schweißen bei Temperaturen unter -30 °C ist verboten. Am Ende des Schweißvorgangs werden zur Vermeidung eines Lunkers (Schwindungshohlraum) 2-3 Pausen von jeweils 3-4 Sekunden eingelegt, wobei der Lichtbogen an die Ränder des Bades geführt wird. Die Form darf frühestens 5-10 Minuten nach dem Erstarren der Schlacke durch leichtes Abklopfen entfernt werden.
- Vorwärmen des Stoßes auf 200-250 °C (bei Arbeiten unter Bedingungen mit niedrigen Temperaturen).
- Zünden des Lichtbogens am Bewehrungsstab und Bildung des primären Schweißbades.
- Füllen des Schmelzraums mit vorgegebenen Pendelbewegungen der Elektrode (Zickzack, kreisförmig).
- Einlegen von 2-3 Pausen am Ende des Schweißens zur Vermeidung von Lunkern.
- Natürliche Abkühlung für 5-10 Minuten, Demontage der Form und Entfernung der Schlacke.
6. Qualitätskontrolle und Abnahmekriterien für Verbindungen
Das Qualitätskontrollsystem umfasst die Phasen der Eingangs-, Fertigungs- und Abnahmeprüfung. Die Eingangsprüfung kontrolliert die Werkstoffzeugnisse, die Funktionstüchtigkeit der Gleichrichter und die Genauigkeit der Montage (Spaltmaße, Ausrichtung). Die Fertigungsprüfung, die mindestens zweimal pro Schicht durchgeführt wird, umfasst die visuelle Beurteilung der Nahtgeometrie, das Fehlen von Einbrandkerben und die Kontrolle der Einhaltung der Temperaturbedingungen beim Schweißen.
Die Endabnahme basiert auf den Ergebnissen der visuellen und maßlichen, der Ultraschall- und der mechanischen Prüfung. Oberflächenfehler sind streng limitiert: Es sind nicht mehr als 5 äußere Poren oder Schlackeneinschlüsse pro Stoß zulässig, wobei der maximale Durchmesser eines einzelnen Fehlers 2,0 mm nicht überschreiten darf. Lokale Oberflächenfehler werden durch Ausschleifen mit Schleifwerkzeugen und anschließendes Überschweißen nach Vorwärmen der Zone auf 200-250 °C behoben.
Die instrumentelle Prüfung umfasst die Ultraschallprüfung (UT) von 10 % des Gesamtvolumens der geschweißten Einzelstöße. Mechanische statische Zugversuche werden an 3 Arbeitsproben aus jeder Losgröße durchgeführt. Für Bewehrungen der Klasse 500 MPa muss der arithmetische Mittelwert der Zugfestigkeit mindestens 586 MPa betragen, und der niedrigste zulässige Wert in der Stichprobe darf 500 MPa nicht unterschreiten. Stöße mit unzulässigen inneren Fehlern müssen herausgeschnitten und durch ein Zwischenstück (Länge mindestens 80 mm) ersetzt werden, gefolgt von einer 100%igen Ultraschallprüfung der neuen Schweißnähte.
- Visuelle und maßliche Prüfung (VT) von 100 % der Schweißverbindungen nach der Schlackenentfernung.
- Ultraschallprüfung (UT) von 10 % der Einzelstöße eines Loses.
- Entnahme von 3 Arbeitsproben für statische Zugversuche im Labor.
- Lokale Reparatur von Oberflächenfehlern (bis 2,0 mm) oder vollständiges Herausschneiden fehlerhafter Knoten.
- Erstellung der Ausführungsdokumentation und Anbringung des persönlichen Schweißerstempels.