Ficha tecnológica: Soldadura mecanizada por arco con alambre tubular de esperas de armadura en moldes recuperables
Materiales
- Alambre tubular con o sin protección gaseosa (autoprotegido) para soldadura mecanizada (Ø 2,6 - 3,0 mm, límite elástico del metal depositado ≥ 500 MPa)
- Electrodos de soldadura con revestimiento básico (tipo E7018 / E50A, Ø 4,0 mm)
- Cordón de sellado de fibra resistente al calor (temperatura de trabajo hasta 1000 °C)
- Moldes recuperables de grafito o cobre (adecuados para diámetros de 16-40 mm)
- Lápices termoindicadores (para control de temperatura a 200 °C, 250 °C, 600 °C)
- Oxígeno industrial y mezcla de propano-butano para procesamiento con llama de gas
Equipos
- Máquina de soldadura semiautomática de uso industrial con mecanismo de alimentación de alambre (corriente hasta 500 A)
- Rectificador de soldadura (fuente de corriente continua con curva característica descendente/rígida, 500 A)
- Estufa eléctrica portátil para el resecado de materiales de soldadura (calentamiento hasta 400 °C)
- Equipo completo para oxicorte y calentamiento (sopletes, quemadores de gas, reductores, botellas)
- Detector de defectos por ultrasonidos con palpadores angulares para la inspección de empalmes de armadura
- Sargentos de acción rápida y mordazas de tornillo para la fijación de los moldes
- Amoladora angular con discos abrasivos
1. Campo de aplicación y requisitos organizativos generales
Esta tecnología se aplica para la ejecución de nudos rígidos (viga-pilar, pilar-pilar) en edificios porticados de varios pisos de hormigón armado prefabricado. La resistencia del hormigón de los elementos a unir debe corresponder a las clases de proyecto (C20/25 – C40/50 según la clasificación internacional). La tecnología está diseñada para la soldadura de esperas de armadura simples y emparejadas con diámetros de 16 a 40 mm, con un límite elástico de 400-500 MPa (correspondiente a las clases B500B / Grado 60 o aceros 35GS/25G2S).
La dirección de los trabajos de soldadura debe estar a cargo de ingenieros con formación especializada en soldadura, certificados según los requisitos de la norma ISO 14731 o estándares equivalentes. La ejecución directa de las uniones se asigna a soldadores con homologación vigente para la soldadura mecanizada por arco sumergido o con alambre tubular.
Antes del inicio de los trabajos, el nivel de montaje debe contar con el equipo calibrado. El lugar de trabajo del soldador debe estar debidamente protegido contra las precipitaciones atmosféricas y la acción del viento. En trabajos a una altura superior a 1,3 m, es obligatorio el uso de andamios recuperables con plataformas de materiales incombustibles y el uso de sistemas anticaídas.
- Dotación del área de trabajo con personal cualificado y equipos calibrados.
- Instalación de cerramientos y protecciones en la zona de montaje para proteger el baño de fusión del viento y las precipitaciones.
- Acondicionamiento de plataformas de trabajo seguras en altura utilizando materiales incombustibles.
2. Preparación y alineación de las esperas de armadura
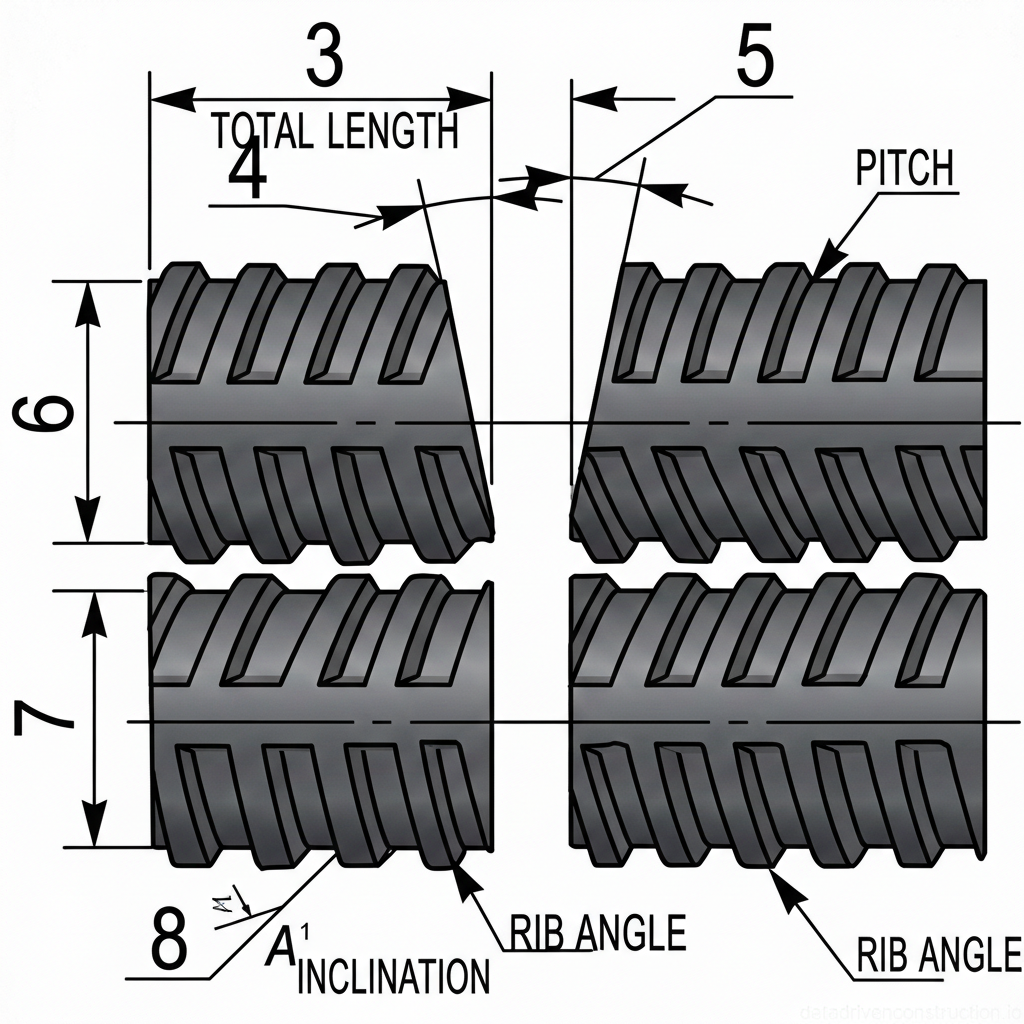
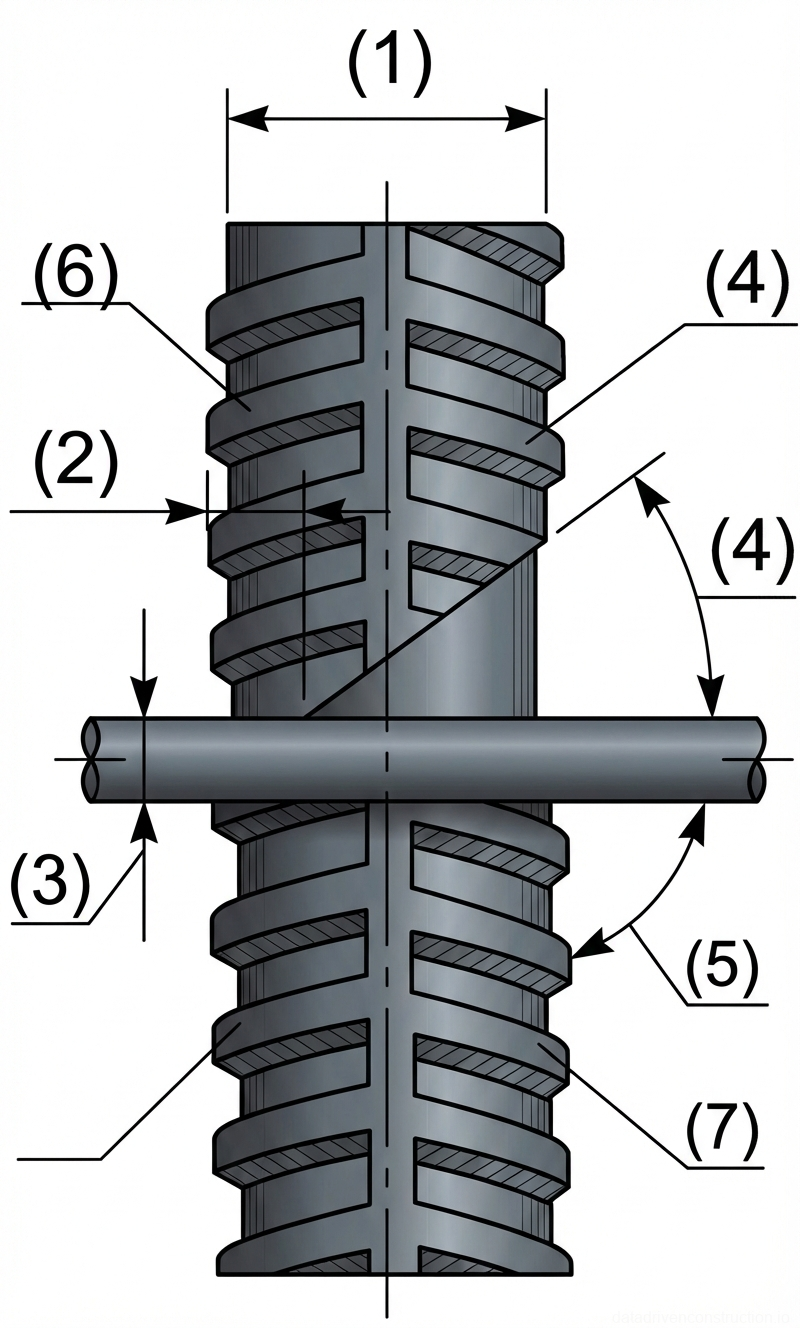
Los parámetros geométricos y la disposición relativa de las barras de armadura deben corresponder estrictamente a los planos de ejecución. La desalineación permitida para armaduras de 16-28 mm de diámetro no será superior al 15 % del diámetro nominal, y para diámetros de 32-40 mm, no superior al 10 %. La desviación angular de los ejes de las barras a unir no debe superar los 3°. La longitud mínima de la espera libre desde la cara del hormigón debe ser de 150 mm.
El ajuste de las barras hasta la posición concéntrica se realiza mediante enderezado térmico. El calentamiento se efectúa con un soplete de gas hasta una temperatura de 600-800 °C (visualmente hasta un color rojo cereza oscuro). Para evitar daños térmicos en el hormigón y la pérdida de sus características de resistencia (destrucción de la pasta de cemento), la zona de calentamiento debe situarse a una distancia no inferior a 70 mm del borde del elemento de hormigón.
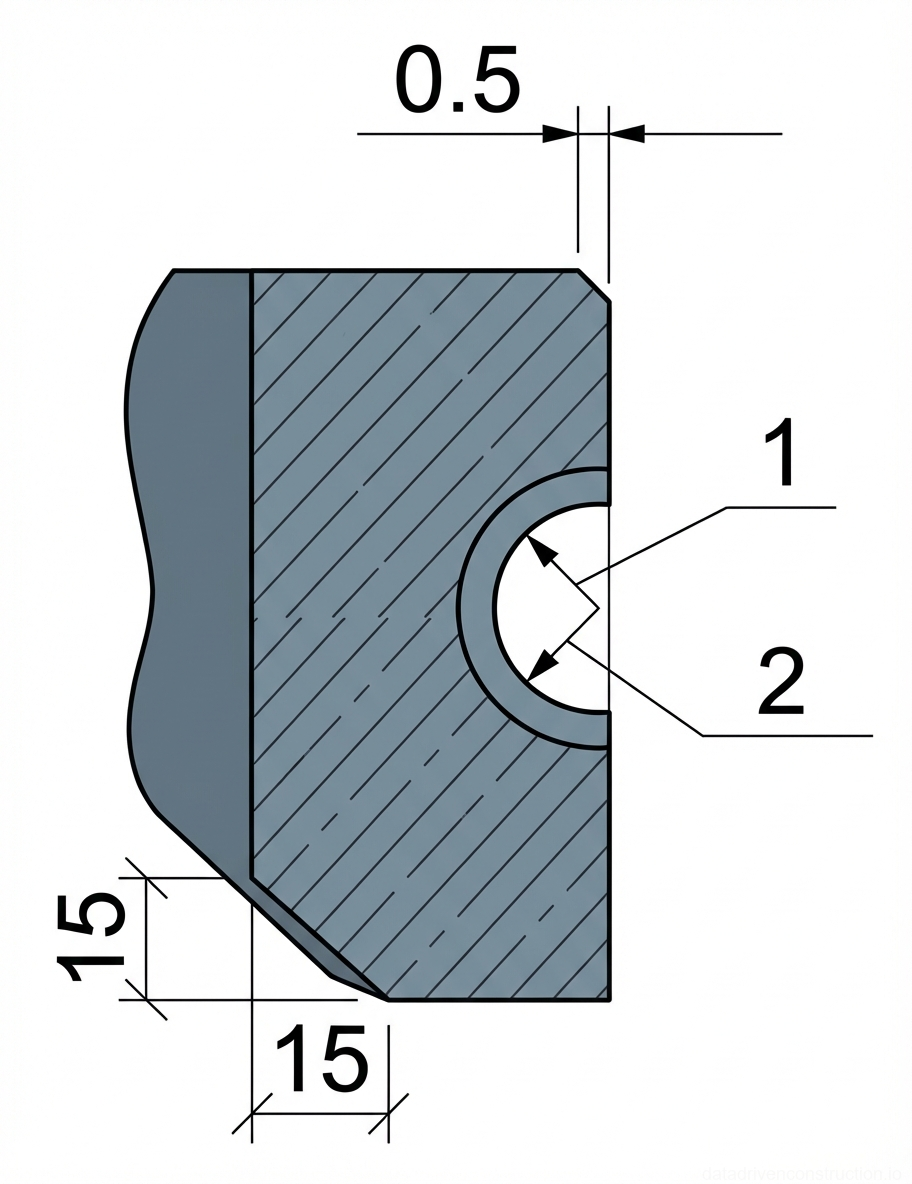
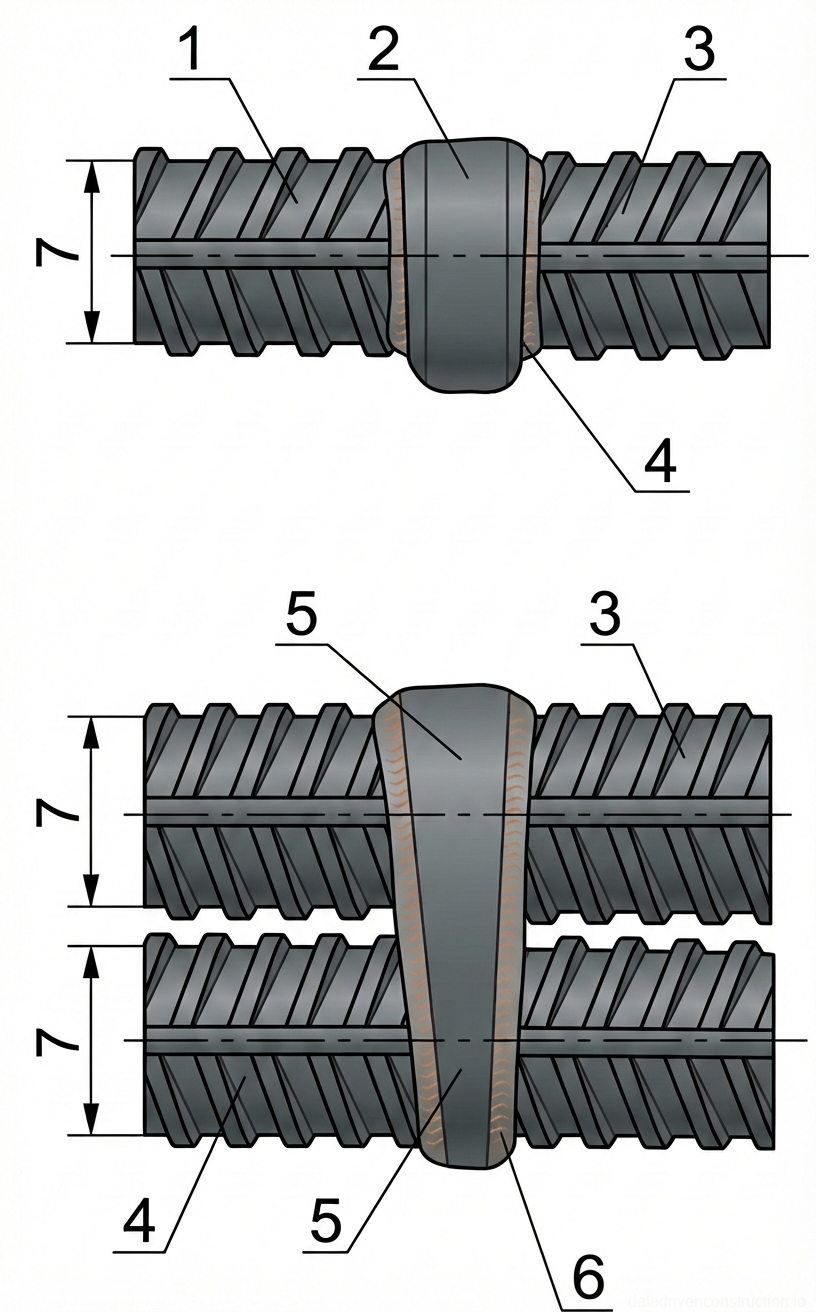
Los extremos de las armaduras se preparan exclusivamente mediante oxicorte; el corte por arco eléctrico está categóricamente prohibido. Para empalmes simples horizontales, se forma un bisel con un ángulo de 10-15° con una separación de 12-20 mm. Para barras horizontales emparejadas, el ángulo es de 12-15° (separación de 12-18 mm). Las esperas verticales requieren un bisel de 40-50°. La zona de soldadura se limpia con cepillos metálicos hasta alcanzar el brillo metálico en una longitud mínima de 10 mm desde los bordes, eliminando cualquier rastro de humedad con la llama del soplete.
- Control visual e instrumental de la alineación y longitud de las esperas de armadura.
- Enderezado térmico de las barras (calentamiento hasta 600-800 °C) manteniendo una distancia de seguridad del hormigón.
- Oxicorte de los extremos para formar los ángulos de bisel normativos.
- Limpieza mecánica de los bordes y la zona adyacente (mínimo 10 mm) hasta el metal base limpio.
3. Instalación de moldes recuperables
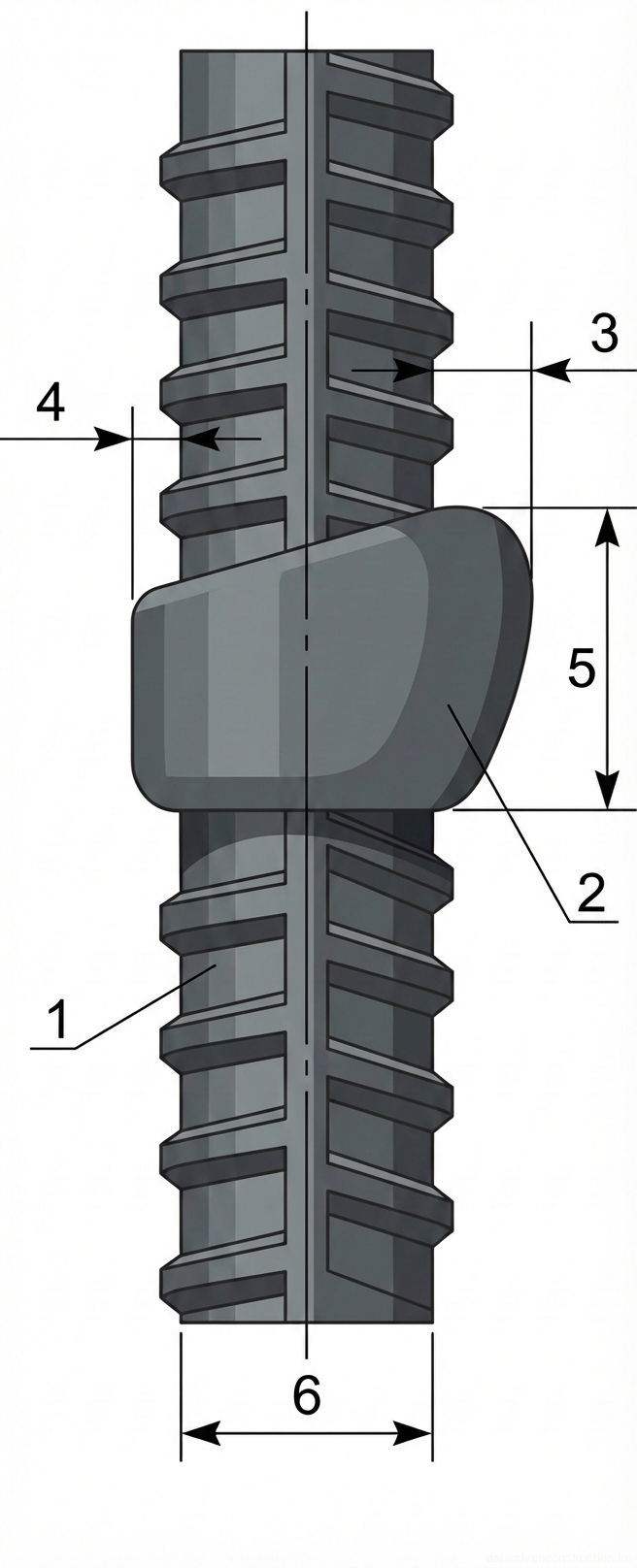
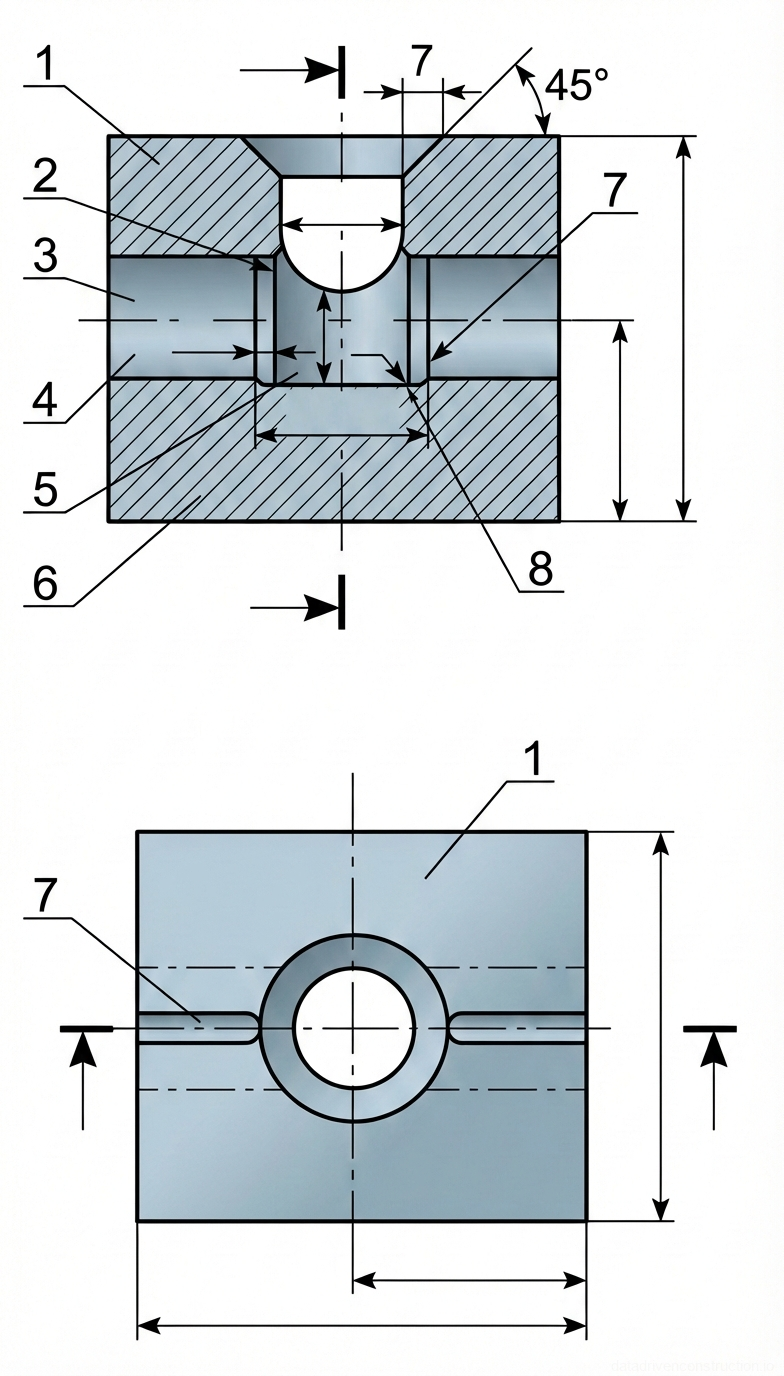
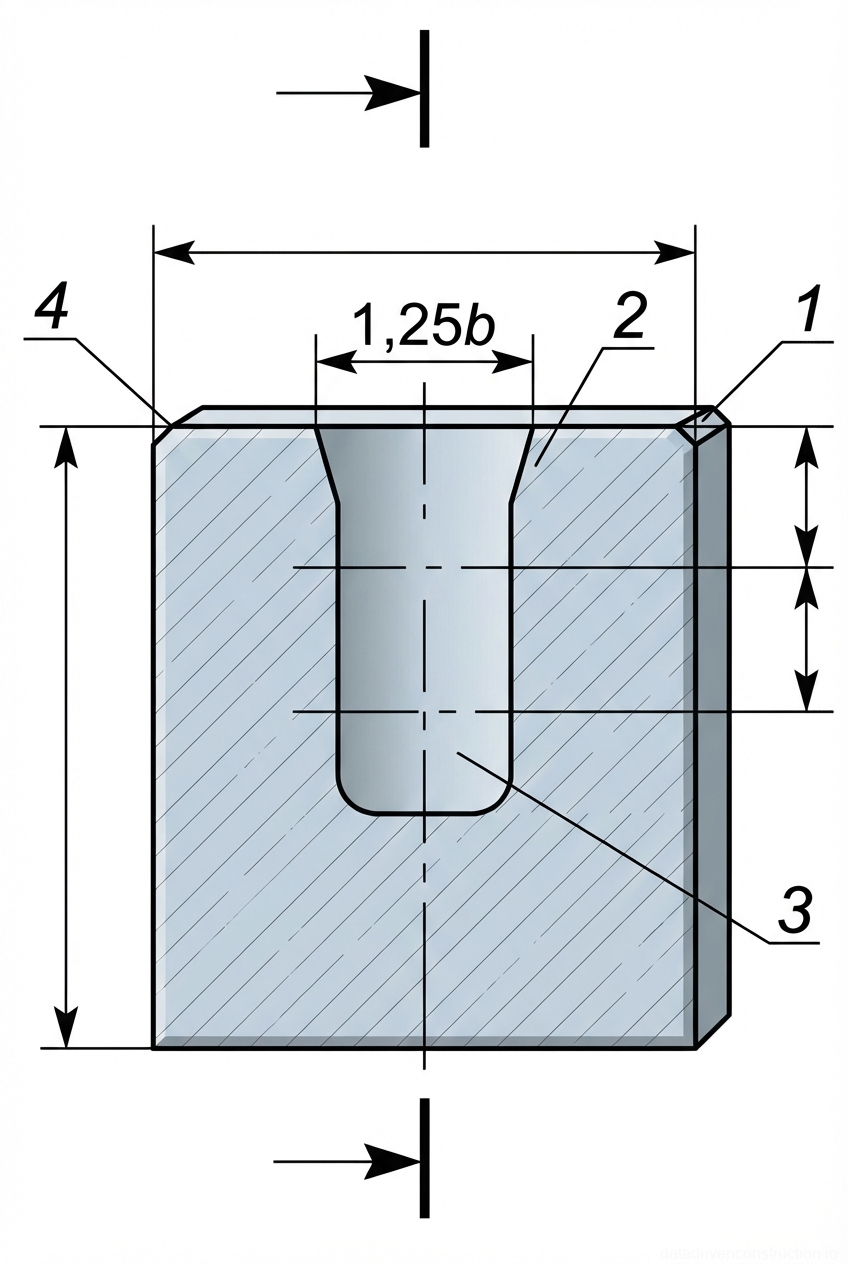
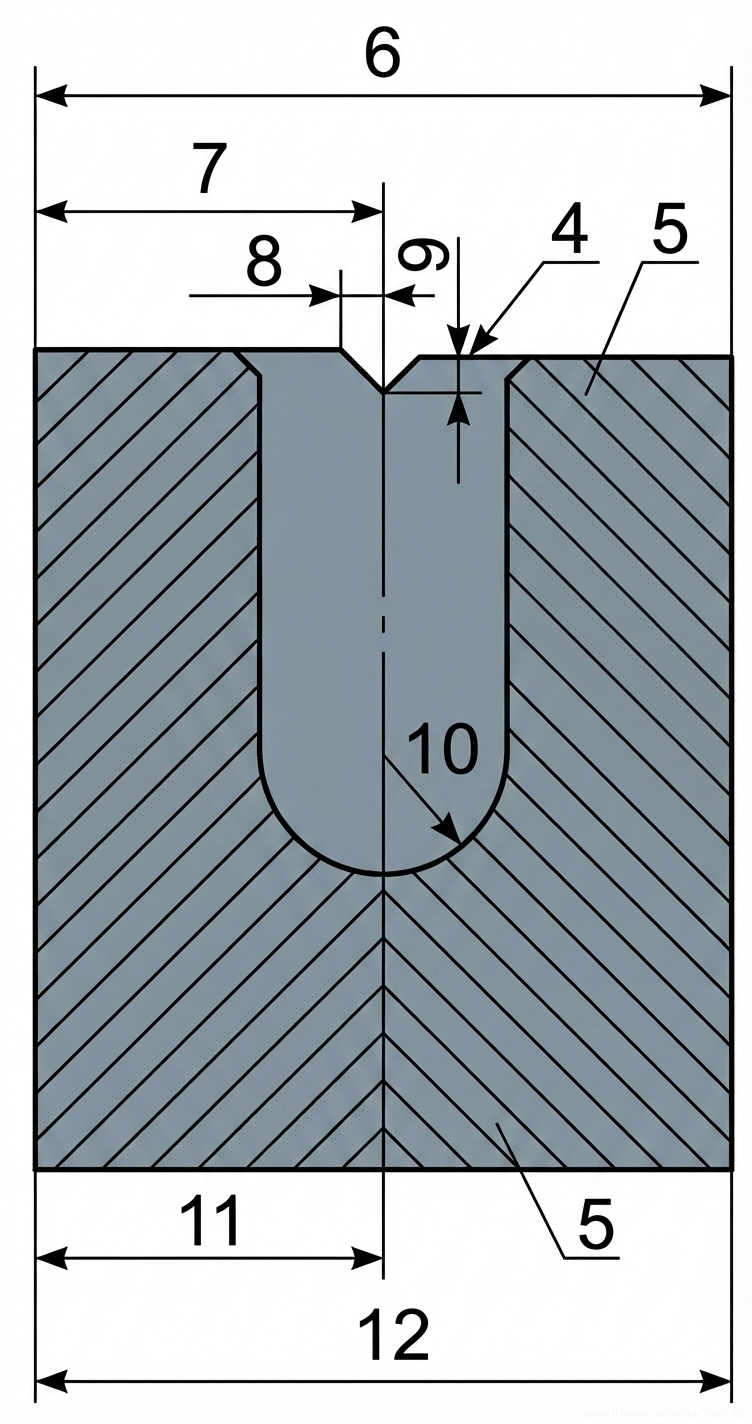
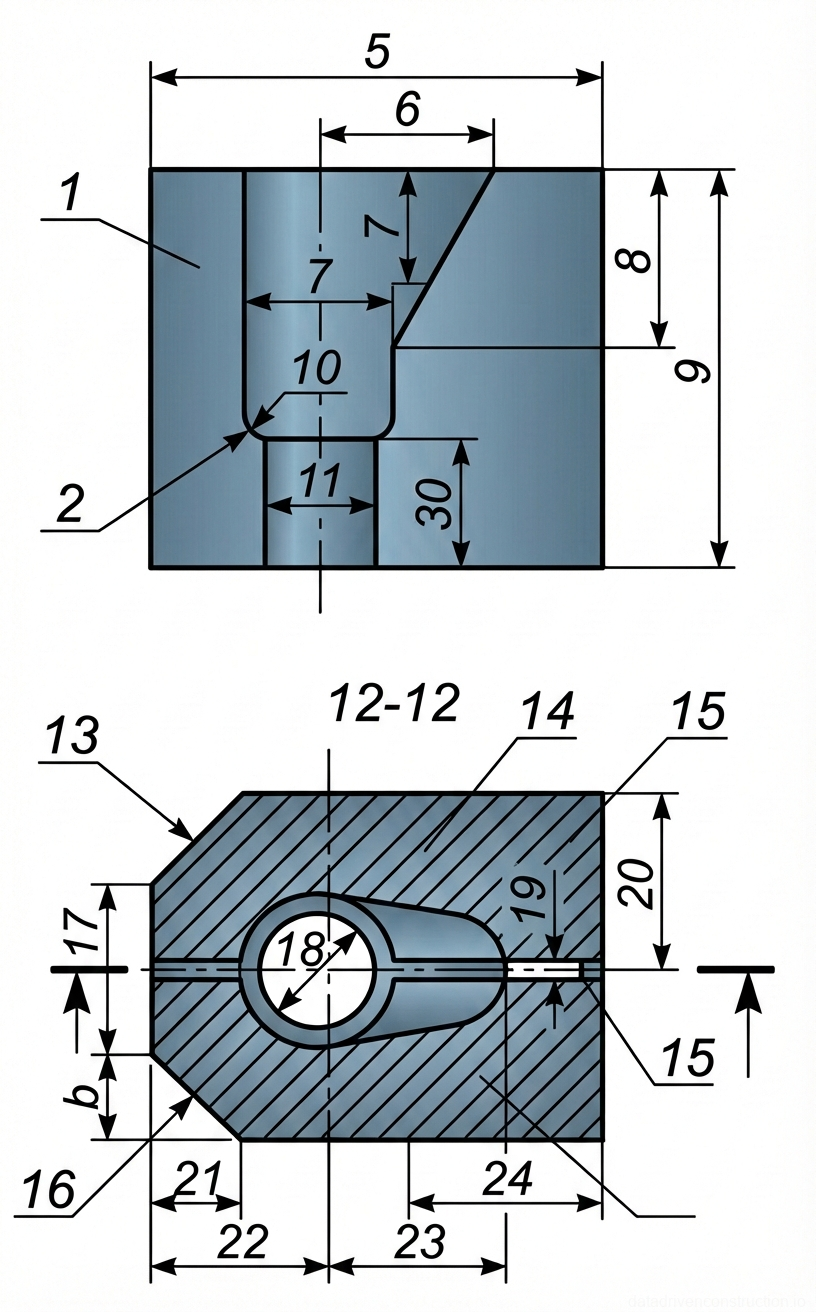
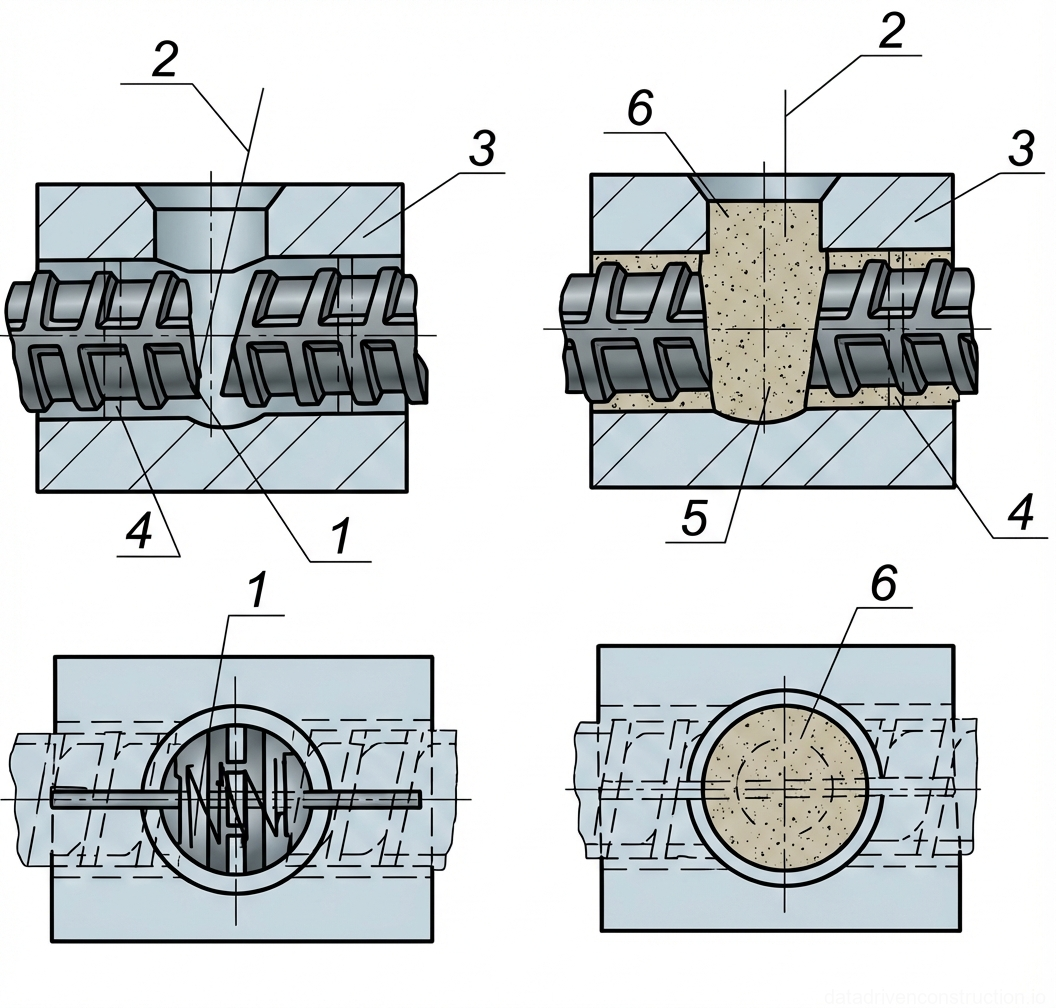
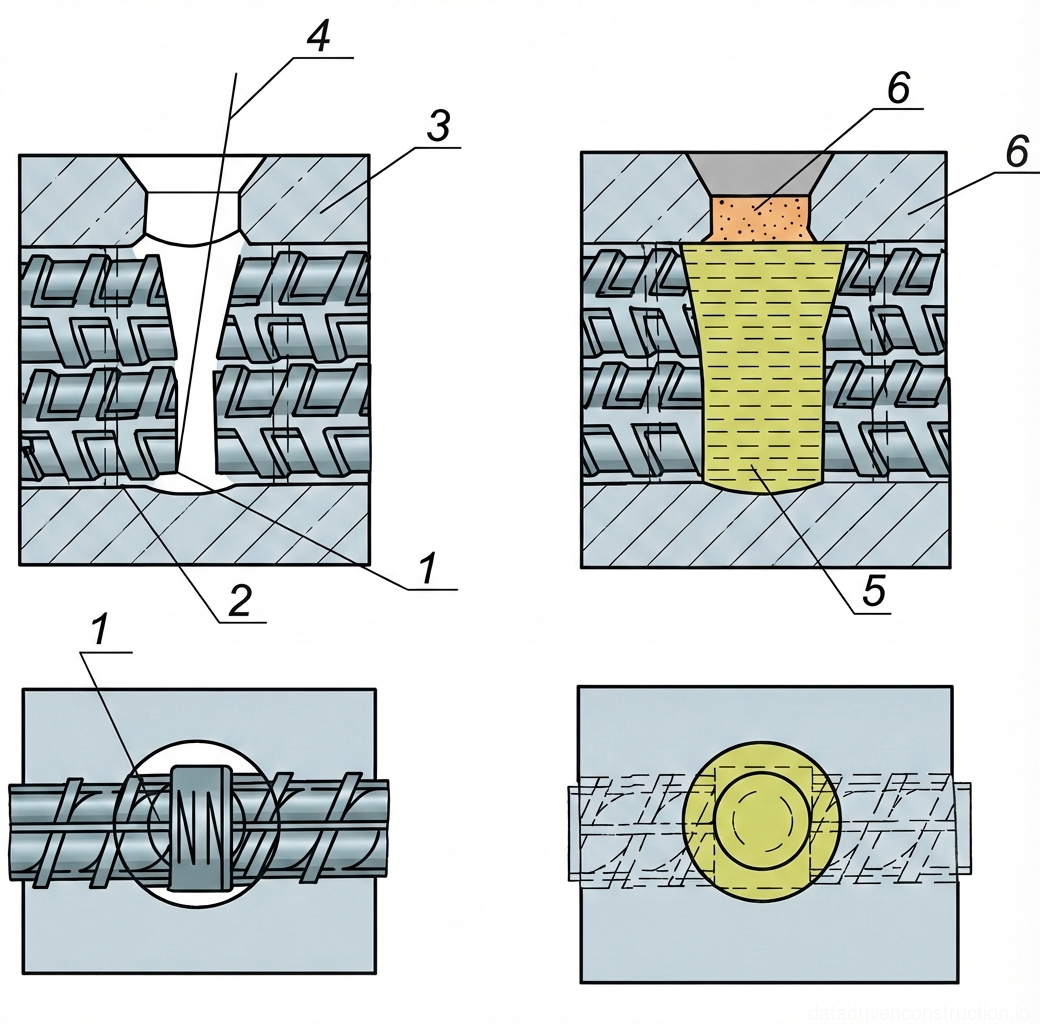
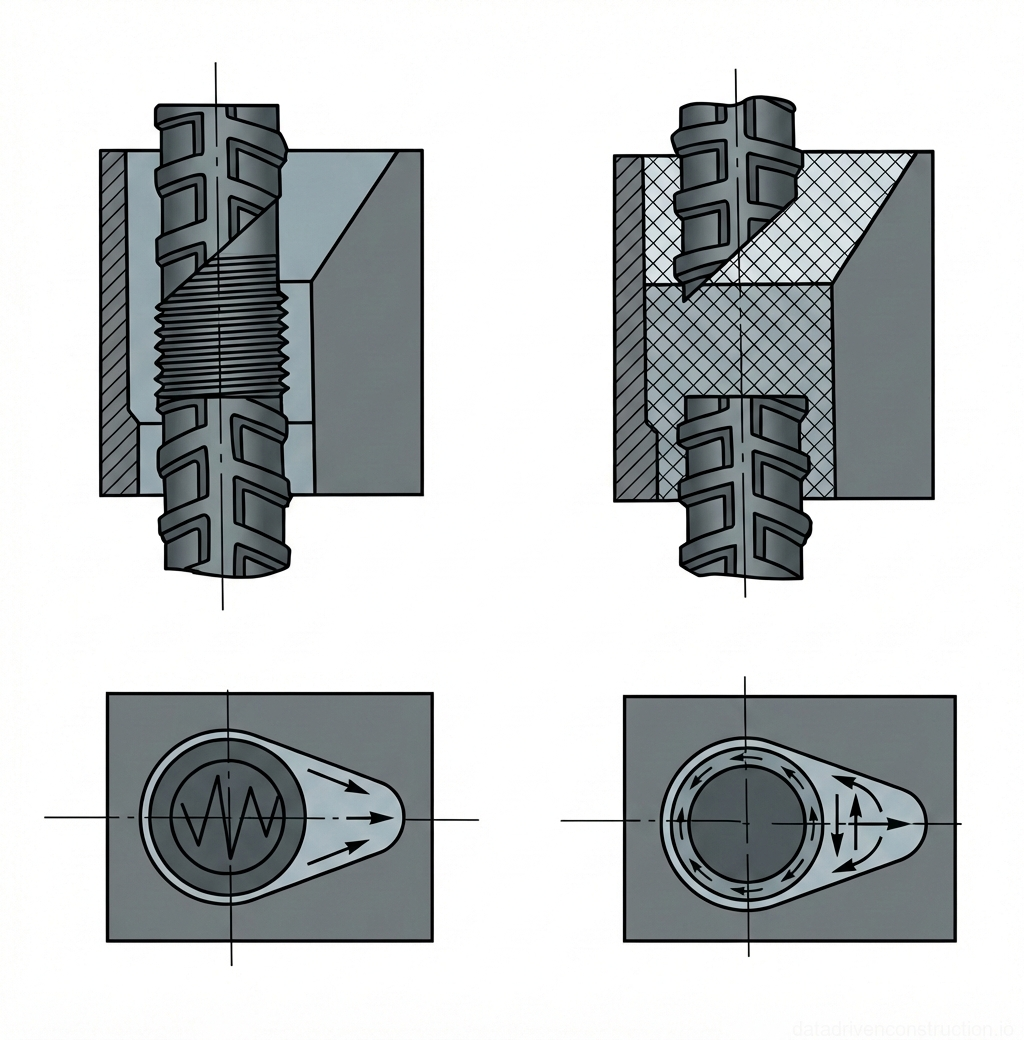
Para contener el metal fundido del baño de soldadura y formar la geometría del cordón se utilizan moldes recuperables desmontables de grafito o cobre. El molde consta de dos mitades simétricas con un plano de separación vertical, correspondientes al diámetro de la armadura a soldar. El molde se instala de manera estrictamente simétrica respecto al eje de la separación entre los extremos.
Una etapa crítica es el sellado de las holguras entre la barra de armadura y las paredes del molde para evitar fugas de metal líquido y escoria, lo que podría provocar la formación de huecos y faltas de fusión. El sellado se realiza con un cordón de fibra resistente al calor a una distancia de 15-20 mm de los extremos de las barras. El material sellante debe ser químicamente neutro y no emitir gases al entrar en contacto con el metal fundido.
La fijación de las mitades del molde se efectúa mediante sargentos de acción rápida, mordazas de tornillo o abrazaderas de montaje. La fuerza de apriete debe ser suficiente para evitar el deslizamiento del molde bajo el peso del baño de soldadura y las deformaciones térmicas, pero sin causar agrietamiento en los elementos de grafito. Se permite el uso de cuñas de fijación.
- Limpieza de las superficies internas de los moldes recuperables, eliminando escorias y salpicaduras de ciclos anteriores.
- Instalación simétrica de las dos mitades del molde sobre la unión preparada.
- Sellado de las holguras con un cordón sellante resistente al calor en una zona de 15-20 mm desde los extremos.
- Fijación rígida del molde con sargentos, comprobando la ausencia de holguras.
4. Materiales de aporte y parámetros de soldadura
Como material de aporte se utiliza alambre tubular con o sin protección gaseosa (autoprotegido) de 2,6–3,0 mm de diámetro, diseñado para soldadura mecanizada. Para reparar defectos y realizar puntos de fijación se emplean electrodos recubiertos de tipo básico (tipo E7018 según AWS o E50A), de 4,0 mm de diámetro. No se permite el tratamiento térmico repetido (resecado) del alambre tubular debido al riesgo de deterioro del núcleo de fundente.
Antes de su uso, los materiales se someten a un resecado obligatorio: el alambre tubular se mantiene a 160-180 °C durante 1,5-2,5 horas, y los electrodos a 350-400 °C durante 1-2 horas. Los materiales de soldadura se suministran al lugar de trabajo en cantidades que no superen las necesidades de un turno y se almacenan en termos o estufas portátiles protegidos de la humedad.
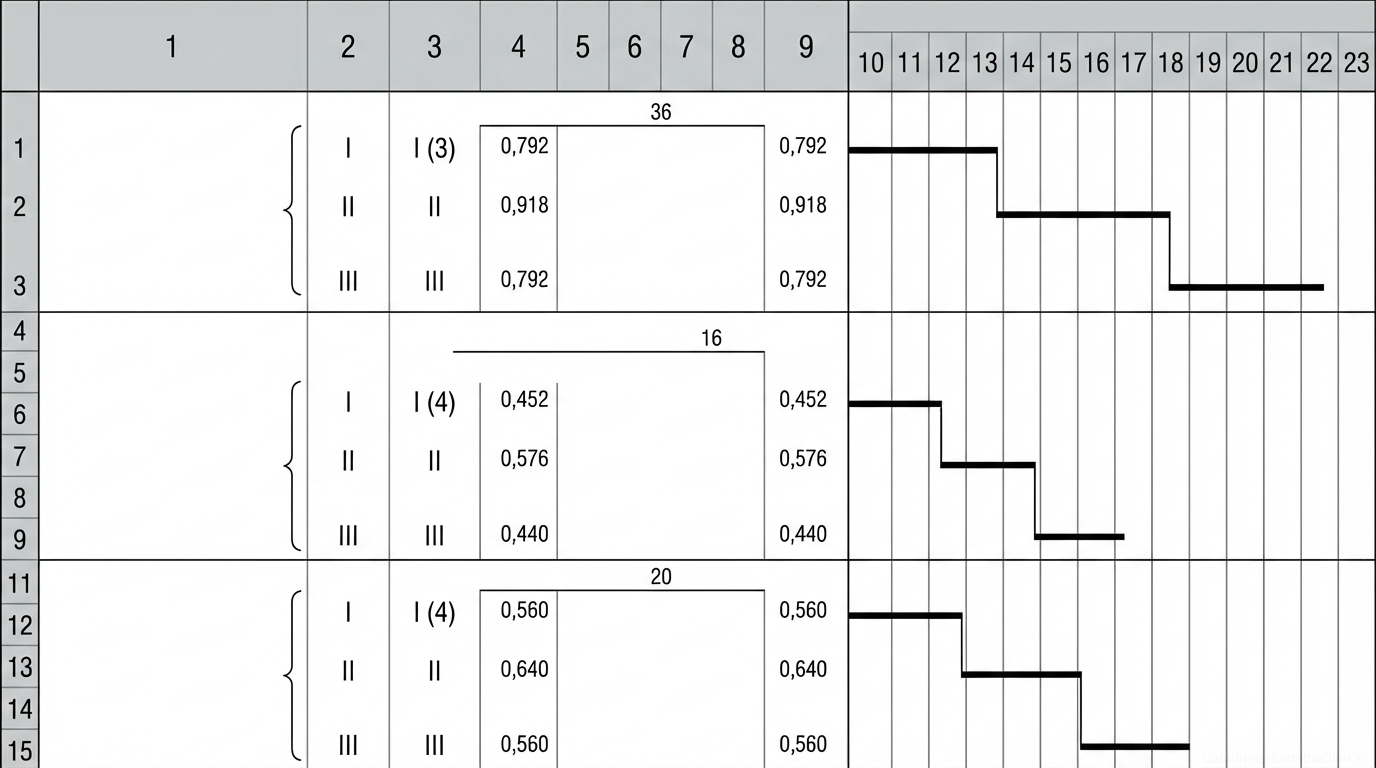
El proceso se lleva a cabo con corriente continua de polaridad inversa. Los parámetros de soldadura están estrictamente reglamentados: para diámetros de 16-25 mm el amperaje de trabajo es de 280-300 A con una tensión de arco de 24-26 V; para diámetros de 36-40 mm la corriente se incrementa a 350-410 A a una tensión de 28-34 V. La velocidad de alimentación del alambre se ajusta en el rango de 140-250 m/h. La longitud libre del alambre (stick-out) debe mantenerse entre 30-80 mm dependiendo de la profundidad del bisel.
- Resecado de los materiales de soldadura en estufas eléctricas siguiendo los gráficos de temperatura y tiempo.
- Ajuste de la fuente de alimentación a corriente continua con polaridad inversa.
- Ajuste de los parámetros de intensidad de corriente (280-410 A) y tensión (24-34 V) según el diámetro de la armadura.
- Regulación del mecanismo de alimentación para garantizar una longitud libre del alambre estable (30-80 mm).
5. Tecnología de ejecución de los procesos de soldadura
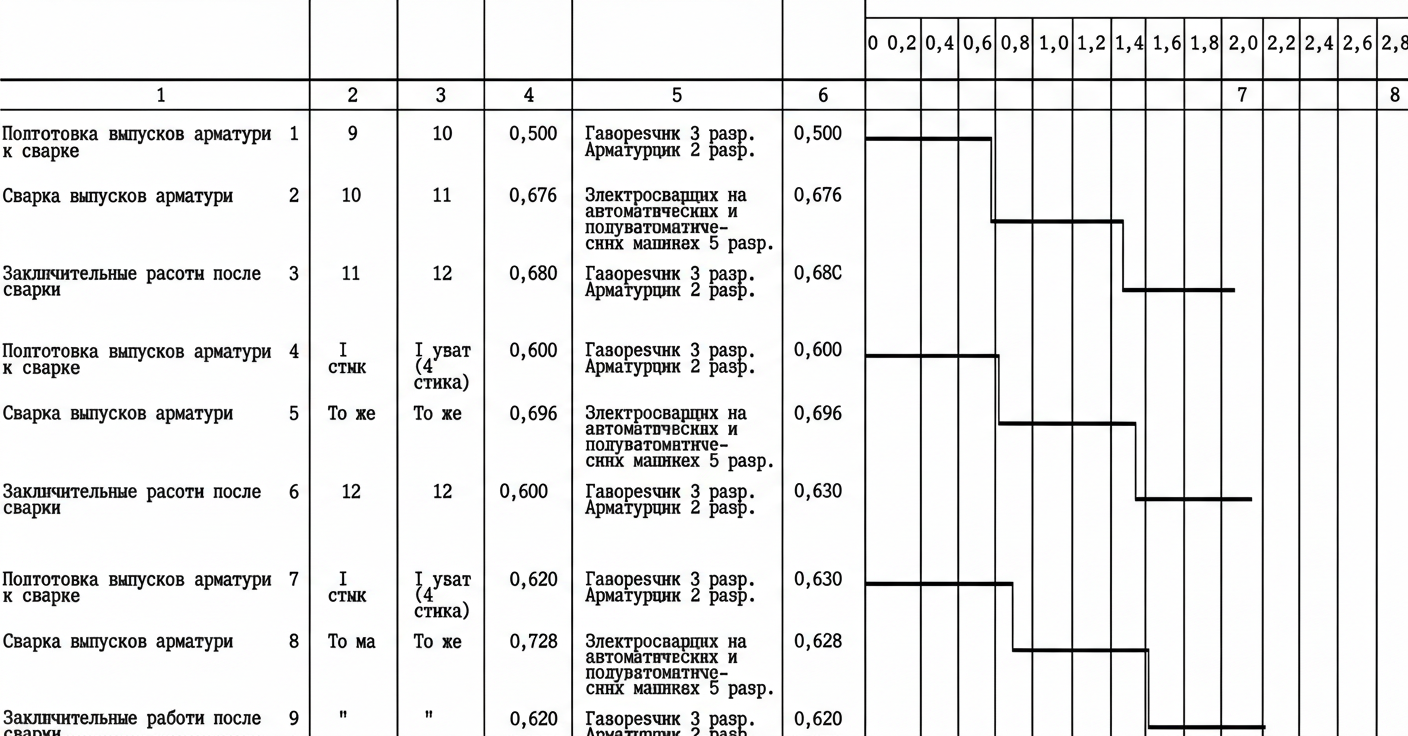
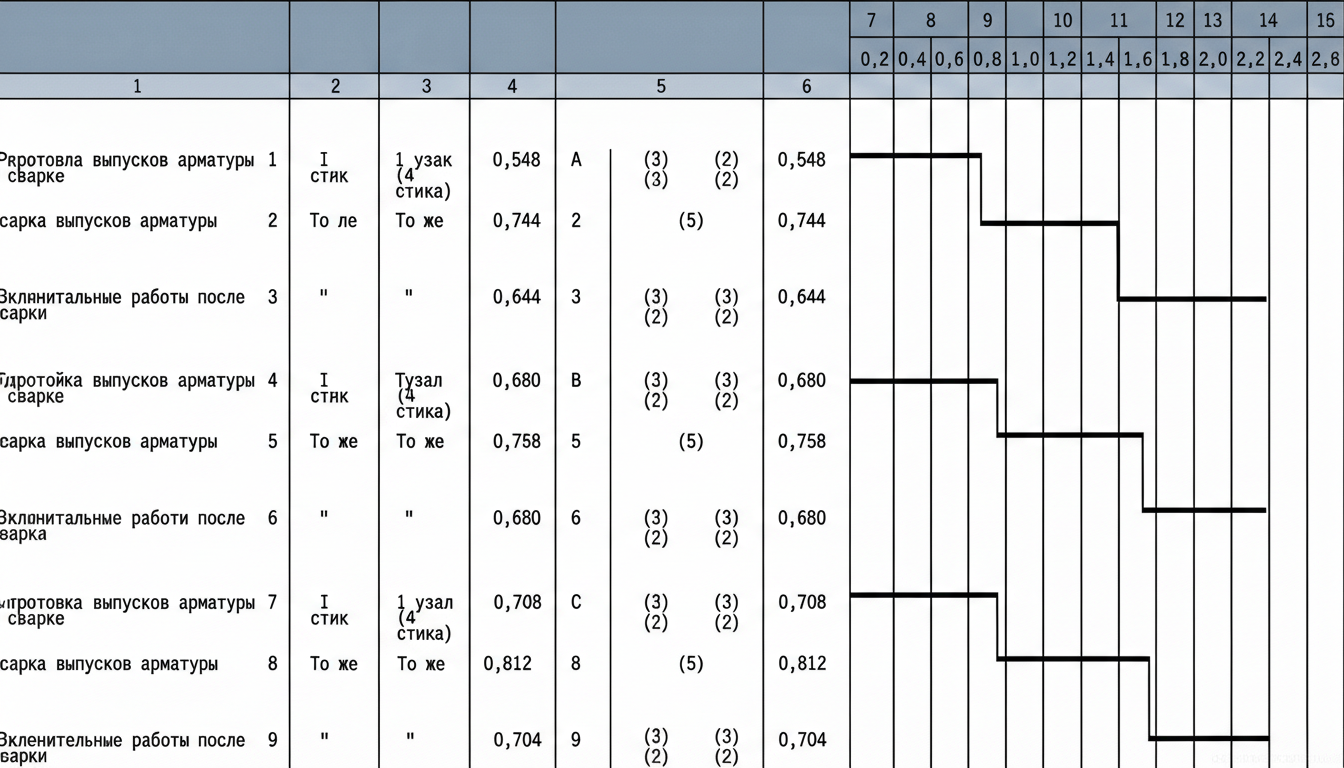
El encendido del arco de soldadura se realiza exclusivamente tocando con el alambre el extremo de la espera de armadura. Está categóricamente prohibido cebar el arco sobre los elementos del molde recuperable para evitar su erosión y la contaminación del cordón. En la soldadura de empalmes horizontales, primero se funde la parte inferior de uno de los extremos con movimientos transversales, y luego se traslada el arco a la segunda barra. Tras la formación de un baño unificado de metal y escoria, el espacio se llena mediante movimientos rápidos del arco por los bordes del baño.
En las uniones verticales, el arco se enciende en el extremo de la espera inferior. Tras la formación del baño de metal líquido, el llenado del bisel se realiza alternando movimientos oscilantes en la zona del bisel de la barra superior con movimientos circulares por el perímetro del molde. El alambre debe alimentarse perpendicularmente a la superficie del baño para minimizar las salpicaduras.
En caso de temperaturas ambientales bajo cero, se requieren ajustes: por cada 3 °C de descenso de la temperatura por debajo de cero, la corriente de soldadura se incrementa en un 1 %. Es obligatorio el precalentamiento de la unión a 200-250 °C en una longitud de 90-150 mm (controlado con lápices termoindicadores). Se prohíbe soldar a temperaturas inferiores a -30 °C. Al final del proceso de soldadura, para evitar la formación de rechupes, se realizan 2-3 pausas de 3-4 segundos, llevando el arco hacia los bordes del baño. El desencofrado del molde se realiza mediante ligeros golpes no antes de 5-10 minutos después de la cristalización de la escoria.
- Precalentamiento de la unión a 200-250 °C (al trabajar en condiciones de bajas temperaturas).
- Cebado del arco sobre el cuerpo de la armadura y formación del baño de soldadura inicial.
- Llenado de la cavidad de fusión con trayectorias de oscilación del electrodo preestablecidas (zigzag, circular).
- Realización de 2-3 pausas al final de la soldadura para prevenir la formación de rechupes.
- Enfriamiento natural durante 5-10 minutos, desmontaje del molde y limpieza de la escoria.
6. Control de calidad y criterios de aceptación de las uniones
El sistema de control de calidad abarca las etapas de entrada, operación y aceptación. El control de entrada verifica los certificados de los materiales, el correcto funcionamiento de los rectificadores y la precisión del ensamblaje (separaciones, alineación). El control operativo, realizado al menos dos veces por turno, incluye la evaluación visual de la geometría del cordón, la ausencia de mordeduras y el cumplimiento de los parámetros térmicos de soldadura.
La aceptación definitiva se basa en los resultados del control visual-dimensional, ultrasónico y mecánico. Los defectos superficiales están estrictamente limitados: se admiten un máximo de 5 poros externos o inclusiones de escoria por unión, donde el diámetro máximo de un defecto individual no debe superar los 2,0 mm. Los defectos superficiales localizados se reparan mediante amolado seguido de resoldadura tras precalentar la zona a 200-250 °C.
El control instrumental incluye la inspección por ultrasonidos del 10 % del volumen total de empalmes simples soldados. Los ensayos mecánicos de tracción estática se realizan en 3 probetas de control de cada lote. Para armaduras de clase 500 MPa, el valor medio aritmético de la resistencia a la tracción no debe ser inferior a 586 MPa, y el valor mínimo admisible de la muestra no debe ser inferior a 500 MPa. Las uniones con defectos internos inadmisibles deben ser cortadas y reemplazadas mediante un inserto intermedio (de no menos de 80 mm de longitud) con su posterior inspección 100 % por ultrasonidos (UT) de las nuevas soldaduras.
- Inspección visual y dimensional del 100 % de las uniones soldadas tras la limpieza de la escoria.
- Inspección por ultrasonidos del 10 % de los empalmes simples del lote.
- Extracción de 3 probetas testigo para ensayos de tracción estática en laboratorio.
- Reparación local de defectos superficiales (hasta 2,0 mm) o corte completo de los nudos defectuosos.
- Elaboración de la documentación final y marcado con el punzón personal del soldador.